M580×8大型螺紋加工工藝及實踐
2013-01-22 01:14:50齊桂華姜國華
大電機技術 2013年2期
關鍵詞:方法
齊桂華,姜國華
(哈爾濱電機廠有限責任公司,哈爾濱 150040)
前言
在水口轉輪操作機構改造中,活塞桿改造裝配首次使用M580×8大型螺紋進行裝配。M580×8大型螺紋長度395mm、重量1389kg,活塞桿M580×8外螺紋長度615mm、重量9813kg、活塞桿總長3714.7mm。由于活塞桿M580×8外螺紋和M580×8內螺紋加工精度高,采用以往在臥車上加工螺紋的加工方法加工M580×8螺紋,加工后很難保證M580×8內、外螺紋的質量。因此采用在數控鏜床上數控編程新的加工方法進行M580×8內、外螺紋加工。
1 加工難點
針對如下問題進行分析和解決,保證大型螺紋M580×8內螺紋和活塞桿M580×8外螺紋加工的質量。
(1)大型螺紋M580×8內螺紋加工;
(2)大型螺紋M580×8內螺紋測量方法;
(3)活塞桿M580×8外螺紋加工;
(4)活塞桿M580×8外螺紋測量方法;
(5)M580×8內螺紋與活塞桿M580×8外螺紋的裝配方法。
2 解決方法
2.1 大型螺紋M580×8內螺紋加工
大型螺紋 M580×8外圓直徑為Φ950、螺紋長度395mm、重量1389kg。由于M580×8內螺紋長且精度高,在臥車上加工時很難保證螺紋質量,因此采用數控鏜床數控編程新的工藝方法加工大型螺紋M580×8。采用如下措施控制大型螺紋 M580×8的加工質量,具體如下:
(1)大型螺紋M580×8內螺紋底孔在數控立車上加工,保證大型螺紋內圓與平面之間的垂直度在0.03mm以內,大型螺紋M580×8內圓按螺紋小徑加工,做為鏜床銑螺紋時的找正基準。
(2)在數控鏜床加工時以螺紋小徑為基準數控編程確定中心,數控編程加工大型螺紋M580×8內螺紋。
(3)切削螺紋時,嚴格控制進給量、切削深度及轉速,防止螺紋在加工過程中產生熱量,影響螺紋的表面質量。
(4)嚴格控制螺紋表面的粗糙度,粗糙度應小于1.6μm。
內螺紋加工圖如圖1所示。

圖1 大型螺紋內螺紋加工
2.2 大型螺紋M580×8內螺紋測量方法
大型螺紋 M580×8內螺紋在加工過程中應采用不同方法多次測量內螺紋的措施,保證大型螺紋M580×8內螺紋的質量,具體如下:
(1)M580×8內螺紋加工前用內徑千分尺測量螺紋的小徑。
(2)M580×8內螺紋加工后用內徑螺紋千分尺測量螺紋的中徑。
(3)用牙型樣板檢查加工后M580×8內螺紋的牙型。
大型螺紋外徑千分尺如圖2所示。

圖2 大型螺紋外徑千分尺
2.3 活塞桿M580×8外螺紋加工
在用數控鏜床數控編程加工活塞桿 M580×8外螺紋前,先在與活塞桿同材質的試樣上進行試加工M580×8外螺紋。
在試加工 M580×8外螺紋過程中,選擇不同的主軸轉速、進給量、切削深度等參數進行 M580×8外螺紋加工,對比不同參數下加工螺紋時對螺紋加工精度的影響,選擇合理的切削參數加工 M580×8外螺紋。數控銑床加工的外螺紋如圖3所示。
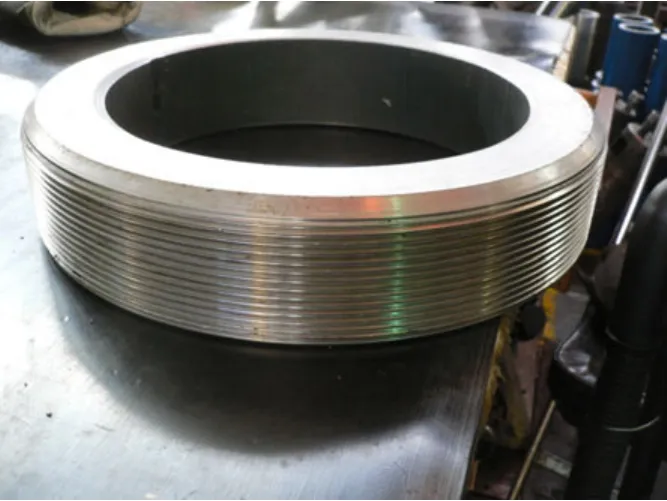
圖3 數控銑床加工外螺紋(試驗用品)
2.4 活塞桿M580×8外螺紋測量方法
活塞桿 M580×8外螺紋在加工過程中應采用不同方法多次測量內螺紋的措施,保證 M580×8內螺紋的質量,具體如下:
(1)M580×8外螺紋加工前用外徑千分尺測量螺紋的大徑。
(2)M580×8外螺紋加工后用外徑螺紋千分尺測量螺紋的中徑。
(3)用牙型樣板檢查加工后M580×8內螺紋的牙型。
2.5 M580×8內螺紋與活塞桿M580×8外螺紋的裝配方法
M580×8內螺紋和活塞桿M580×8外螺紋加工后,采用試裝配(如圖4所示)的方法檢查M580×8內螺紋、外螺紋的加工質量,具體如下:
(1)將活塞桿M580×8外螺紋端朝向機床主軸水平放置。
(2)用手拉葫蘆將M580×8內螺紋工件垂直吊起,調整M580×8內螺紋工件與活塞桿M580×8外螺紋同心。
(3)在機床主軸與M580×8內螺紋工件之間加上彈性工具,通過機床主軸將M580×8內螺紋工件頂緊。
(4)在機床主軸的配合下,緩慢調整手拉葫蘆將M580×8內螺紋工件旋進活塞桿中。

圖4 M580×8內螺紋工件與活塞桿裝配
3 結論
該項技術成果取得了巨大成功,在實際加工過程中,嚴格按照工藝要求,圓滿地完成了水口轉輪活塞M580×8長615mm大型內、外螺紋的加工任務,開辟了大型外螺紋新的加工工藝方法,由此可以應用推廣到其他大型尺寸外螺紋的數控鏜床數控加工當中,填補了我公司數控鏜床加工大尺寸內、外螺紋的空白。使我公司的加工螺紋的工藝水平提升了一個新臺階。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
