生產線工業控制系統的設計
2013-02-28 02:31:04沈川平
裝備制造技術 2013年3期
沈川平
(中國石油吐哈油田公司,新疆 鄯善 838202)
生產線工業控制系統的設計
沈川平
(中國石油吐哈油田公司,新疆 鄯善 838202)
根據油管加厚生產線電氣控制系統存在的問題,提出了設計方案,進行了系統設計。經過應用后,提高了產品加工精度,降低了工人勞動強度,提高了生產線自動化水平,取得了顯著的經濟效益。
控制系統;設計;PLC;組態王
1 概述
隨著石油勘探技術的發展及石油開發區域的不斷擴大,油井深度也日益增大,尤其在西北地區,3 000米以上的油井在各油田分布很多。油管作為石油開采的重要管材,市場需求量日益增大,但是在對較深的油井進行開采時,由于油管自重增加,油管接頭處要承受很大的拉應力,因而對其強度要求很高。同時,由于采油技術的需要,經常通過油管注入高壓水或氣體,有時還需注入酸液進行酸化處理以增加采收率,所以油管還要承受很大的內壓力。因此,近年來,各油田不僅對油管的需求量逐年增多,而且對其質量也提出了更嚴格的要求。
2 存在問題
某公司有一套利用傳統繼電器控制的油管生產線,此生產線主要由液壓加厚機、步進機構、氣壓控制系統、中頻感應加熱爐、電氣控制系統等組成。由于該套生產線投產時間長,控制系統落后,所以電氣系統經常出現故障,造成了生產線停機,嚴重影響了生產,并且該套生產線沒有設置監控系統,管理者不能及時全面掌握生產線的運行情況,設備的運行情況依靠生產線上每個員工隨時進行檢查,工人勞動強度大,電氣系統維修費用高,安全隱患多,已遠遠不能滿足生產需求。因此,對油管生產線電氣控制系統進行改造,設計一套自動化程度高的工業控制系統,降低工人勞動強度,提高加工精度和加工效率,保障油田開采中對油管的需求成為當務之急。
3 方案設計
3.1 邏輯控制部分
(1)目前,世界上生產PLC產品的主要企業分布在美國、歐洲和日本。主要企業有美國A-B公司、通用電氣(GE)公司,德國西門子(SIEMENS)公司、AEG公司,日本的歐姆龍、三菱等。主要PLC產品的模塊、軟件價格見表1。根據現場需求及各公司產品性能及價格,邏輯控制部分選擇西門子S7-200型。

表1 各種PLC品牌價格(單位:元)
(2)采用西門子S7-200 PLC為下位機。它主要由機架、CPU模塊、信號模塊、功能模塊、接口模塊、通信模塊、電源模塊和編程設備組成,各模塊安裝在機架上,系統構成和擴展都十分方便,不僅具有模塊化、易于分布實現、運行可靠、性價比高等優點,同時具有邏輯判斷、順序控制、定時、計數和運算等功能,能夠控制各種機械運動。PLC的輸入信號有開關、故障信號、傳感器信號等,輸出信號主要為控制電機、電磁閥、指示燈等。
3.2 數據采集監控部分
生產數據采集監控部分采用工業計算機,在生產線上設置監控室進行集中監控。監控室內設置2面操作柜、2部監視器,生產線信息通過攝像頭反饋至監視器,操作人員通過監視器對生產情況進行監控,能夠在第一時間發現并安排人員及時排除故障。
3.3 控制系統軟件
控制系統軟件包括下位機PLC控制軟件和上位機人機界面軟件。下位機編程軟件采用STEP7 V5.4,主要功能是完成系統的硬件配置和編程。上位機采用組態王V6.53,主要功能是實現人機交互界面,顯示設備的運行狀態、運行情況、故障狀態等信息。
4 系統設計
4.1 變壓器負荷校核
原配電柜共計5面,編號為1#-5#,原變壓器容量1 600 kVA,變壓器至配電柜母排是2×80×8mm銅母排(40℃載流量2 660 A)。對生產線電氣系統進行改造,因為利用原有的變壓器及動力配電柜,所以需要進行變壓器負荷的校核,負荷見表2。
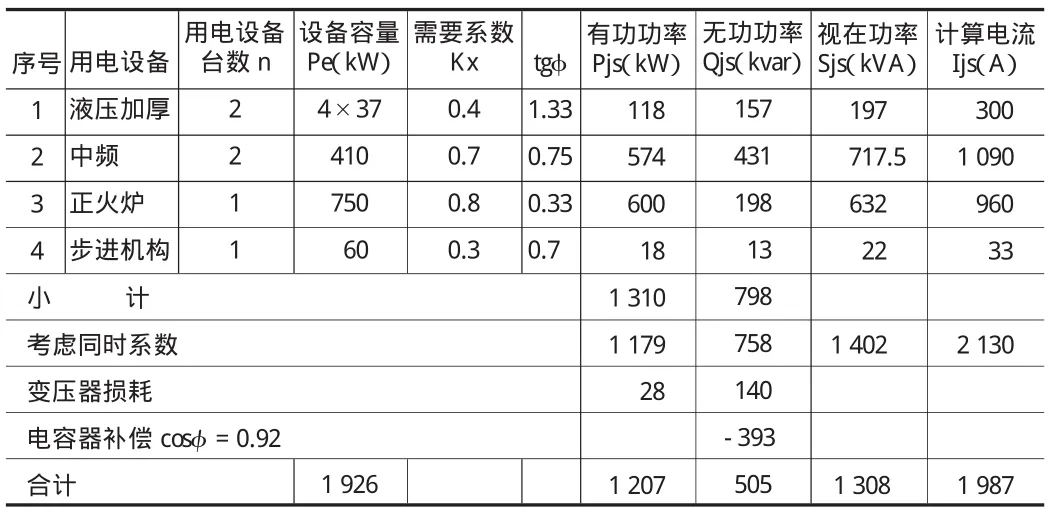
表2 變壓器負荷
4.2 工房電氣設計
(1)原有的1 600 kVA變壓器,1#(斷路器3 200 A)、2#(無功補償)及3#(斷路器1 200 A)配電柜、銅母排均符合要求;
(2)4#配電柜為四臺中頻感應加熱爐提供電源,5#配電柜為液壓加厚機提供電源,這兩面配電柜內斷路器不符合生產線的要求,需進行改造。
4.3 控制系統設計
液壓加厚生產線管料輸送需實現自動、手動上下料,工裝動作過程由PLC自動控制,整條生產線的設備集中于監控室進行監控,操作人員可通過監視器觀察生產線的生產情況,因此針對上述要求進行控制系統的設計。
4.3.1 生產過程控制設計
采用西門子S7-200系列小型可編程控制器,該PLC具有程序容量大、運行速度塊、編程靈活、多種中斷,性能優良、且價格低等優點。目前此種類型的PLC已成功應用于機械行業各種生產線,效果較佳,可滿足工廠需求。同時,中頻加熱以及液壓加厚工位送料精度要求較高,因此設計兩種方案進行對比、分析。
方案一:控制液壓加厚機送料精度。液壓機前端加裝光電開關,當油管輸送至液壓機前時,光電開關發出到位信號,此時旋轉編碼器立刻啟動,當旋轉編碼器運行到設定值時,將信號反饋給輸送輥道,輸送輥道立刻停止,此時油管被準確送入液壓機進行加工。加工完畢后,根據液壓機反饋信號將油管自動送出到固定位置。
此方案送料精度由旋轉編碼器精度和光電開關靈敏度決定,運轉過程中嚴格受到旋轉編碼器磨損量的限制,當編碼器滾輪出現磨損現象時需及時調整參數,若未及時發現此問題,則會造成送料長度偏差。
方案二:控制油管中頻感應加熱爐前對齊位置以及液壓機機械手送料長度。鋼管被送入中頻加熱前,首先進行對齊操作,對齊采用光電開關感應停止。當中頻加熱完成后,通過平移梁將鋼管送入液壓機加工工位。此時,機械手抱緊鋼管,將鋼管送入液壓機,機械手設置固定行程。
此方案機械手為死行程,送料精度只要嚴格控制光電開關靈敏度,而機械手只需定期維護即可。這種方案方便、可靠、精準,因此液壓機的送料精度控制采用方案二。
4.3.2 監控系統設計
上位機系統設計主要分為系統參數、故障監控、生產動態、電機監控等,操作人員可以根據生產工藝,方便的更改參數和監控現場生產運行情況。
選用組態王V6.53設計人機交互界面,通過界面可查詢中頻透熱爐的加熱溫度、加熱時間、啟停狀態以及中頻電壓。將中頻透熱爐的操作面板轉接至人機交互界面上,可設置中頻透熱爐的相關參數以及監控生產線設備的運行狀態。操作面板采集到的信號反饋至PLC,PLC再對生產線各設備進行控制操作。
在兩臺液壓機、4臺中頻透熱爐以及整條生產線安裝攝像頭,監控各個工位工作情況。監控室設置相應的接收設備,將攝像頭采集到的信息反應于監控室的顯示屏上,實現生產線遠程控制、集中控制,方便操作人員及時發現、排除故障,保證生產線的正常運行。
5 結束語
自主設計的工業控制系統替代傳統繼電器控制系統后,操作人員能根據操作屏反饋的信息及視頻系統中顯示的信息,對生產線進行生產監控及故障排除。控制系統操作界面友好,運行安全可靠,現場監控一目了然,不僅降低了工人勞動強度,減少了維修次數,節省了設計費用20多萬元,每年還可節省人工成本約30萬元,具有顯著的經濟效益。
[1]錢清泉,王 英.新編實用電工手冊[M].電子科技大學出版社,1996,882-1001.
[2]許寶發,李春茂.新編實用電工手冊[M].上海科學技術出版社,1992,295-369.
[3]方俊山.可編程序控制器在電加熱鍋爐控制中的應用[J].工業控制計算機,2002,(12):60-61.
[4]鐘 彥.可編程序控制器在過程控制中的應用[J].電訊技術,1998,(02):20-26.
Design of Industrial Control System of Production Line
SHEN Chuan-ping
(Petrochina TuhaOilfield Company,Shanshan XinJiang 838202,China)
According to the existence ofelectric control system ofoil pipe thickening production problems,puts forward the design scheme,the system design.After application,improve product processing precision,reduces the labor intensity ofworkers,improve the levelofautomation ofproduction line and hasachieved remarkable economic benefits.
control system;design;PLC;kingview
TM 58
A
1672-545X(2013)04-0263-02
2013-01-14
沈川平(1970—),男,甘肅平涼人,機械工程師,長期從事石油化工設備的管理及維修工作。
book=267,ebook=350
猜你喜歡
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
通信電源技術(2018年3期)2018-06-26 06:33:30
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46
電測與儀表(2014年12期)2014-04-04 12:10:16
