熔鹽夾套管伴熱的半管設計
2012-12-08 05:50:50陸洋丁旭李曉亮中石油東北煉化工程有限公司吉林設計院吉林132002
化工設計 2012年1期
關鍵詞:設計
陸洋丁旭 李曉亮 中石油東北煉化工程有限公司吉林設計院 吉林 132002
熔鹽夾套管伴熱的半管設計
陸洋*丁旭 李曉亮 中石油東北煉化工程有限公司吉林設計院 吉林 132002
熔鹽管線伴熱的夾套管設計中,采用半管伴熱替代通常用的全夾套管伴熱。
熔鹽伴熱半管夾套
在某丙烯酸及酯項目的設計中,熔鹽固體在熔鹽罐內由溫度為260℃、壓力為3.5MPa的蒸汽加熱至200℃后送反應器殼層,吸收丙烯與氧反應產生的熱量。停車檢修時,熱熔鹽則返回熔鹽罐,熔鹽管線用溫度為230℃、壓力為1.7MPa的中壓蒸汽伴熱,保證熔鹽不低于200℃,以免凝固。為節省材料,及時檢修熱熔鹽管線,決定采用半管伴熱。
1 半管伴熱設計的一般要求
(1)根據GB/T 8163—1999,熔鹽管線及夾套半管均選用20#無縫鋼管,夾套半管供貨時由兩瓣組成。
(2)水平敷設的熔鹽管線要求有15/1000的坡度,夾套半管內蒸汽流向應與坡度一致。
(3)蒸汽供汽管,凝結水管應分別設切斷閥。
(4)每節夾套半管的長度取決于管道布置,每節夾套管的長度不宜超過6m。
(5)熔鹽管線及夾套半管的布置不應有死角或U形彎。
(6)跨接管連接應防止積液和堵塞,并考慮跨接管的安轉空間。跨接管拐彎處宜采用煨彎彎頭。
(7)熔鹽管線上的閥門采用夾套閥,與閥門配套的法蘭、墊片及緊固件由廠家成套供應。
(8)半管之間用1/2″的伴熱管線連接,見圖1,每一夾套半管伴熱系統應單獨設疏水閥。
2 半管伴熱安裝
半管伴熱安裝見圖1。
2″半管安裝結構見圖2。

圖1 半管伴熱安裝圖

圖2 2″半管安裝結構圖
4″和6″半管安裝結構見圖3。

圖3 4″和6″半管安裝結構圖
12″半管安裝結構見圖4。

圖4 12″半管安裝結構圖
3 半管伴熱安裝尺寸
半管伴熱的安裝尺寸見表1。

表1 半管伴熱的安裝尺寸
4 半管蒸汽夾套管的組合尺寸
蒸汽夾套管的組合尺寸見表2。

表2 蒸汽夾套管的組合尺寸
5 蒸汽分配站和疏水站
由于熔鹽管線比較集中,因此設置蒸汽分配站和疏水站,伴熱總管、連接管和供給管直徑的尺寸見表3。
蒸汽分配盤和收集盤采用碳鋼材質。其系統安裝見圖5。
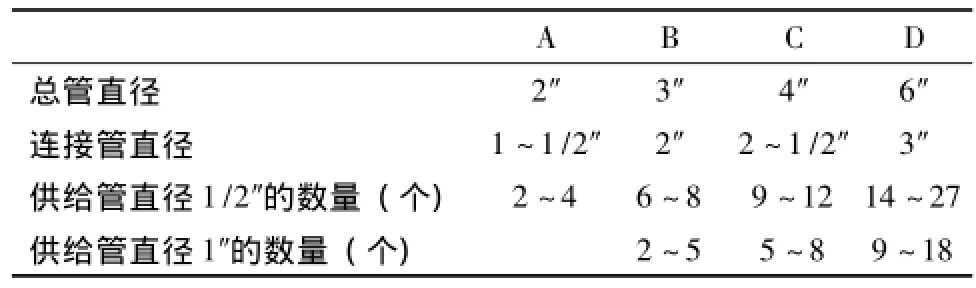
表3 伴熱用伴管總管、連接管和供給管直徑
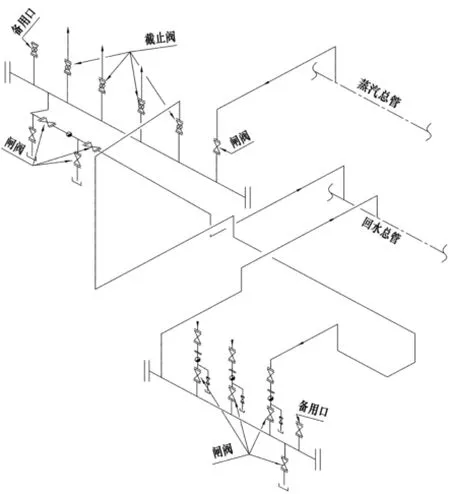
圖5 蒸汽分配盤和回收盤系統安裝圖
6 結語
熔鹽管線和蒸汽管線采用同一種材質,熔鹽和蒸汽的溫度相差不大,因此不會引起局部應力過大的現象。熔鹽管線具有高溫特點,采用半管伴熱,既易安裝又可準確檢測管線泄漏點,以便及時檢修。但半管伴熱不能應用在怕局部過熱的被伴熱介質的工藝管線上。
該裝置已成功運行8個月,至今沒有發生過熔鹽凝固現象。在節省材料的同時,還省去了夾套內管的定位板,其投資僅為全夾套管投資的三分之一。
1 SH/T 3040-2002,石油化工管道伴管和夾套管設計規范[S].
Half pipe design is applied to substitute the conventional full-jacket heat tracing in the molten-salt jacket heat tracing design.
Half Pipe Design for Molten Salt Jacket Heat Tracing
Lu Yang,et al
(PetroChina Northeast Refining&Chemical Engineering Co.Ltd.Jilin Design Institute Jilin 132002)
molten-salt jacket heat tracinghalf pipejacket valve
*陸洋:工程師,副主任。2000年7月畢業于吉林化工學院化學工程專業。現從事管道設計工作。聯系電話:(0432)63958446,E-mail:jly_ly0135@petrochina.com.cn。
(修改回稿2011-08-16)
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04