淺層平流式氣浮裝置在生活用紙白水回收中的應用研究
2013-01-12 08:51:52侯慶喜任榮旺
中國造紙 2013年4期
宋 瑞 侯慶喜 任榮旺 劉 葦
(1.天津科技大學天津市制漿造紙重點實驗室,天津,300457;2.山東恒安紙業有限公司,山東濰坊,261206)
造紙工業是與國民經濟發展和社會文明建設息息相關的產業,但也存在著耗水多等問題。為了降低造紙用水成本,回收造紙白水中的細小纖維[1],采用物化和生化相結合的辦法是回收造紙白水的有效途徑[2]。山東某紙業有限公司采用美卓公司的新月形衛生紙機,以100%原生木漿生產定量為13.0~37.0 g/m2的高檔生活用紙。該紙機設計車速為2000 m/min,成紙寬度為5600 mm,起皺率為 16% ~20%,日產量為160 t,白水排放量為4500 m3/d,固體懸浮物 (SS)為400~600 mg/L。采用淺層平流式氣浮裝置處理白水后,出水中SS穩定在30 mg/L以下,基本可以達到原設計的要求。但有時也出現水質不好、運行不穩定的現象,因此,非常有必要對其進行分析和優化,以滿足穩定生產的要求。
1 白水回收工藝流程及工作原理
1.1 白水回收工藝流程
圖1為山東某紙業有限公司目前采用的白水回收工藝流程。流程的一部分為溶氣水的生成與釋放,即在一定壓力條件下,來自空氣壓縮機的空氣與回流加壓泵的清濾液,在溶氣罐中進行均勻混合,生成溶氣水,然后通過溶氣水專用釋放器均勻地釋放到氣浮裝置前部底端;另一部分為白水的回收處理,來自白水塔中的白水,首先與聚合氯化鋁 (PAC)在白水塔的出口管處初步混合,經過一定化學反應,在進氣浮裝置前與聚丙烯酰胺 (PAM)進行預反應,使得白水中的懸浮物形成較大的絮團,之后在氣浮裝置的進水口處與溶氣水均勻混合,溶氣水中的微小氣泡與絮團在氣浮裝置接觸區混合、碰撞、黏附[3],進一步形成較大的絮團;在氣浮裝置的分離區將帶氣絮團與清濾液進行分離,帶氣絮團以斜向上的方向緩慢上升,浮至水面,待積聚到一定厚度后,經過刮漿板1,平流進入氣浮裝置的穩定區,隨后經過刮漿板2進入回收漿槽,自行流入回收漿池;而清濾液則由氣浮裝置出水管順流至清濾液池,進入清濾液池的清濾液一部分送入造紙車間,用于網部扇形高壓水、熱風氣罩除塵除濕系統、真空輥低壓噴淋水和衛生用水等;另一部分則經過自動過濾器進一步過濾處理,由出水管泵入超清濾液池,送入造紙車間,用于網毯部針形高壓水、網邊高壓水等。經過上述處理后大大節約了新鮮水的使用量。
1.2 白水回收工作原理
根據斯托克斯定律[4],在懸浮液中,顆粒的沉降速度,與顆粒和液體的相對密度之差乘以顆粒直徑的平方之積成正比,而與液體的黏度成反比。即:當顆粒和液體的相對密度之差為正值時,顆粒的沉降速度為正值,顆粒沉降;當顆粒和液體的相對密度之差為負值時,顆粒的沉降速度為負值,顆粒上浮。因此,當大量的微小氣泡吸附于懸浮顆粒表面時,整個顆粒的密度就會大大減小;當達到一定程度時,懸浮顆粒就會上浮到水面,從而達到固-液分離的目的。
2 實驗
2.1 實驗原料與主要設備
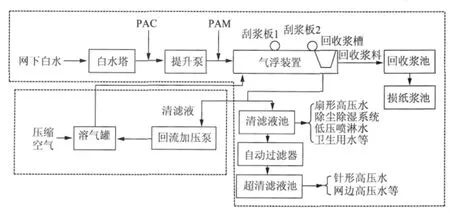
圖1 采用淺層平流式氣浮裝置的白水回收工藝流程
紙機白水取自山東某紙業有限公司;PAM,陽離子型,相對分子質量為900萬~1000萬,陽離子度為10%~30%,由濰坊中瑞化工科技有限公司生產;PAC,分子式為 Aln(OH)mCl3n-m,相對分子質量為174.45,由濰坊中瑞化工科技有限公司生產。
2.2 實驗方法
采用單因素實驗和正交實驗的方法,按照國家標準GB/T11901—1989測定白水、清濾液和回收漿料中的固體懸浮物 (SS),計算固體懸浮物 (SS)去除率,從而對白水氣浮回收系統進行優化。
3 結果與討論
3.1 PAC用量對白水氣浮處理效果的影響
3.1.1 PAC用量對白水氣浮懸浮物去除率的影響
在使用普通漿料品種的條件下,當PAM用量為3.6 mg/L、進氣浮白水量為6945 L/min、氣浮裝置液位為89%、溶氣水進水量為765 L/min、溶氣灌液位為50%、溶氣水壓力為0.55 MPa時,PAC用量對白水氣浮懸浮物去除率的影響如圖2所示。
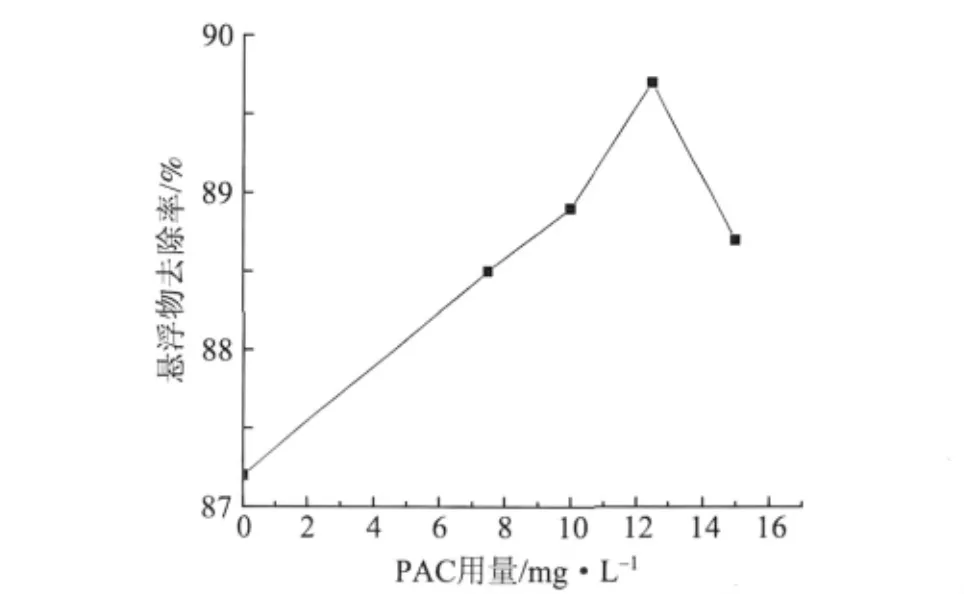
圖2 PAC用量對白水氣浮懸浮物去除率的影響
從圖2可以看出,在PAM用量一定時,PAC的加入可顯著改善白水氣浮回收處理的效果。隨著PAC用量的逐漸增加,白水氣浮中的懸浮物去除率呈先升高后降低的趨勢。這是因為,隨著PAC用量的逐漸增多,進入白水中的Al3+含量隨之增多,白水中絮聚粒子的擴散層厚度逐漸減薄,排斥勢能逐漸降低。相應地,吸引勢能逐漸升高,相撞時的距離逐漸減小,其合力逐漸由排斥力為主變成以吸引力為主,絮聚粒子迅速凝聚,懸浮物去除效果明顯提高。當白水中投入的PAC過量時,不會有更多額外的Al3+進入白水中絮聚粒子的擴散層,即擴散層厚度幾乎不發生變化,Zeta電位也不發生變化,不可能出現絮聚粒子改變電性而使絮聚粒子脫穩的情況。因此,絮凝效果反而下降,甚至出現重新穩定的現象。
3.1.2 PAC用量對回收漿料白度和打漿度的影響
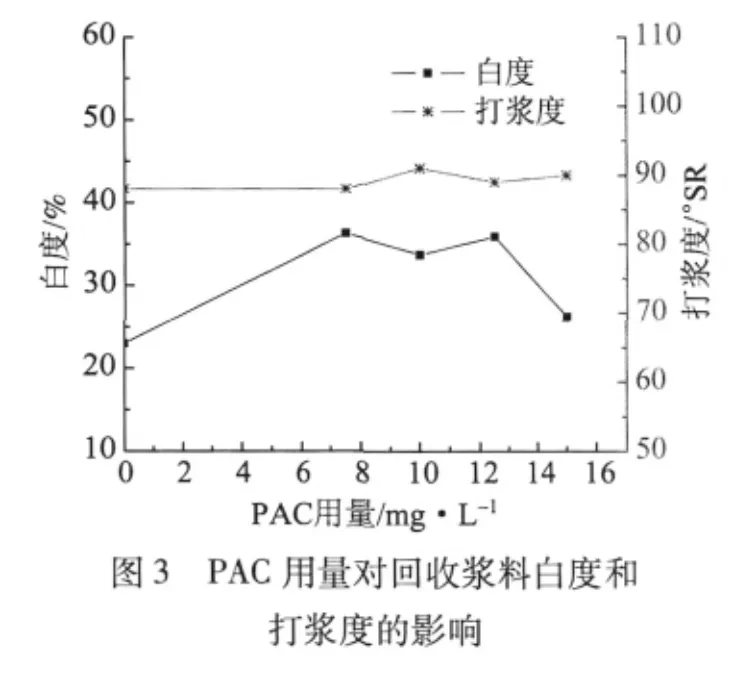
在使用普通漿料品種的條件下,當PAM用量為3.6 mg/L、進氣浮白水量為6945 L/min、氣浮裝置液位為89%、溶氣水進水量為765 L/min、溶氣灌液位為50%、溶氣水壓力為0.55 MPa時,PAC用量對回收漿料白度和打漿度的影響如圖3所示。
從圖3可以看出,回收漿料的白度隨著PAC用量的增加,呈逐漸升高而后保持不變最后逐漸下降的趨勢;同時,回收漿料的打漿度隨著PAC用量的增加基本保持不變。這表明,PAC用量對回收漿料的白度有一定的影響,而對回收漿料的打漿度沒有影響;當PAC用量大于12.5 mg/L時,回收漿料白度反而有所降低,且絮凝效果也會隨之變差。
3.2 PAM用量對白水氣浮處理效果的影響
3.2.1 PAM用量對白水氣浮懸浮物去除率的影響
在使用普通漿料品種的條件下,當PAC用量為7.5 mg/L,進氣浮裝置白水量為6945 L/min,氣浮液位為89%,溶氣水進水量為765 L/min,溶氣灌液位為50%,溶氣水壓力為0.55 MPa的條件下,PAM用量對白水氣浮懸浮物去除率的影響如圖4所示。
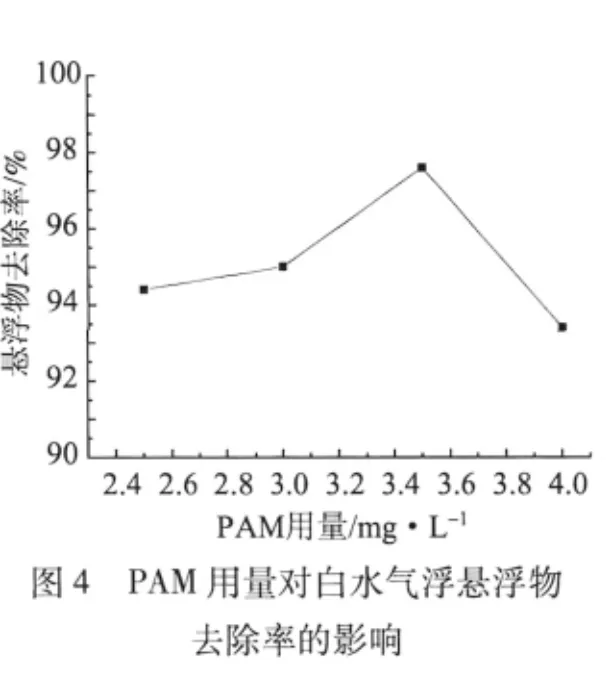
從圖4可以看出,白水氣浮懸浮物的去除率隨著PAM用量的增加呈先增加后降低的趨勢。這是因為PAM分子鏈的—NH+2因與白水中絮聚粒子發生電中和作用而相互吸附,而其分子鏈的其他化學基團除了與附近的絮聚粒子繼續產生吸附作用之外,還能與另一個表面有空位的絮聚粒子吸附,起到架橋連接的作用。隨著PAM用量的逐漸增多,與白水中絮聚粒子發生吸附電中和作用的分子鏈逐漸增多,絮粒能借助PAM的橋聯作用彼此吸附并發生絮聚。但當白水中投入的PAM過量時,PAM的伸展部分粘連不到附近的絮聚粒子,反而還會吸附在原先絮聚粒子的其他部位上,因此起不到架橋連接的作用,反而使得絮聚粒子表面飽和產生“再穩現象”,出現了懸浮物去除率驟降的現象。
3.2.2 PAM用量對回收漿料白度和打漿度的影響
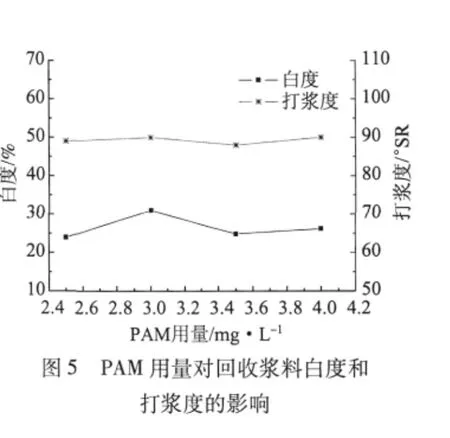
在使用普通漿料品種的條件下,當PAC用量為7.5 mg/L、進氣浮裝置白水量為6945 L/min、氣浮液位為89%、溶氣水進水量為765 L/min、溶氣灌液位為50%、溶氣水壓力為0.55 MPa時,PAM用量對回收漿料白度和打漿度的影響如圖5所示。
從圖5可以看出,隨著PAM用量的增加,回收漿料的打漿度基本保持不變,白度變化不大。
3.3 白水氣浮工藝條件中PAM和PAC用量的確定
通過單因素實驗可以看出,在其他因素保持不變的條件下,PAM和PAC的用量對白水氣浮處理效果有一定的影響。為進一步考察上述因素對白水氣浮處理效果的影響,尋求白水氣浮處理的較優條件[5],本實驗采用了2因素4水平 (L4(2))的正交實驗確定白水氣浮處理效果的工藝條件,設計方案見表1,正交實驗結果和極差分析分別見表2和表3。
由表2和表3可知,在使用普通漿料品種的條件下,PAM和PAC用量對白水中懸浮物的去除率和回收漿料的白度影響較大,而對清濾液pH值和回收漿料的打漿度幾乎沒有影響。
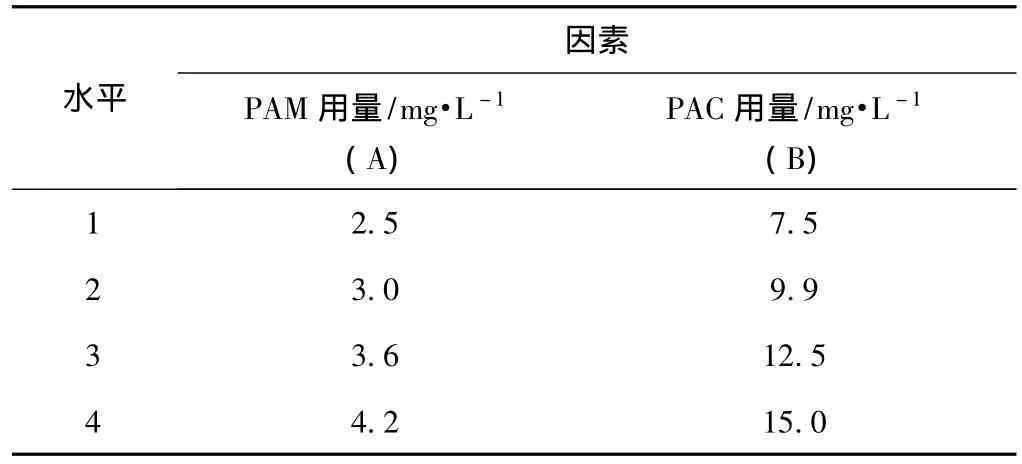
表1 正交實驗設計
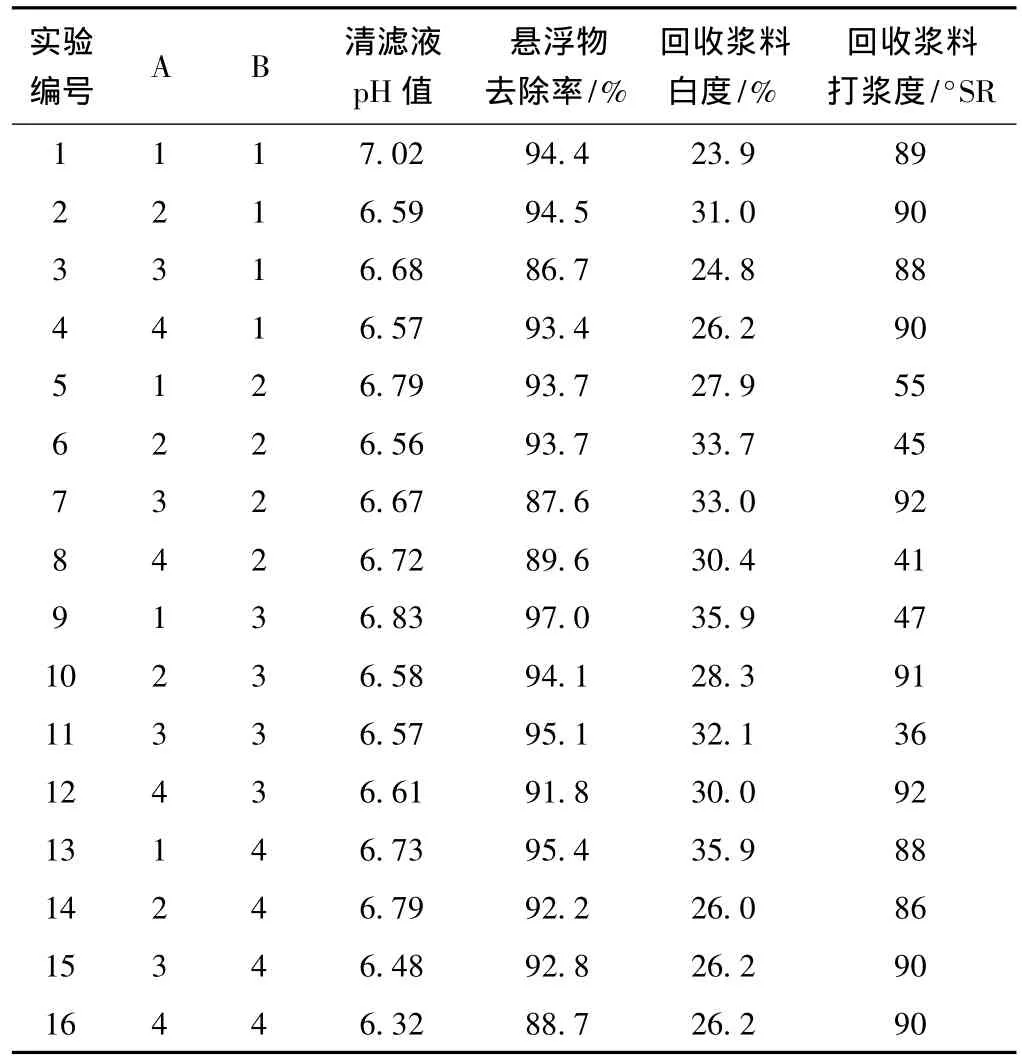
表2 正交實驗設計及實驗結果
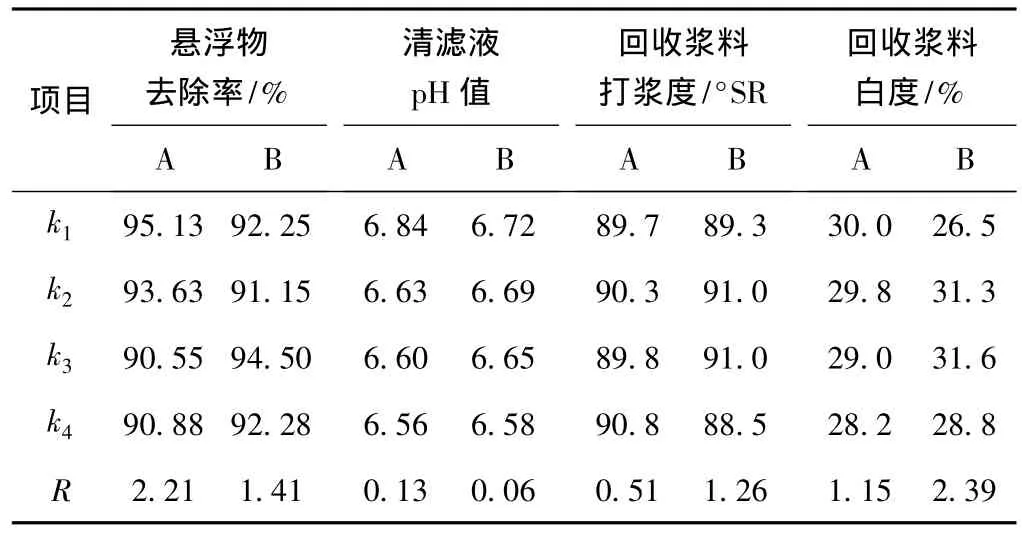
表3 各因素水平與氣浮白水處理效果的極差分析結果
由表2和表3還可知,在PAM用量為2.5 mg/L、PAC用量為12.5 mg/L時,白水氣浮處理的效果較好。
3.4 回流比對氣浮白水回收效果的影響
回流比是指進氣浮裝置白水量與溶氣水進水量的百分比。在氣浮凈水工藝中,回流比的確定直接影響溶氣系統的設計、氣浮效果、設備投資及系統運行能耗。而影響回流比的因素有很多,包括溶氣壓力、溫度、溶氣條件、微氣泡的大小、溶氣水水質等[6]。在使用普通漿料品種的條件下,當PAM用量為2.5 mg/L、PAC用量為12.5 mg/L、氣浮液位為89%、溶氣灌液位為50%、溶氣水壓力為0.55 MPa時,本實驗考察了不同回流比對淺層平流式氣浮裝置白水回收效果的影響[4],結果如圖6所示。
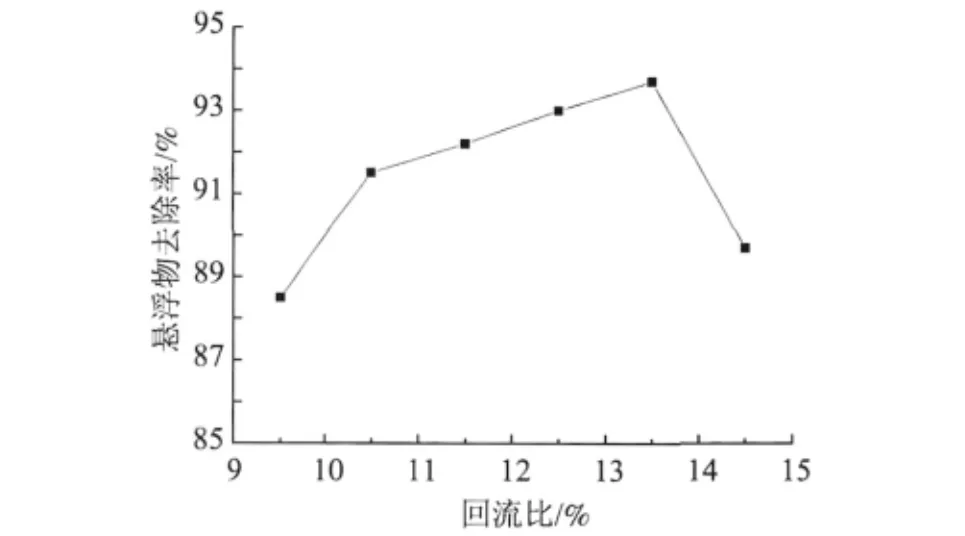
圖6 回流比對白水懸浮物去除率的影響
通過實際生產經驗分析,結合圖6可以看出,在淺層平流式氣浮裝置實驗中,白水的懸浮物去除率隨著回流比的逐漸增大呈現先迅速增加,而后緩慢增加,最后迅速下降的趨勢;在回流比為13.5%時,白水的懸浮物去除率達到最大值93.7%。當回流比為10.5%~13.5%時,白水的懸浮物去除率可穩定地保持在91.5%~93.7%。考慮到實際生產中回流比的波動及其對生產穩定性的影響,建議采用回流比為10.5% ~13.5%。
3.5 漿料化學成分對白水回收效果的影響
通過大量的生產實踐表明,在保證紙機正常運行的前提下,闊葉木漂白硫酸鹽漿LBKP(2)的使用量超過一定比例時,網下白水坑、白水盤以及淺層平流式氣浮裝置會產生大量泡沫。而這些泡沫的產生,有時會導致紙機生產和氣浮裝置運行不穩定,甚至影響整個造紙機的正常生產,白水氣浮回收效果變差。因此,對兩種闊葉木漂白硫酸鹽漿LBKP(1)和LBKP(2)的化學組分進行了詳盡的分析,發現兩種漿的二氯甲烷抽提物含量有明顯差異,結果如圖7所示。
眾所周知,闊葉木中的有機溶劑抽提物含量相對較少 (<1%),主要存在于薄壁細胞中[7],它對制漿造紙會產生一定的影響。從圖7可以看出,兩種闊葉木漂白硫酸鹽漿LBKP(1)和LBKP(2)的二氯甲烷抽提物含量均保持在1%以下,但LBKP(2)的二氯甲烷抽提物含量偏高,幾乎是LBKP(1)的2.3倍。
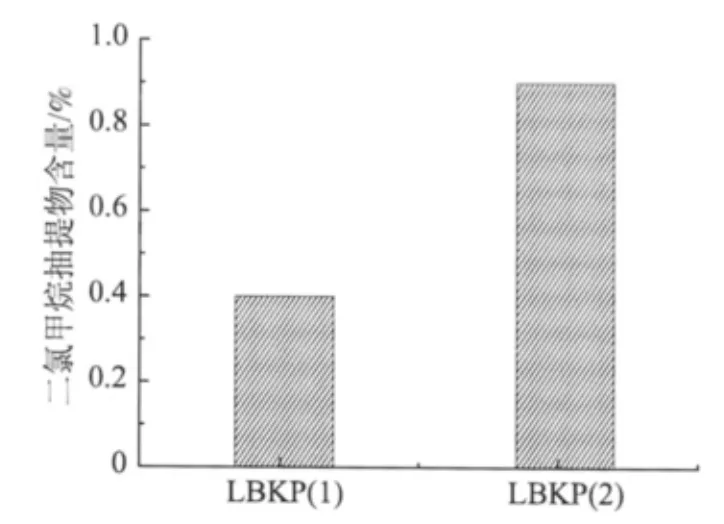
圖7 LBKP(1)和LBKP(2)的二氯甲烷抽提物含量的比較
一般來說,形成泡沫必須具備兩大因素:一是白水中混入游離空氣;二是白水中含有一定量的表面活性物質,即有機溶劑抽提物[8]或者吸附在氣-液界面上的微細固體顆粒[9-11],兩者缺一不可。氣浮裝置正常運行時需通入溶氣水,即有大量微空氣泡存在,且大都以游離狀態存在,這樣為泡沫的形成提供了有利條件;而白水中的表面活性物質或微細固體顆粒存在于氣-液界面,且表面層分子定向排列,其余的在液體內形成層狀或棒狀的膠團,這層薄膜和液體內部的膠團與白水中的微空氣泡混合[12],形成泡沫。隨著表面活性物質或微細固體顆粒的增多,液體表面積增大,白水的表面張力降低,從而促進泡沫的形成,并且延長泡沫持續的時間[8]。因此推斷,LBKP(2)的二氯甲烷抽提物含量偏高可能是造成氣浮裝置產生大量泡沫的原因之一。
4 結論
4.1 在單因素實驗的基礎上,通過正交實驗確定了PAM和PAC的最佳用量,即在普通漿料品種使用條件下,PAM用量為2.5 mg/L、PAC用量為12.5 mg/L時,白水氣浮處理效果較好。
4.2 回流比對淺層平流式氣浮裝置白水處理效果影響較大,當回流比為10.5% ~13.5%時,白水氣浮處理效果較好。
4.3 闊葉木漂白硫酸鹽漿的二氯甲烷抽提物含量偏高,可能是造成氣浮裝置產生大量泡沫的原因之一。
[1] Shuyu Xie,Hongqin Hong,Guangyou Lei.The Application of Dissolved Air Flotation System in Treating the White Water of Tissue Papermaking Process[J].Paper Science & Technology,2009,28(2):69.謝舒煜,洪紅琴,雷光友.高效淺層氣浮系統在處理生活用紙白水中的應用[J].造紙科學與技術,2009,28(2):69.
[2] Dong Ji-xian,Gao Xin-qin.Ultra High Efficiency Flotation Technology:Principle and Application in Wastewater Treatment of Recycled Fibers[J].China Pulp & Paper,2003,22(10):34.董繼先,高新勤.超效氣浮技術及其在廢紙造紙廢水處理中的應用[J].中國造紙,2003,22(10):34.
[3] PAN Zhong-xian.The Treatment of Dissolved Air Flotation System in the White Water of Tissue Papermaking Process[J].China Pulp &Paper,2007,26(2):65.潘忠賢.高效淺層氣浮系統處理衛生紙抄造白水[J].中國造紙,2007,26(2):65.
[4] Jiajing Wang,Qi Gong,Yanfang Li.Experimental Study on High Concentration Ammonia Nitrogen Wastewater Treatment with DAF[J].Heilongjiang Environmental Journal,2011,35(3):53.王加晶,龔 起,李艷芳.加壓溶氣氣浮法處理高濃度氨氮廢水的實驗研究[J].黑龍江環境通報,2011,35(3):53.
[5] BAI Wen-rui,FAN Hui-ming.Preparation of Starch-stearic Complex Modified PCC Filler and Its Application as Paper Filler[J].China Pulp & Paper,2011,30(1):5.白雯瑞,樊慧明.淀粉-硬脂酸復合物改性PCC的制備及其應用[J].中國造紙,2011,30(1):5.
[6] Xin Li,Guangfeng Wang.Air Flotation Process and the Main Effect Factors of Water Purifying[J].Guangzhou Chemical Industry,2010,38(3):175.李 新,王廣豐.氣浮工藝及影響凈水效果的主要因素探討[J].廣州化工,2010,38(3):175.
[7] Shulan Shi,Fuwang He.Analysis and Detection of Pulp and Paper[M].Beijing:China Light Industry Press,2003.石淑蘭,何福望.制漿造紙分析與檢測[M].北京:中國輕工業出版社,2003.
[8] Si Rui,Jing Yuan-xian.Machine room foaming Problems and preventive measures[J].World Pulp and Paper,1996,15(2):25.司 瑞,井元憲.造紙白水泡沫產生的原因及預防措施[J].國際造紙,1996,15(2):25.
[9] ZHU Dong-hua,LI Wang-fang.Foam Control in the Approach Flow System of Paper Machine[J].China Pulp & Paper,2001,20(1):44.朱冬華,李王芳.紙機上漿系統中氣泡的控制[J].中國造紙,2001,20(1):44.
[10] Guomin Tang,Jinzhong Yu.Control Measurement of Scum and Foaming for Sewage Treatment Plant in Papermaking Mill[J].Pulp and Paper Making,2010,29(2):47.唐國民,喻金鐘.造紙廢水處理中泡沫的控制措施[J].紙和造紙,2010,29(2):47.
[11] Yichao Lei,Jianan Liu.The Formation of Foam in the Pulp and Physical Degassing Method[J].Pulp and Paper Making,2000,19(2):21.雷以超,劉建安.紙料中泡沫的形成及物理除氣法[J].紙和造紙,2000,19(2):21.
[12] Shusheng Li.The Formation and Treatment of Foam in the Pulp and Paper Making Process[J].Pulp and Paper Making,1989,8(2):3.李樹圣.制漿造紙過程中泡沫的形成與處理[J].紙和造紙,1989,8(2):3.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中老年保健(2021年12期)2021-11-30 02:58:01
當代陜西(2021年2期)2021-03-29 07:41:24
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
媽媽寶寶(2017年3期)2017-02-21 01:22:28
Coco薇(2016年8期)2016-10-09 02:11:50
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
中國醫藥科學(2015年19期)2015-02-27 12:33:11
