基于CAXA制造工程師2011的葉片金屬鑄模的建模及數控加工
2013-02-18 08:35:46
裝備制造技術 2013年1期
(撫順市技師學院,遼寧 撫 順 1 13123)
金屬模鑄造由于鑄件的機械性能好,精度高,表面粗糙度低,工藝收得率高,生產率高的特點在生產中得到廣泛應用。同時,隨著CAD/CAM軟件、仿真軟件的出現及不斷發展,曲面的加工精度與效率不斷得到滿足和提高。CAXA制造工程師作為國內典型的CAD/CAM軟件,在具有復雜曲面零件的造型、自動編程、NC代碼自動校驗和模擬加工的仿真功能方面不遜于國外同類軟件。運用CAXA制造工程師對葉片的金屬型鑄模進行造型及自動編程,可實現葉片的少加工或無加工。
1 葉片金屬鑄模的實體設計
1.1 葉片截面參數的計算與繪制
為了在CAXA制造工程師中,建立葉片金屬模的實體模型,必須計算葉片各截面的參數。首先根據葉片的公式,葉片與其它結構的連接要求,計算各個截面的曲線,再計算其空間坐標。接下來,在葉片半徑方向上按重要截面將葉片分為7份,計算出8個截面曲線。然后,根據截面的平面曲線和相應的半徑,在CAXA制造工程師中得到各個截面的三維坐標值。葉片各個截面由樣條線組成,凹面和凸面之間以圓弧過渡,如圖1所示。

圖1 葉片截面曲線

圖2 生成網格面
1.2 生成葉片曲面
以凹面構成的凸模為例,將凹面和凸面之間的所有過渡圓弧在其中心點處打斷,刪除凸面的各個樣條曲線及與其相連的半個過渡圓弧。
在“曲線生成欄”中點擊“樣條線”,將凹面中樣條線及圓弧的同一側端點連接為樣條線,點擊“曲面生成欄”上的網格面按鈕,在立即菜單中把精度設置為0.01,接提示依次拾取U向截面線及V向截面線,生成網格面,拾取樣條曲線兩側的圓弧,用同樣方法生成網格面,如圖2所示。
1.3 主葉片部分鑄模的三維實體設計
當葉片曲面生成后,按圖3所示的零件圖進行三維實體設計。

圖3 凸模零件圖
構造一距離“平面XY”為200,方向相反的基準平面。進入草圖狀態,在“曲線生成欄”中點擊“曲線投影”按鈕,分別拾取圖2中主葉片部分四周的樣條線,構成草圖。采用“拉伸增料”—“拉伸到面”的方式,拾取圖2中主葉片曲面,點擊確定,刪除主葉片曲面上除兩側外的所有樣條線及曲面。如圖4所示。

圖4 主葉面部分實體
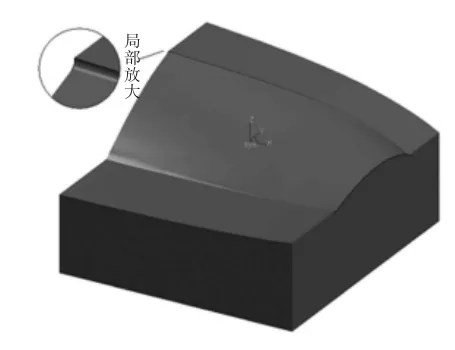
圖5 生成葉片兩側分型面
1.4 葉片金屬模左右分型面及葉片兩側半圓弧部分設計
構造距離“平面XZ”為250的基準面,進入草圖,單擊“曲線生成欄”中的“曲線投影”按鈕,拾取相應的實體棱線及圓弧曲面的外側樣條線,形成草圖。再次采用“拉伸增料”—“拉伸到面”的方式,選擇與草圖相對的曲面,單擊確定,生成分型面部分實體。單擊“特征生成欄”工具欄中的“曲面裁剪除料”按鈕,選定圓弧曲面,確定除料方向,生成葉片邊緣圓弧實體部分。采用同樣方法生成另一側實體,如圖5所示。
1.5 構造金屬模其它部位實體結構
生成其它部位的實體,相關部分倒圓角,根據金屬模鑄造工藝圖紙,構造冒口及凸模與凹模間的定位銷孔等結構,最終金屬模實體結構,如圖6所示。
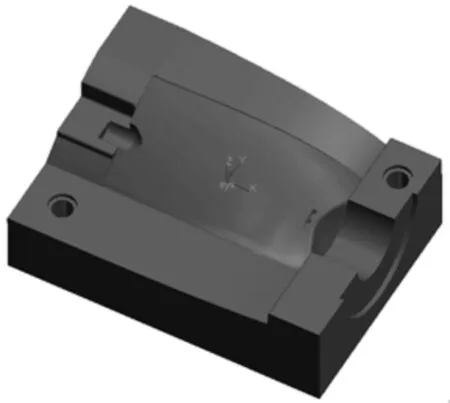
圖6 葉片鑄模實體
2 葉片金屬鑄模的數控加工
葉片金屬模的毛坯為球墨鑄鐵鑄件,加工余量為3 mm。另外,圖3左視圖中的R75孔、R150孔先在鏜床上加工完成,數控加工時采用半粗加工去除大部分余量,再用精加工最終完成。設備采用VMC 1300A立式加工中心,系統為FANUC 0i-MC。
2.1 鑄模上表面的半粗加工
從金屬型鑄模的結構特點和加工要求兩方面考慮,可采用等高線加工的方式來進行加工,由于CAXA制造工程師沒有提供半粗加工的模式,因此,在加工中采用等高線精加工的方法進行半粗加工,為了提高加工效率,具體參數可設置大一些。對金屬模的等高線加工的各項設置見圖7。
拾取圖6所示實體的全部上表面(需利用“曲面生成欄”中的“實體表面”按鈕生成),生成刀軌如圖8所示。
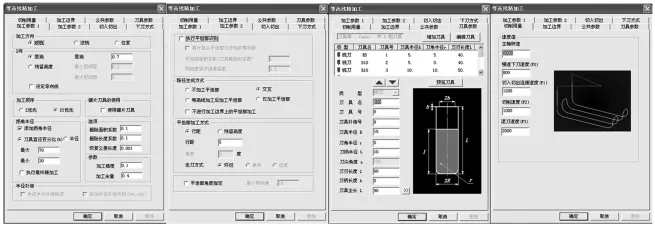
圖7 等高線半粗加工參數設置
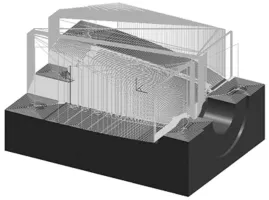
圖8 等高線半粗加工刀軌
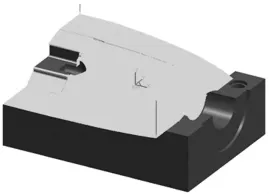
圖9 曲面區域式精加工刀軌
2.2 鑄模上表面精加工
采用曲面區域式精加工方式,刀具分別選用D10R2.5的圓角端銑刀,余量設為0,設置合適的加工范圍,加工鑄模上表面(局部半粗補加工及精加工從略),生成刀軌,如圖9所示。
2.3 鑄模加工仿真
拾取相應刀軌進行鑄模仿真加工操作,確保無過切、撞刀的現象,實體上表面的半粗加工仿真如圖10所示(其它刀軌仿真加工從略)。
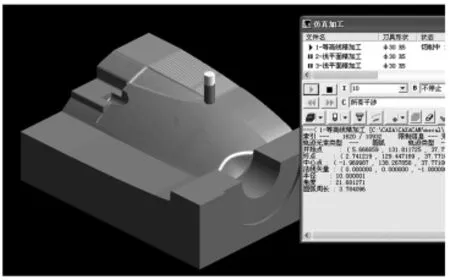
圖10 等高線半粗加工上表面實體仿真
2.4 后置處理
經過前述對金屬模的各種加工方法的使用及設置,再對凸模與凹模間的定位銷孔等結構生成刀軌,經仿真加工無誤后選用相應的機床系統生成G代碼。
3 結束語
在仿真加工前按金屬模的鑄造工藝圖設計毛坯實體,在仿真加工時,在仿真加工界面中點擊“改變毛坯設定”按鈕,選擇自定義毛坯。在仿真加工時,應在“干涉”列表框中選取“所有干涉”模式,按下“請選擇是否執行和制品形狀比較顯示”按鈕,并配合鍵盤的方向鍵進行模型的旋轉,仔細觀察有無過切、撞刀等現象。一旦發現有過切、撞刀等現象,應重新設定加工面、加工范圍、干涉面等參數。經過檢驗,達到加工要求和效果后才可生成G代碼。在VMC1300A加工中心加工后的葉片金屬鑄模凸模實際效果,如圖11所示。
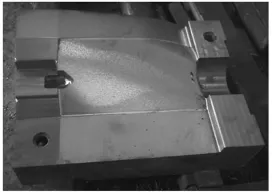
圖11 實際生產效果圖
[1]吳子敬.CAXA制造工程師2008實用教程[M].北京:北京航空航天大學出版社,2010.
[2]盧繼平.基于UGⅡ的葉片建模與加工[J].北京理工大學學報,2004,(4):303-305.
[3]張群艷.基于CAXA制造工程師曲面加工方法的比較[J].數字技術與機械加工工藝裝備,2009,(6):75-77.