純堿包裝機稱重系統(tǒng)改造
2012-12-23 01:37:54劉順田
純堿工業(yè) 2012年3期
關鍵詞:合格率
劉順田
(大化集團大連化工股份有限公司,遼寧大連 116308)
純堿包裝機稱重系統(tǒng)改造
劉順田
(大化集團大連化工股份有限公司,遼寧大連 116308)
介紹了我公司純堿包裝機的結構和工作原理。因原包裝機的包裝速度慢、重量合格率低等原因,需要更換重量控制系統(tǒng)。我們采用性價比高的F701稱重控制器,改造中對主要參數(shù)反復設置、調試,最終達到改造目的。
純堿包裝機;稱重控制系統(tǒng);F701;稱重控制器;包裝速度;重量合格率
我公司有4臺93年國產(chǎn)小袋50 kg全不銹鋼純堿包裝機。經(jīng)過長期使用逐步暴露出包裝速度慢、稱量不準等問題,嚴重影響包裝產(chǎn)品重量合格率,并波及到包裝生產(chǎn)正常運行,必須進行改造。
1 包裝機結構及工作原理
1.1 純堿包裝機結構
我公司使用的包裝機為一機雙秤凈重式雙螺旋給料整體封閉結構,主要有給料裝置、稱體、下料槽、夾袋裝置、稱重控制柜及配套的吸塵裝置、傳輸帶和縫包機等構成。
給料裝置包括手輪螺旋插板、雙位進料執(zhí)行機構、預給料倉及弧形門等。采用單弧形閘門結構。一秤各一根粗、細絞龍雙速下料,依靠物料自重下落至稱重斗。秤體由稱重斗及傳感器組成。控制柜內有稱重控制器、PLC及電氣開關。
1.2 工作原理
物料從儲料倉通過可調節(jié)手輪螺旋插板緩沖后流入給料裝置,稱重控制器發(fā)出信號,大小弧形門全部打開,粗、細絞龍同時運轉。稱重傳感器將秤斗內物料重量轉換成電信號,發(fā)送給稱重控制器,當物料達到設定值時,關閉大弧形門,粗絞龍延時數(shù)秒預給料停止。當重量將要達到額定值時,關閉小弧形門,停細絞龍,余下重量靠下落飛料補充上。待秤斗穩(wěn)定后控制器發(fā)出信號,秤斗底門打開物料進入包裝袋。秤斗底門自動關閉并開始下一次稱量。待物料全部落入包裝袋后夾袋器自行松開,包裝袋落入傳輸帶區(qū)進入縫包區(qū)。人工又將包裝袋套入下料口,撥動旁邊觸摸開關氣缸將袋口夾緊,又進入下一個工作循環(huán)。
每次稱量結束后,稱重控制器都要按設定程序自動清零,并判斷是否需要進行對實際重量進行補償,以保證重量在定值范圍內。
2 稱重控制器存在的問題
純堿屬于粉料,粉料包裝機工作原理基本相同,當機械部分確定后一般不再改變,包裝重量合格率和包裝速度依靠稱重控制系統(tǒng)來調節(jié),其中稱重控制器是包裝機的大腦和中樞神經(jīng)。
這臺純堿包裝機是93年開始使用的,隨機控制器是一塊廠家自制的簡易線路板,使用3~4年后,更換為專業(yè)廠家生產(chǎn)的稱重控制器。更換后的控制器已使用10余年,一是電子元件老化,性能不穩(wěn)定,零點隨溫度飄移;二是功能簡單,精密度不夠;三是防電磁干擾能力差;而且廠家早已不生產(chǎn)。
3 選用F701稱重控制器進行改造
結合生產(chǎn)實際狀況,我們最終選定UVIPOLSE F701稱重控制器來替換原有控制器。
3.1 F701稱重控制器介紹
F701是一種具有良好的提升速度、精度、操控性、穩(wěn)定性和可靠性的稱重控制器。它有一個全數(shù)碼前置校準控制板。高速的A/D轉換和高速的數(shù)字處理能力(100次/s),響應時差短,具有自檢和監(jiān)視功能的CPU、ROM和間隔電路以保證自動稱量系統(tǒng)的可靠性。利用數(shù)碼技術,經(jīng)過3次給料控制(我們只選2次),順序稱量和排料控制,不斷變更落差的誤差自動修正,以達到稱量的更高的精度。對去皮和給料設定值的輸入采用專用鍵。通過功能鍵禁止的設定,可以禁止功能鍵的使用。2個零點,增幅調整范圍,根據(jù)傳感器的輸出,選擇2階段增蓋。
幾個主要技術指標:
精度:非直線型,不超滿量程的0.01%;零點飄移,不超過0.2μv/℃;滿度漂移,不超過15 ppm/℃;干擾,不超過0.1μv p-p。
可設置濾波功能。能對電磁和機械振動等產(chǎn)生雜散干擾波起到可調的多級數(shù)字濾波作用。
3.2 F701控制器參數(shù)設置
安裝調試F701控制器過程中,既要發(fā)揮F701控制器的優(yōu)越性能,又不能把一些參數(shù)設置太高和太多。否則響應時間就會加長,導致包裝機包裝速度變慢,達不到設備能力800包/h。所以在滿足重量合格率和包裝速度的前提下,對F701控制器幾個重要定值設定如下:
當定量值為40.+0.200.00kg。包裝機用中、小投料形式。
3.2.1 設定模式0
用于設置定量投料排出設定的模式。
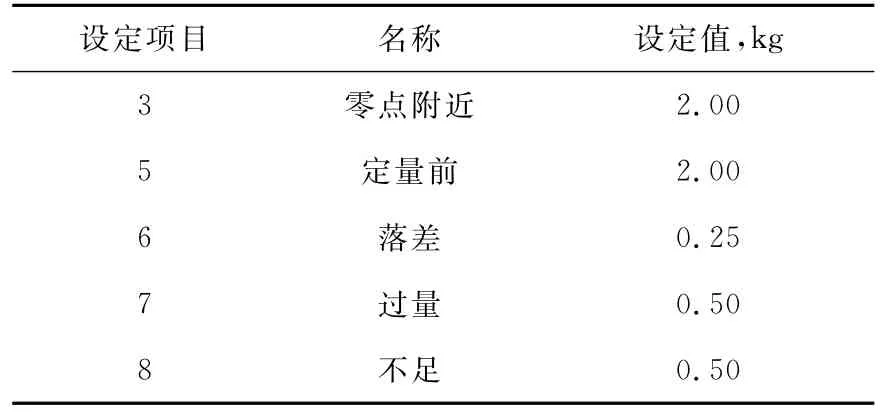
表1 設定模式0
當稱量達到定量前38 kg(40.00-2.00)時,關閉中投料(粗絞龍),余下2 kg量由小投料(細絞龍)填充。當接近重量設定值達到39.75 kg時,關閉小閥門,停止小投料。其空中飛料(落差)定為0.25 kg,最后達到40 kg。過量和不足設定為0.5 kg報警,人工給信號放袋。
3.2.2 設定模式1
是設置定量投料/排出控制的輸出信號和時序模式的參數(shù)。
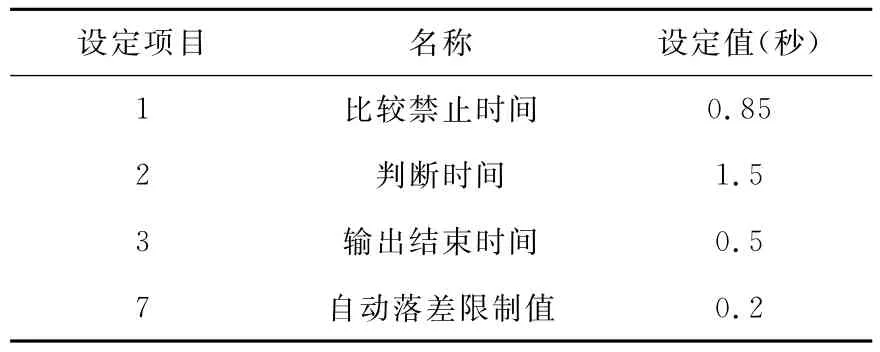
表2 設定模式1
3.2.3 設定模式2
用于調諧F701的顯示和內部功能的設定模式。
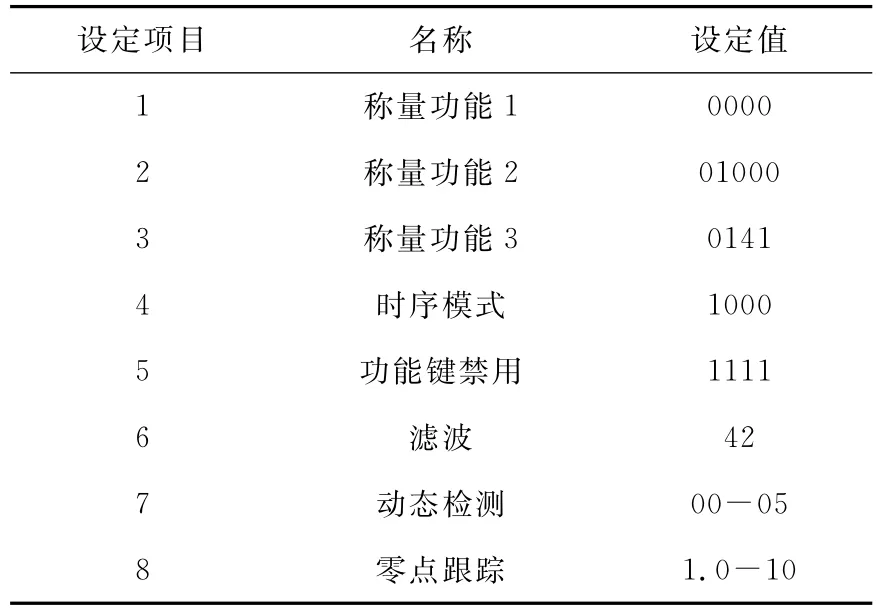
表3 設定模式2
①自動落差限制值是對每包的稱量誤差值進行限制,也就是相當每包產(chǎn)品出廠重量誤差在規(guī)定范圍內。如40.+0.200.00kg,誤差在+0.2 kg以內。根據(jù)實際要求設置。
②對稱量功能3設定自動落差的修正,是有還是無,以及平均修正次數(shù)。設定0141,第1位“0”表示自動落差修正系數(shù)選為1。第2位“1”表示自動落差修正有。第3位“4”表示自動落差平均4包次要修正。第4位“1”表示數(shù)據(jù)去皮重ON。
③濾波有數(shù)字濾波和模擬濾波。數(shù)字濾波是在內部平衡移動經(jīng)過A/D變換后的數(shù)據(jù),要抑上重量數(shù)值的雜亂,我們設定為“4”,表示數(shù)字濾波16次/秒。模擬濾波是對來自稱重傳感器的輸入信號去除干擾成分,同時也對模擬信號進行平均化處理,用于穩(wěn)定重量值的低通過率濾波,從2 Hz、4 Hz、6 Hz及8 Hz的4類截斷頻率中選擇,我們選擇2 Hz 。
④動態(tài)監(jiān)測用于監(jiān)測穩(wěn)定的參數(shù)。設定的前兩位是時間,后兩位是幅度。如果重量值的變化幅度低于設定的幅度,且該狀態(tài)的時間超過設定的時間后,可認為重量值已經(jīng)穩(wěn)定,穩(wěn)定信號為ON。
⑤零點跟蹤是自動修正由緩慢的零漂移或稱量污泥等引起的微小的零點移動。設定的前兩位是時間,后兩位是幅度。零點跟蹤是在零點的移動量小于設定的幅度時,到每一個設定的時間自動變?yōu)?。
還有其它功能參數(shù)設定,這里不再贅述。
3.3 稱重系統(tǒng)其它改造
這些主要參數(shù)設定后,經(jīng)連續(xù)抽檢包裝產(chǎn)品的重量,其合格率完全滿足出廠要求。
在改造調試中,我們發(fā)現(xiàn)稱量斗每次氣缸動作帶動底門關閉時,造成的震動波擊到旁邊工作的稱量斗,而造成稱量波動。此稱量斗是采用一只單臂懸掛式的稱重傳感器固定,很不穩(wěn)定,我們就在每個稱量斗兩個側面加上固定拉筋,大大減小了抖動。
為了使包裝操作人員隨時掌握當前每包產(chǎn)品重量,便于操作。我們又在現(xiàn)場安裝了大屏幕數(shù)字顯示,利用F701的BCD并列數(shù)據(jù)輸出接口把重量數(shù)據(jù)傳給大屏幕。
4 結 語
4臺利舊純堿包裝機稱重系統(tǒng)改造后,運行2年來性能穩(wěn)定。包裝速度可以達到700~800包/h,F(xiàn)701稱重控制器在工廠電磁環(huán)境中運行正常,沒出現(xiàn)數(shù)據(jù)丟失、亂碼及死機現(xiàn)象。8臺F701稱重控制器從無故障出現(xiàn),完全滿足生產(chǎn)需要,此包裝機改造后受到維修工人和操作工人一致好評。
[1] 李紅兵,劉偉俊,黃鋒.定量包裝商品凈含量保證指南[M].北京:中國計量出版社,2005
TB 486.3
B
1005-8370(2012)03-25-03
2012-04-06
猜你喜歡
中國化肥信息(2022年4期)2023-01-02 15:41:59
今日農(nóng)業(yè)(2021年4期)2021-11-27 08:41:35
今日農(nóng)業(yè)(2021年1期)2021-11-26 07:00:56
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
電子制作(2018年12期)2018-08-01 00:47:52
現(xiàn)代工業(yè)經(jīng)濟和信息化(2016年6期)2016-05-17 05:36:13
通信電源技術(2016年3期)2016-03-26 07:13:40
中國衛(wèi)生質量管理(2015年2期)2015-12-01 05:43:57
中國衛(wèi)生質量管理(2015年1期)2015-12-01 05:43:29