解析紅外熱成像測溫技術(shù)在金屬機(jī)械加工方面的應(yīng)用
2013-02-28 02:31:04張權(quán)
裝備制造技術(shù) 2013年4期
關(guān)鍵詞:工藝
張權(quán)
(天津中德職業(yè)技術(shù)學(xué)院,天津 30000)
解析紅外熱成像測溫技術(shù)在金屬機(jī)械加工方面的應(yīng)用
張權(quán)
(天津中德職業(yè)技術(shù)學(xué)院,天津 30000)
為了探究紅外線成像測溫儀在金屬機(jī)械加工方面的應(yīng)用,筆者選取了焦平面熱成像測溫儀測試了金屬機(jī)械熱處理爐以及焊接、熱處理、加工等工藝流程,獲取到了焊接、銑、刨、車等工藝關(guān)鍵加工部位熱像溫度分布圖像,從而為確定工藝參數(shù)及開展工藝研究課題給予科學(xué)檢測手段。
紅外熱成像測溫技術(shù);金屬機(jī)械加工;應(yīng)用分析
紅外線成像測溫技術(shù)主要以超過絕對零度物體都會發(fā)射紅外輻射原理為依據(jù),借助傳感器、透鏡等光學(xué)手段采集被測視場內(nèi)各物體發(fā)射的紅外輻射,通過過模/數(shù)轉(zhuǎn)換,待信號被微處理器處理后所得被測視場內(nèi)各點(diǎn)溫度值,最終以為彩色方式顯示市場區(qū)域內(nèi)溫度分布圖像,其優(yōu)點(diǎn)包括:數(shù)值讀取迅速、無污染、無接觸、良好的空間分辨率、良好的溫度分辨率等。
1 金屬機(jī)械加工過程中切削熱、切削溫度
1.1 切削熱
在鏜、磨、刨、銑、車等切削加工中,因工件及刀具在高速相對運(yùn)動過程中出現(xiàn)較大切向壓力、法向以及摩擦力作用,工件表層出現(xiàn)塑性變形及彈性變形,從而引起結(jié)構(gòu)變形熱;此外,工件、刀具及切屑接觸部位在相對運(yùn)動過程中會出現(xiàn)大量摩擦熱,切削中,機(jī)械能消耗掉的99%會被轉(zhuǎn)化成熱能(即切削熱):
式中:
νc為切削速度,m/s;
Fc為主切削力,N;
Q為單位時間內(nèi)產(chǎn)生的切削熱,J/s。
切削熱傳導(dǎo)至周圍環(huán)境內(nèi)的4種方式為:
(1)通過工件將Qpart帶走,實(shí)現(xiàn)工件溫度升高;
(2)通過切屑將Qscrapping帶走,實(shí)現(xiàn)切屑溫度升高;
(3)通過刀具將Qknife帶走,實(shí)現(xiàn)刀具溫度上高;
(4)通過空氣、冷卻液等周圍介質(zhì)將Qmedia帶走。
1.2 切削區(qū)域溫度分布
因切削區(qū)域內(nèi)各點(diǎn)熱源間距與工件、切屑、刀具等三個變形區(qū)熱源間距不盡相同,則各點(diǎn)傳導(dǎo)熱量及各點(diǎn)所獲熱量間存在差異,所以,切削區(qū)域內(nèi)不同方向上的溫度分布呈現(xiàn)梯度狀。圖1為比較權(quán)威的切削部位溫度分布狀況。
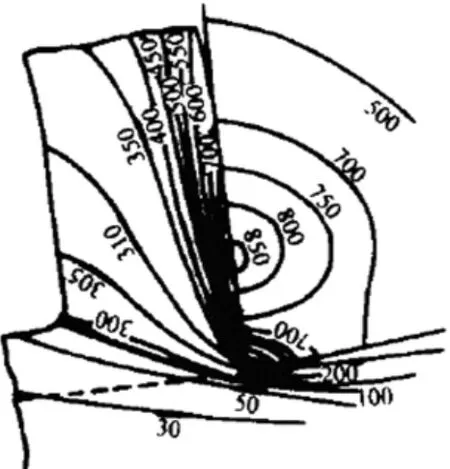
圖1 比較權(quán)威的切削部位溫度分布狀況
1.3 切削工藝參量
1.3.1 切削速率
若進(jìn)給量f—0.1mm/r;切削深度ap—3mm;刀具材料—YT15;工件材料—45#鋼,其函數(shù)式表達(dá)如下:

式中:
θ為切削區(qū)平均溫度;
Cθν為切削速率為νc時的切削溫度系數(shù);
x為就切削速率進(jìn)給量修正指數(shù)而言,在一般條件下,x取值范圍為0.26~0.41,x取值隨著進(jìn)給量增大而減小。
1.3.2進(jìn)給量
若切削速率νc—94m/min;刀具材料—YT15;切削深度ap—3mm;工件材料———45#鋼,其函數(shù)表達(dá)式為:

式中:
θ為切削區(qū)平均溫度;
Cθf為進(jìn)給量為f時的切削溫度系數(shù)。
1.3.3 切削深度
若切削速率νc—107m/min、進(jìn)給量f—0.1mm/r、刀具材料—YT15、工件材料—45#鋼,其函數(shù)表達(dá)式為:

式中:
θ為切削區(qū)平均溫度;
Cθap為切削深度為ap時的切削溫度系數(shù)。
1.4 刀具材料、磨損及初設(shè)幾何參數(shù)
在切削工藝加工及工藝設(shè)置中,刀具初設(shè)(刀尖圓弧半徑、負(fù)倒棱、主偏角、前角等)、刀具材質(zhì)及刀具因磨損造成的幾何參數(shù)變化(見圖2)等均會造成切削區(qū)域內(nèi)切削力、摩擦、各種變形發(fā)生變化,最終導(dǎo)致切削溫度發(fā)生變化。
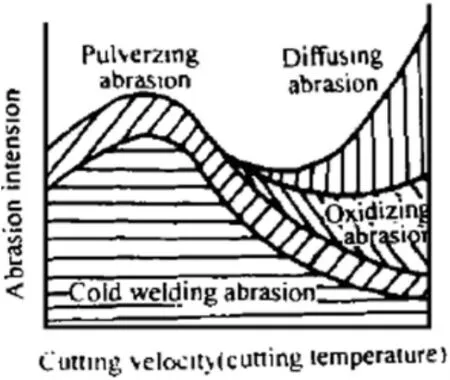
圖2
1.5 工件材料
金屬切削加工中,工件材料脆性、導(dǎo)熱系數(shù)、硬度、強(qiáng)度等特性均會對切削區(qū)域內(nèi)傳熱環(huán)境、摩擦、切削力等因素造成直接的影響,并最終對切削溫度分布及變化特性造成不同程度的影響。
2 紅外熱成像測溫技術(shù)在其他金屬加工過程中的應(yīng)用
2.1 熱處理
金屬工件熱處理方法主要借助有效控制工件時間-溫度變化,從而導(dǎo)致金屬工件金相組織結(jié)構(gòu)改變,最終實(shí)現(xiàn)金屬工件物理性能的提高,原因是金屬工藝自身加工溫度測量要求相當(dāng)高。
若實(shí)行低溫加熱,爐膛內(nèi)主要是對流傳熱模式,熱電偶測量所得熱量為從爐膛內(nèi)壁借助空氣傳導(dǎo)至熱電偶,因金屬工件熱容量與熱電偶間差值相當(dāng)大(熱電偶更小),及重力場內(nèi)溫度梯度分布等,熱電偶測得溫度值相對于金屬工件整體平均溫度略高;若實(shí)行高溫加熱,爐膛內(nèi)主要是輻射傳熱模式,熱電偶測得熱量為從爐膛內(nèi)壁借助輻射傳遞至熱電偶,因金屬工件表面光潔度與熱電偶表面光潔度間存在一定差距(熱電偶表面光潔度更高),待爐膛內(nèi)傳熱保持一定平衡,相對于金屬工件表面溫度,熱電偶所測得溫度略低。
2.2 焊接
金屬工件焊接對工件加入時間及溫度要求相對較嚴(yán)格,尤其是高強(qiáng)度材料焊接。加熱不足——因熔融量不充分導(dǎo)致焊接強(qiáng)度不足;加熱過度、加熱時間過長——因局部退火導(dǎo)致焊縫周圍局部結(jié)構(gòu)強(qiáng)度不足。
為了確保容器結(jié)構(gòu)強(qiáng)度能夠有效規(guī)避因過度加熱而造成退火降低的現(xiàn)象,在焊接中,確保封頭結(jié)構(gòu)各部位溫度被控制在400℃為最佳選擇。為了順利實(shí)施生產(chǎn)工藝,借助AGEMA570型長波熱像儀監(jiān)測整個焊接過程,以此確保實(shí)際生產(chǎn)情況與工藝要求保持一致,且經(jīng)過在監(jiān)測過程中的探索、分析和研究,實(shí)現(xiàn)將焊槍給進(jìn)速度被控制在6m/h范圍內(nèi),并最終實(shí)現(xiàn)產(chǎn)品水壓爆破試驗(yàn)順利進(jìn)行。
2.3 材料變形加工、應(yīng)力試驗(yàn)
因金屬材料在彈性應(yīng)變范圍內(nèi)存在紅外熱發(fā)射效應(yīng)及紅外冷發(fā)射效應(yīng)現(xiàn)象,則監(jiān)控金屬部件旋壓加工過程引進(jìn)熱成像測溫技術(shù),及金屬壓力容器壓力爆破試驗(yàn)及檢測金屬材料試件應(yīng)力試驗(yàn)是存在實(shí)際效果的。
3 結(jié)束語
工業(yè)生產(chǎn)過程中,溫度作為一個重要物理量,其值很大程度上決定著材料加工工藝效果、設(shè)備運(yùn)轉(zhuǎn)狀況、基本特性等。隨著科技時代的到來,非接觸式熱成像測溫技術(shù)發(fā)展日漸成熟,溫度測量途徑及工具的有效性因此也實(shí)現(xiàn)了大幅度提高。
自從將紅外熱成像測溫技術(shù)引入以來,其生產(chǎn)方面及工藝應(yīng)用領(lǐng)域相當(dāng)窄,也主要集中于石化、冶金、電力等行業(yè)部門。此外,紅外熱成像測溫技術(shù)科研方面僅僅局限于尖端技術(shù)領(lǐng)域,紅外熱成像測溫技術(shù)作為通用技術(shù),其應(yīng)用及科研尚不成熟,還需要相關(guān)管理人員及科研人員繼續(xù)努力。
[1]蘇志剛,付新陽,陳 兵,等.基于紅外熱成像原理的變電設(shè)備在線監(jiān)測系統(tǒng)[J].科技視界,2012,(25):40-41.
[2]安俊超,荊洪陽,徐連勇,等.一種用紅外熱成像儀測定焊接熱循環(huán)的新方法[J].天津大學(xué)學(xué)報,2011,44(2):148-151.
[3]蘇春華.紅外熱成像測溫中導(dǎo)體材料表面的影響及測溫效果改進(jìn)方法[J].企業(yè)技術(shù)開發(fā)(學(xué)術(shù)版),2011,30(2):22-24.
Analysis on the Application of Infrared Thermal Imaging Temperature Measurement Technology in the Metal Mechanical Processing
ZHNGQuan
(Tianjin Zhongde Vocational College,Tianjin 30000,China)
In order to application of infrared imaging thermometer in the metal mechanical processing,the author selected FPA thermal imaging temperature measuring instrument mechanical metal heat treatment furnace,heat treatment,machining and welding process test,welding,milling,planing,cars and other key technology and parts of thermal images of temperature distribution to obtain,thus giving scientific examinationmethod for the determination of processparametersand the developmentprocessof research.
infrared thermal imaging temperature measurement technology;metal processing machinery;application analysis
TD453
A
1672-545X(2013)04-0274-02
2013-01-02
張 權(quán),天津中德職業(yè)技術(shù)學(xué)院。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
