汽提法處理稀土行業高濃度氨氮廢水模擬計算
2012-12-18 06:12:10李武東朱志亮
化工裝備技術 2012年1期
李武東 朱志亮
(上海化工研究院國家高效分離塔填料及裝置技術研究推廣中心)
汽提法處理稀土行業高濃度氨氮廢水模擬計算
李武東*朱志亮
(上海化工研究院國家高效分離塔填料及裝置技術研究推廣中心)
針對汽提法處理稀土行業高濃度氨氮廢水,選用電解質NRTL熱力學方法進行模擬計算,分析并討論了pH值對氨氮去除率的影響,以及進料溫度和理論板數對汽提能耗和氨水產品濃度的影響。確定了較好的模擬計算條件:原水預熱溫度為70℃,理論板數為8塊。模擬計算結果與開車數據吻合良好。
汽提 氨氮廢水 模擬計算 分離
0 前言
2011年3月1日,環保部發布針對稀土工業的環保標準——《稀土工業污染物排放標準》 (GB 26451—2011),將于2011年10月1日起實施,其中規定現有企業氨氮排放限值25 mg/L,新建企業氨氮排放限值15 mg/L。
稀土冶煉分離過程中投入大量氨水進行皂化,排放不同濃度的氨氮廢水[1]。目前除少量質量濃度大于10%的氨氮廢水通過直接蒸發結晶回收銨鹽外,其它都直接排放進入水體,造成水體嚴重的富營養化。因此,進行稀土氨氮廢水的研究及治理已成當務之急。
氨水汽提、吹脫在國內外已廣泛應用于中高濃度氨氮廢水預處理[2-4],去除效果較好,處理費用相對較低,相對于其它處理方法更經濟可行。但是一般情況下,通過一級吹脫后,出水中氨氮濃度降為100~336 mg/L[5-7],仍不能達標排放。當然,可以采用二級吹脫加反滲透工藝進一步降低廢水中氨氮、COD、Cl-濃度,使廢水達標排放,但是這就明顯增加了處理成本,并且塔頂仍然會帶來二次污染。本文中應用的汽提工藝,一次排放廢水氨氮含量可降至10 mg/L以下,節能降耗效果顯著,且沒有二次污染,實現無嗅排放。
本文將對汽提工藝處理稀土行業高濃度氨氮廢水進行模擬計算與優化。
1 汽提原理
1.1 原水前處理
稀土廢水氨氮濃度高是由于含氮可生化有機組分的厭氧水解和發酵所致,并以而不是以游離氨的形式存在于廢水中。用汽提法去除4,需首先調節廢水的pH值,破壞其在廢水中的化合或絡合狀態,使之轉化為游離氨,即

1.2 汽提原理
氨汽提主要基于氣液相平衡原理。氨-水體系氣液相平衡組成[8]如表1所示。
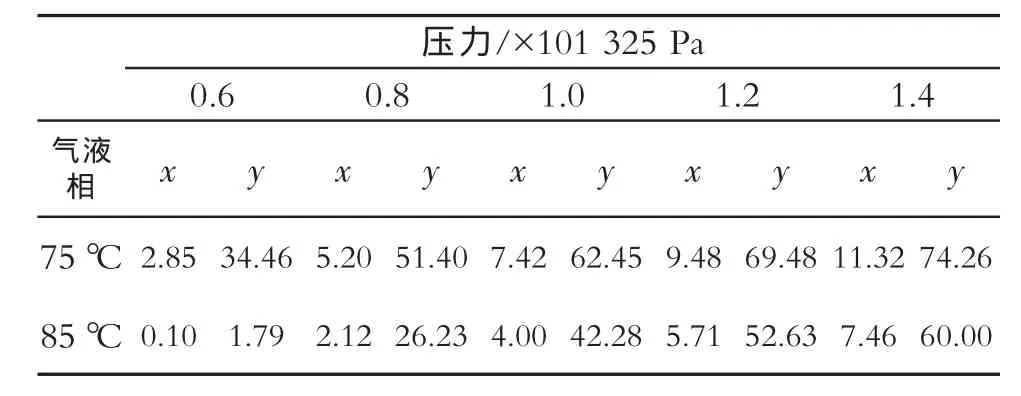
表1 氨-水體系氣液相平衡組成質量百分數 (%)
由表1可以看出,隨著壓力的降低,平衡體系液相中氨的濃度逐漸降低,說明與之平衡的氣相中氨的分壓也隨之減小。氨汽提本質就是利用蒸汽汽提的物理作用,即在高pH值時,使廢水與蒸汽密切接觸從而降低廢水中氨的濃度,過程的推動力是蒸汽中氨的分壓、與廢水中氨濃度相當的平衡分壓兩者的壓差。蒸汽與廢水充分接觸,兩分壓之差使廢水中溶解氣體NH3穿過氣液界面,向氣相擴散,從而達到降低廢水中氨氮濃度的目的。
2 模擬計算
選取合適的模型和熱力學方法,模擬計算某稀土公司含氨氮廢水汽提工藝過程。
2.1 氣液相平衡計算
1968年Renon和Prausnitz[9]提出NRTL(Non-Random-Two-Liquid)有序雙液方程,該方程從局部濃度概念出發獲得一個半經驗方程。它的優點是不但在關聯強極性物系時效果較好,更主要的是可以從二元體系的關聯參數直接計算多元體系,而不必引入多元體系特有的參數。NRTL方程不僅適用于氣液相平衡的計算,而且也可用于液液平衡二組分活度系數的計算,所以它適用于部分互溶體系。
NRTL方程對酮、醇、醚體系均有較高的預測精度。對于含水系統,NRTL方程通常比其他方程擬合得更好[10]。
由于氨氮廢水中常含有一定的鹽類,因此本文選用電解質NRTL活度系數模型計算氨水汽提過程中的氣液相平衡,其中液相活度系數采用電解質NRTL模型,氣相則采用RK狀態方程描述逸度系數。
我們采用RK狀態方程來計算氣相的相關熱力學特性參數,它一般應用于低壓至中等壓力 (最大壓力為1 013.25 kPa)的場合。
RK模型的方程形式為:
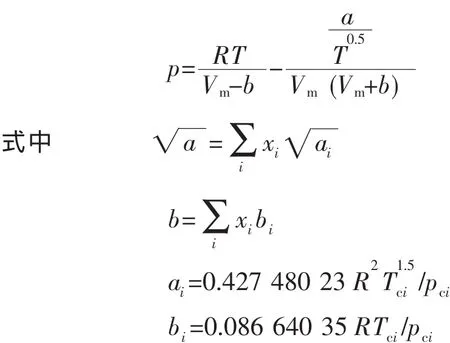
式中R——摩爾氣體常數,其值為8.314 4 J/(mol·K);
p、T、Vm——分別為壓力、絕對溫度、摩爾體積;
a、b——均為物質的特征參數,a是分子間的引力對p的校正項,b則是考慮分子本身體積的校正項;xi——組分的摩爾分率,下標i表示組分;
Tci、pci—— 分別為組分i的臨界溫度、臨界壓力。
2.2 工藝流程
模擬計算的工藝流程簡圖如圖1所示。
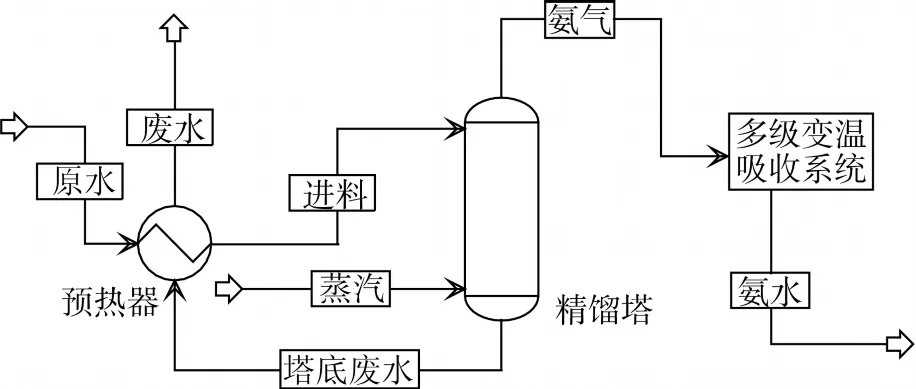
圖1 氨氮廢水汽提工藝流程
流程說明:進料原水先與塔底排放廢水換熱,并被預熱至70℃左右從塔頂部進汽提塔,蒸汽從底部進塔。塔頂氣相經多級變溫吸收系統,最終吸收濃縮制得10%~18% (質量百分數)以上的氨水,塔底排放合格的廢水。
2.3 原水組成
表2所示為某稀土企業的氨氮廢水組成,本文以此為進料,進行模擬計算。
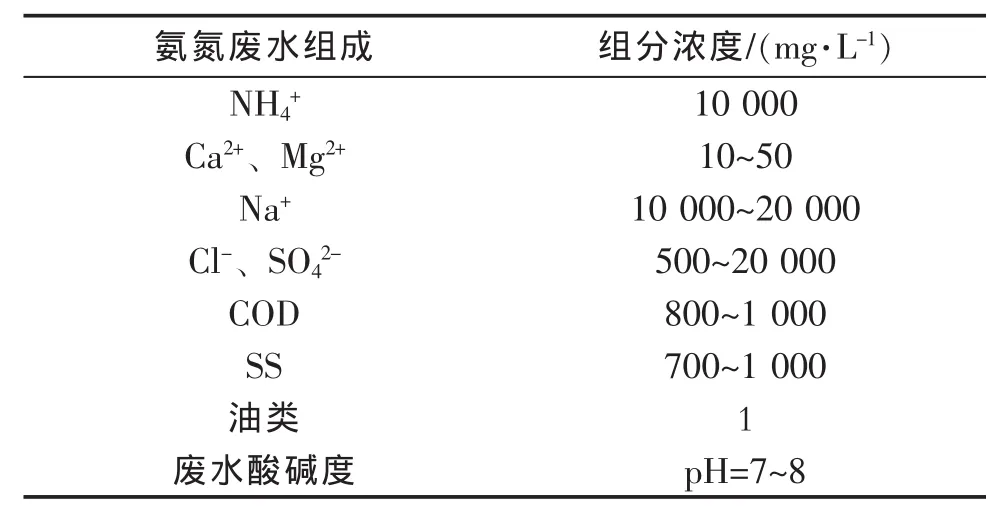
表2 某稀土氨氮廢水組成
3 優化分析
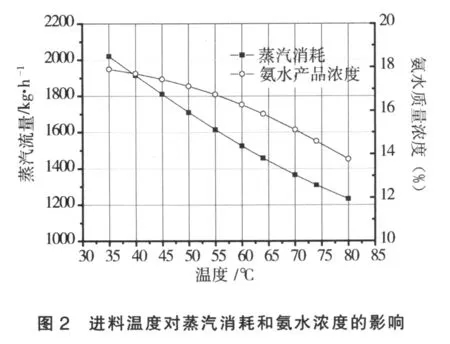
3.1 進料溫度對氨水產品濃度和過程能耗的影響其它條件不變,僅改變原水進塔溫度,計算其對蒸汽消耗和氨水濃度的影響,結果如圖2所示。由圖2可見,原水預熱溫度越高,蒸汽消耗和氨水產品濃度越小。考慮到塔底排放廢水溫度約為
105℃,且氨水產品質量濃度不低于15%,因此一般選擇原水進料溫度在70~80℃左右,此時氨水產品質量濃度一般為15%~16%。
3.2 理論板數對氨水產品濃度和過程能耗的影響在工藝要求不變,即塔底排放廢水達標 (氨氮含量為10 mg/L)的情況下,改變模擬計算中理論板數,考察理論板數的變化對蒸汽消耗和氨水產品濃度的影響。結果如圖3所示。
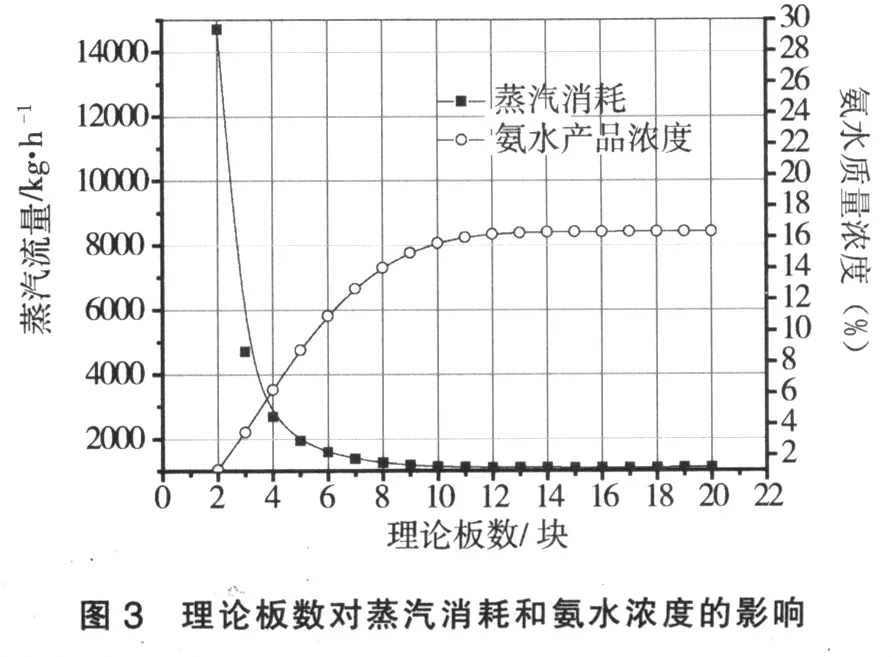
由圖3可看出:隨著理論板數從2塊增加到10塊,蒸汽消耗不斷減小;當理論板數從10塊增加到20塊時,蒸汽消耗僅下降了42.5 kg/h,說明再增加理論板數的節能效果已不明顯;此時氨水產品質量濃度僅僅由15.64%增加到16.36%。因此,一般考慮選擇8塊理論板進行模擬計算。
3.3 模擬計算結果
前述模擬優化分析確定的條件是原水預熱溫度70℃、理論板數8塊,以此條件進行模擬計算的結果如表3所示。
3.4 模擬計算結果與開車結果對照
模擬計算結果與開車結果對照如表4所示。
由表4可看出:模擬計算結果其主要工藝指標如塔頂溫度、進料中氨含量和排放水中氨氮含量等都與開車數據比較接近,并且開車過程蒸汽單耗較模擬計算值低。因此總體來說,模擬計算值與開車實際數據吻合良好,可以為工廠實際開車或生產提供技術指導。
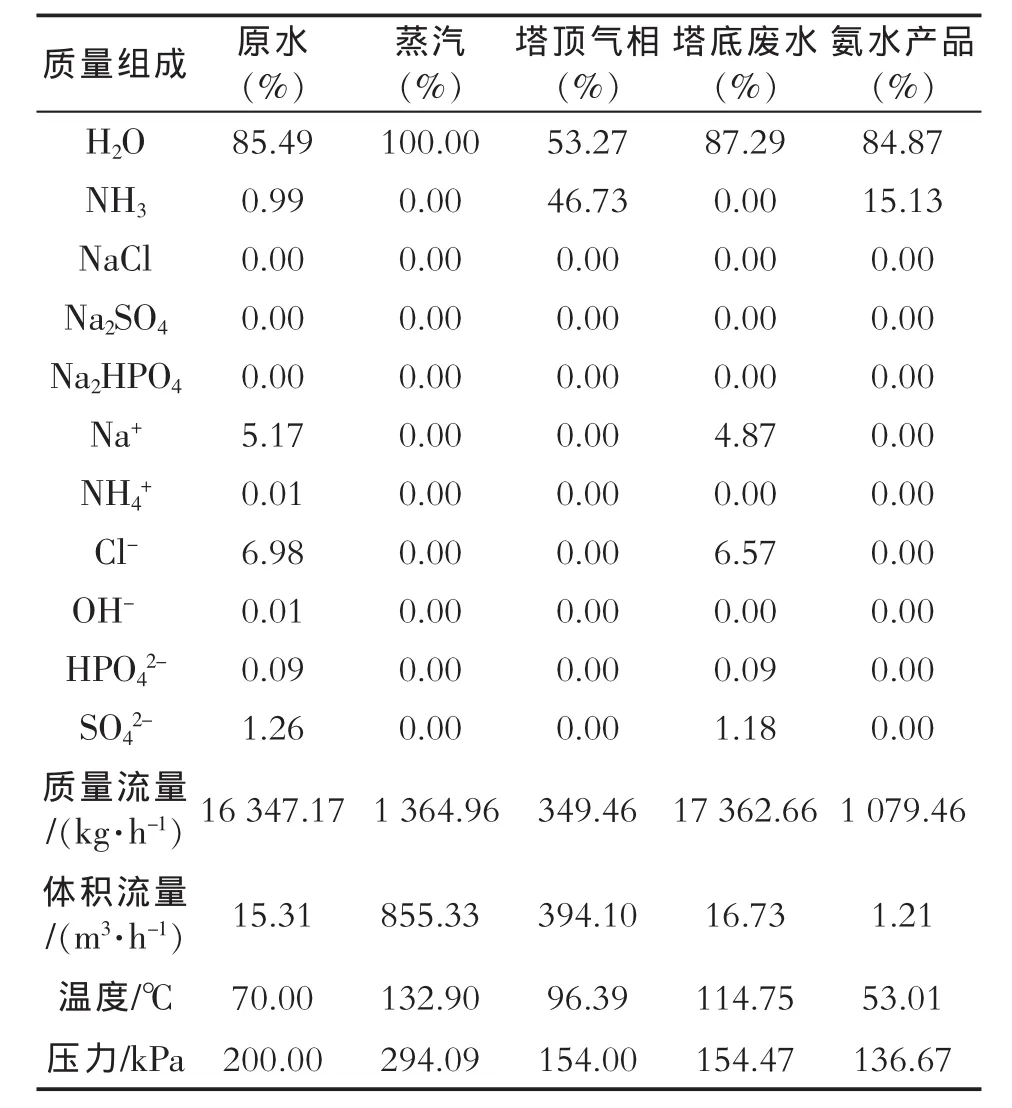
表3 模擬計算結果
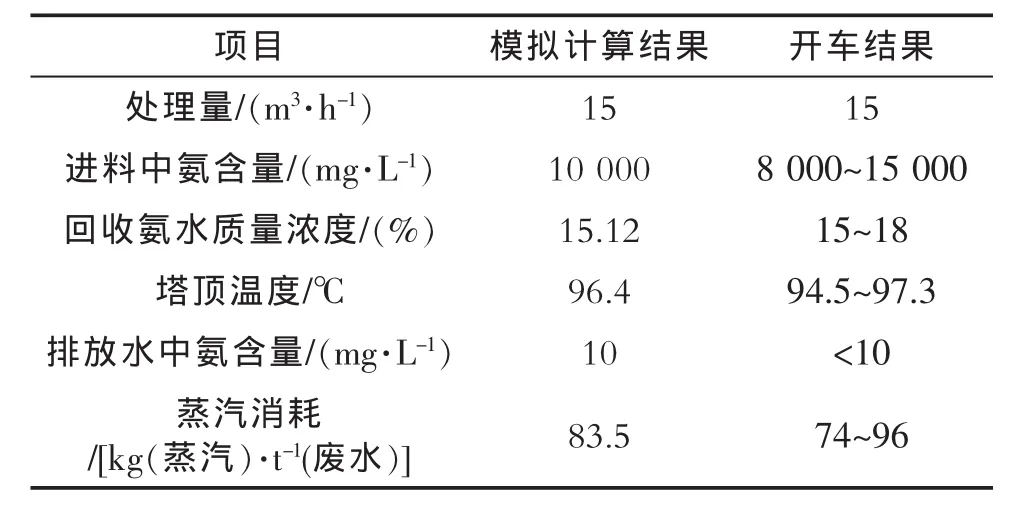
表4 模擬計算結果與開車結果 [11]對照
4 結論
本文使用Aspen Plus流程模擬軟件,選擇電解質NRTL熱力學方法,對汽提法處理稀土行業高濃度氨氮廢水工藝進行了模擬計算,分析并討論了pH值對氨氮去除率的影響,以及進料原水預熱溫度和理論板數對汽提蒸汽消耗和氨水產品濃度的影響。確定了合適的模擬計算條件:原水預熱溫度為70℃,理論板數為8塊。模擬計算值與開車實際數據吻合良好。
[1]王金鏞,林天奇.從氯化稀土萃取分離廢水中回收氯化銨的研究 [J].四川稀土,2002(1):9-11.
[2]胡繼峰,劉懷.含氨廢水處理技術及工藝設計方案 [J].水處理技術,2003,29(4): 244-246.
[3]Lei X, Sugiura N, Feng C,et al.Pretreatment of anaerobic digestion effluent with ammonia stripping and biogas purification[J].Journal of Hazardous Materials,2007,145(3):391-397.
[4]Cheung K C,Chu L M,Wong M H.Ammonia stripping as a pretreatment for landfill leachate[J].Water,Air,&Soil Pollution, 1997,94(1): 209-221.
[5]陳莉榮,戴寶成,武文斐,等.吹脫法處理稀土氯銨廢水試驗研究 [J].金屬礦山,2007(9): 101-102.
[6]周友新,祁建祥.吹脫法處理稀土冶煉高氨氮廢水試驗[J].煤炭技術,2010,29(12): 207-209.
[7]黃海明,肖賢明,晏波.氨吹脫處理稀土分離廠中氨氮廢水試驗研究[J].環境工程學報,2008,2(8):1 062-1 065.
[8]石油化學工業部化工設計院.氮肥工藝設計手冊:理化數據分冊 [M].北京: 石油化學工業出版社,1977.
[9]Renon H,Prausnitz J M.Estimation of parameters for the NRTL equation for excess Gibbs energies of strongly nonideal liquid mixtures[J].Industrial&Engineering Chemistry Process Design and Development, 1969,8(3): 413-419.
[10]蔣曉偉,汪洋,關春欣.NRTL方程與 SRK方程在非理想體系的氣液平衡計算[J].化工設計,2007,17(15):11-15.[11]朱志亮,周建躍,殷紅燕,等.氨-水精餾技術在工業廢水脫氨中的應用 [J].現代化工,2008,28(增刊1):111-115.
Simulation on Treatment of High Concentration Ammonia Nitrogen Wastewater by Stripping in Rare Earth Industry
Li Wudong Zhu Zhiliang
In simulation of the stripping treatment of high concentration ammonia nitrogen wastewater in rare earth industry,the electrolyte NRTL thermodynamic methods was chosen,the influence of the change of pH value to the removal rate of ammonia nitrogen,and the influence of the feed temperature and the number of theoretical plates to the gas consumption and the ammonia product concentration were analyzed and discussed.A good simulation condition was determined:water preheating temperature was 70℃,8 theoretical stages.The calculating result showed a good agreement with the operating data.
Stripping;Ammonia nitrogen wastewater;Simulation;Separation
TQ 028?
*李武東,男,1983年生,碩士,助理工程師。上海市,200062。
2011-08-04)
