采購鑄件產品的入廠檢驗
2013-02-18 08:35:58
裝備制造技術 2013年1期
關鍵詞:檢測
(柳州采埃孚機械有限公司,廣西 柳 州 5 45007)
鑄件產品品質是指鑄件的材料、材料性能、尺寸精度、外觀等符合產品指定的相關圖紙及標準要求,其包含鑄件的外觀品質、內在品質和使用性能[1]。鑄件產品的入廠檢驗,通常檢驗鑄件外觀、尺寸及材料。
本文針對工廠鑄造產品入廠檢驗的內容、方法及要點進行論述,探討鑄造產品質量控制方法,確保采購產品符合質量要求。
1 鑄件外觀檢驗
1.1 檢驗內容
(1)鑄件表面應與其制造方法相符,應清潔、無裂紋,其飛邊、冒口等不平應清除干凈,鑄件內部或表面的缺陷不得影響使用性能。
(2)鑄件表面的鑄造缺陷有:氣孔、夾雜、縮孔、砂眼等,必要時應對這些缺陷的大小、位置做出具體規定。
(3)球墨鑄鐵表面還會有石墨漂浮、球化不良等缺陷,這些缺陷要在加工后的表面才能看出,如圖1和圖2所示,在關鍵區域不允許有這些缺陷。
(4)當表面缺陷具有典型性時,應切開檢查,以確認缺陷的性質及改進方案。如圖2表面石墨漂浮切開后可檢查厚度,如圖3所示。

圖1 球鐵件表面球化不良
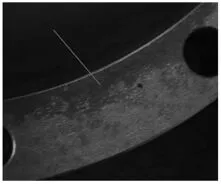
圖2 球鐵件表面石墨漂浮
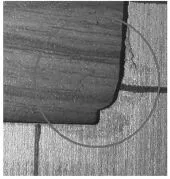
圖3 表面石墨深度及有夾渣
1.2 檢驗方法
(1)外觀檢驗通常用目測法,在必要時采用放大鏡,當缺陷從外觀不能完全確認時,應切開檢查;
(2)對于有可能產生的裂紋的零件,要用磁粉探傷儀檢測裂紋;
(3)對有密封性要求的零件,應進行氣密性檢測,若沒有特殊規定,通常在水中進行;
(4)對有密封性要求的大型或復雜的零件,也可局部用煤油進行浸滲檢查,或局部氣密性檢查。
1.3 控制要點
(1)鑄件外觀檢驗內容較多,不同零件由于材料及形狀不同,產生缺陷的類型也不一樣,應根據不同的零件制定相應的外觀檢驗指導書,對關鍵部位的檢驗要求及檢驗方法進行規定。
(2)鑄造缺陷的控制方法在于供應商的過程控制,對產品在檢驗及使用過程中發現的鑄造缺陷應按零件、缺陷類型進行分類統計,及時通報給供應商,督促供應商在鑄造過程中有針對性的改進。
1.4 應用舉例
(1)圖4所示的懸臂結構零件,其材料是灰鐵,在鑄造及加工過程中,拐角處可能會產生裂紋,微小的裂紋目測較難看出,應采用磁粉探傷儀檢測。
(2)上圖零件若采用蠕墨鑄鐵材料,則不易出現裂紋,但有氣孔缺陷,很小的氣孔可能會對使用沒有影響,但氣孔可能與相鄰的螺孔相通,造成漏油,用放煤油充氣的方法可以檢測出,如圖5所示。
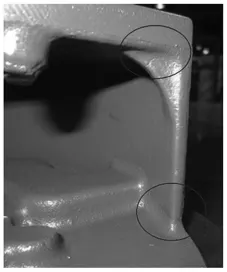
圖4 裂紋

圖5 氣孔
2 尺寸檢驗
2.1 檢驗內容
(1)首次樣件或模具有更改時,必須對樣件進行劃線檢測毛坯尺寸,在必要時應切開檢測內部尺寸。
(2)樣件應依據圖紙及相應檢測標準測量全部尺寸及要求。
(3)樣件放行后可進行小批量試制,若提供的是加工件,必須對零件的關鍵特性進行小批量(如50件)連續加工件檢測Cpk值,以驗證供應商的加工能力。
(4)對機床加工能力不足的項生產商必須在過程中進行100%的檢測。
(5)對正常批量供應的零件可按照GB/T 2828-2003進行抽樣檢驗。
2.2 檢驗方法
(1)較復雜毛坯樣件應采用三坐標劃線機劃線檢查,簡單零件可用分度頭在平板上劃線檢查。
(2)加工產品的尺寸及形位公差要求都較高,簡單的量具已不能滿足要求,必須在精度較高的三坐標上測量,個別的單項尺寸也可采用相應的檢具,如:高度儀、內孔可用氣動量儀、測量槍等,跳動檢測可在偏擺儀、旋轉臺上檢查。
2.3 控制要點
(1)毛坯劃線應注意基準確定,測量基準應盡可能與加工基準一致。
(2)樣件必須是全尺寸檢驗,包括倒角、表面粗糙度等。
(3)正常批量供應時應重點檢查對使用有影響的關鍵特性,或有反饋的項目。
3 材料檢驗
3.1 檢驗內容
(1)鑄件的材料檢驗通常檢測鑄件的抗拉強度、硬度、微觀組織及內部缺陷。
(2)抗拉強度
拉伸試樣應盡可能在鑄件本體上獲取,如果鑄件幾何形狀不允許才能在附鑄試棒上截取。
由于附鑄試棒與鑄件的形狀有很大差異,其力學性能也不相同,通常試棒的性能會好于本體,易造成誤判。
(3)布什硬度
布什硬度應在本體上獲取,若是毛坯面應去除鑄造砂皮。
(4)微觀組織
微觀組織用于金相組織的試塊必須在鑄件本體上獲取。
灰鐵鑄件的檢測內容:石墨分布形狀、石墨長度、基體組織特征、珠光體數量及碳化物。
球鐵鑄件的檢測內容:顯微組織、球化分級、石墨大小、珠光體數量及碳化物。
3.2 檢測方法
(1)拉伸強度在拉力試驗機上獲得。
(2)布什硬度通常用布什硬度機或錘擊式硬度計。
(3)顯微組織采用金相顯微鏡,盡可能帶照相功能,對有爭議或需要時可保存金相組織照片。
3.3 控制要點
(1)零件的金相組織對產品的性能有較大的影響,當零件不能進行本體拉伸試驗時必須進行本體的金相檢查。
(2)當加工后的外觀顯示與正常組織不一樣時,應對有疑問的部分進行金相檢查。
3.4 應用舉例
對圖4所示零件,其垂直支撐壁的厚度為5mm,當金相檢驗發現毛坯面有1~2 mm深的組織不合格(鐵素體多)時,應考慮到合格材料的厚度只有約3 mm,不能滿足實際要求,如圖6所示。
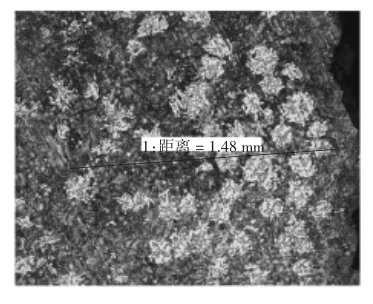
圖6 表面20~40%鐵素體+珠光體,深度1.48 mm
4 結束語
在工廠的入廠檢驗中,鑄件檢驗有其特殊性,不僅需要控制零件幾何精度和材料,而且鑄造缺陷問題會時有發生,應要求供應商100%檢查外觀鑄造缺陷,對不同的產品應有缺陷類型樣板或標準樣板,才能確保入廠產品的合格。
[1]陳 琦.鑄造品質檢驗手冊[M].北京:機械工業出版社,2006.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48