鈑金零件折彎工藝簡析
2012-12-21 06:03:28劉麗琴唐娟娟
裝備制造技術 2012年5期
劉麗琴,唐娟娟
(中國電子科技集團公司第二研究所,山西 太原030024)
鈑金是針對金屬薄板(厚度通常在6 mm 以下)一種綜合冷加工工藝,其顯著的特征,就是同一零件厚度一致。本文簡述了鈑金折彎加工方式所要注意的工藝要求。
1 折彎件的最小彎曲半徑
彎曲零件的結構設計,應避免過小的彎曲圓角半徑,以避免材料的拉伸應力造成的材料斷裂。常用材料的最小彎曲半徑參見表1。
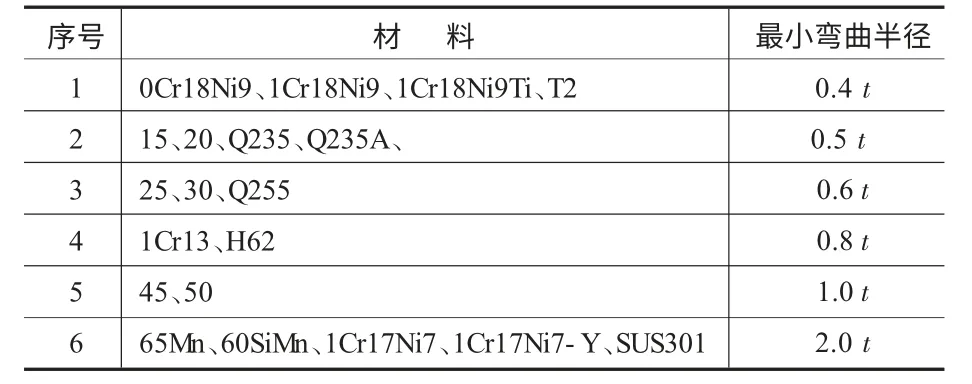
表1 常用材料最小彎曲半徑參考表
彎曲半徑是指彎曲件的內側半徑,t 是材料的壁厚。
2 彎曲件的直邊高度
(1)彎曲件的直邊高度不宜太小,最小高度要求為:h>2 t(見圖1)。
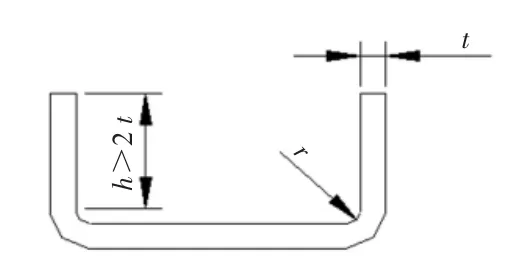
圖1 彎曲件的直邊高度最小值
(2)過小的直邊高度。如果設計需要彎曲件的直邊高度h ≤2 t,則首先要加大彎邊高度,彎好后再加工到需要尺寸;或者在彎曲變形區內加工淺槽后,再折彎(如圖2所示),后者處理方法比較適用于較厚板材。
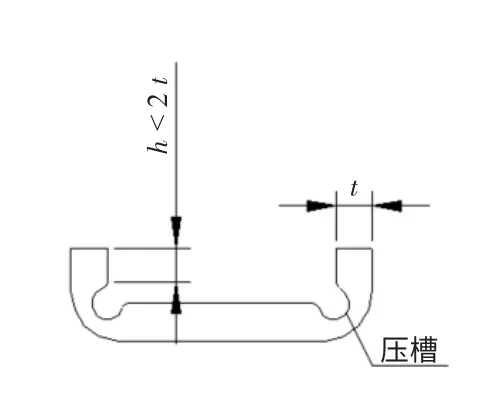
圖2 特殊情況下的直邊高度要求
3 折彎件上的孔邊距
孔邊距是指先沖孔后折彎,孔的位置應處于彎曲變形區外,避免彎曲時孔會產生變形。
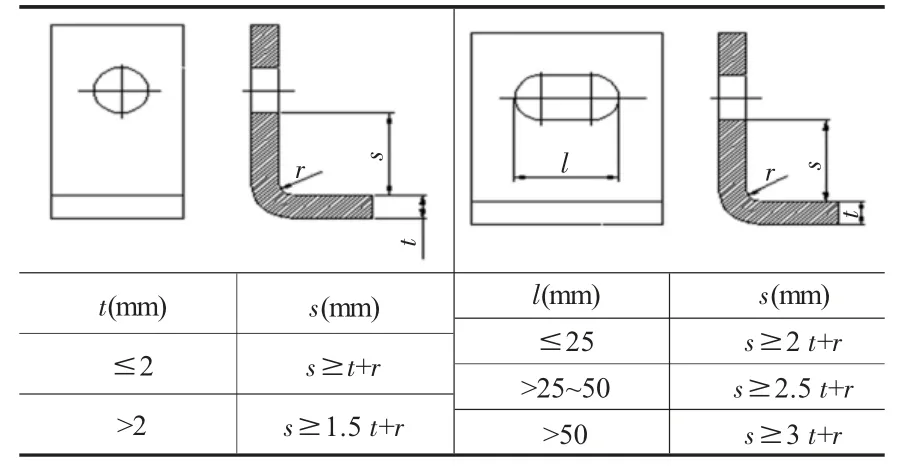
表2 折彎件上的孔邊距
4 局部彎曲的工藝切口
(1)當孔位于折彎變形區內,所采取的切口形式。當孔在折彎變形區內時,采用的切口形式示例如圖3。
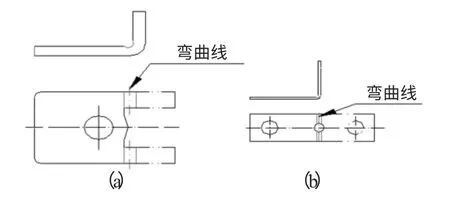
圖3 切口形式示例
(2)帶斜邊的折彎邊,應避開變形區。如圖4所示。
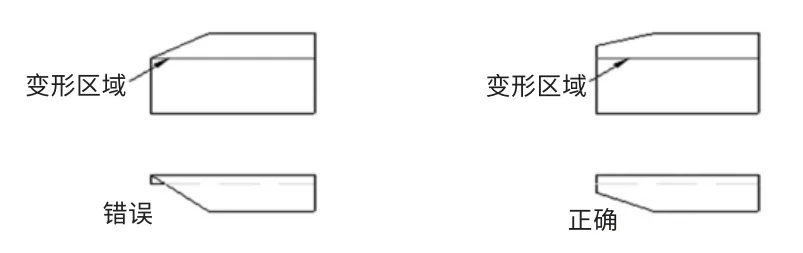
圖4 帶斜邊的折彎邊應避開變形區
5 折床的加工工藝參數
折彎展開計算時,會根據需要對展開尺寸進行數值補償,也就是通常所說的折彎系數。但針對不同的折彎下模,折彎系數也會有相應的改變,這樣計算出來的展開尺寸才能更精準。
折床使用的下模V 形槽通常為5 TV(T表示料厚),如果使用5T-1V,則折彎系數也要相應加大,如果使用5T+1V,則折彎系數也要相應減小。
6 標注彎曲件相關尺寸時,要考慮工藝性
如圖5所示,(a)先沖孔后折彎,L 尺寸精度容易保證,加工方便;
(b)和(c),如果尺寸L 精度要求高,則需要先折彎后加工孔,加工麻煩。
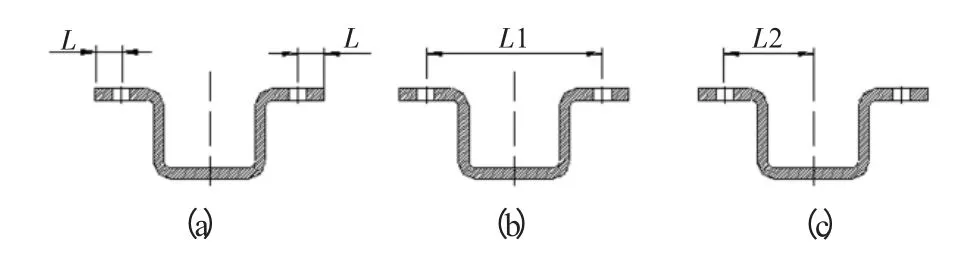
圖5 彎曲件標注示例
7 結束語
總而言之,鈑金折彎技術是一門綜合技術,作為鈑金件的設計者,僅停留在簡單的需求設計上是遠遠不夠的,只有充分了解并掌握鈑金零件在加工過程中所要考慮的工藝問題,才能設計出結構合理、加工簡單、易行的高品質鈑金零件。
[1]王愛珍.鈑金加工技術[M].北京:機械工業出版社,2008.
[2]肖黎明.鈑金結構設計與加工工藝分析[M].北京:機械工業出版社,2012.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
