RTCP算法中無碰刀軸矢量的確定
2012-12-03 14:51:12章永年趙東標陸永華
中國機械工程 2012年9期
章永年 趙東標 陸永華 劉 凱
南京航空航天大學,南京,210016
0 引言
在多坐標加工中,由于受旋轉運動的影響,機床各軸線性插補的合成運動會使實際刀位運動偏離編程直線,該誤差稱為非線性加工誤差[1-2]。非線性誤差控制方法主要有刀觸點偏置法、線性加密法[3]、自 適 應 線 性 化 法[1]和 RTCP(rotation tool center point)算法[4-5]。其中前三種方法都是在后置處理中對刀位數據進行控制,當刀具磨損或刀具長度變化時必須重新通過后置處理生成數控程序,效率低下。而RTCP算法可保證插補點始終位于編程軌跡上,有效減小了非線性誤差。
RTCP算法使得編程坐標直接針對刀具中心而不是坐標的轉動中心(頭中心)。傳統算法要求機床的轉軸中心長度正好等于后置處理所考慮的數值,任何修改都要求重新生成程序。集成RTCP算法的數控系統可以直接編寫刀具中心軌跡程序,而不用考慮轉軸中心長度。國外的一些高檔數控系統如FANUC、SIEMENS、FIDIA和NUM數控系統中已具備了RTCP功能,但是其核心算法是保密的。
目前,國內對RTCP算法的研究還處于起步階 段。 趙 薇 等[5]、Fan 等[6]設 計 了 一 種 集 成RTCP功能的插補算法,減小了非線性誤差,但刀軸矢量采用線性插補法:插補過程中刀軸矢量始終位于首末向量所決定的平面內。由于刀軸矢量與旋轉軸角度成非線性關系,刀軸矢量線性插補法得到的頭中心旋轉軸角速度可能超限。耿聰等[7]提出的大圓弧插補法也有類似的不足。因此本文提出了基于旋轉軸線性插補的RTCP算法,保證了旋轉軸的角速度限制條件,然而在實際加工過程中會出現相鄰刀位點在無碰區域內而插補時刀具發生干涉的現象。國內外學者對多軸數控加工中的干涉檢測算法進行了大量研究[8-11],但多注重于給定刀具姿態下的干涉問題,對刀具運動過程中,尤其是集成RTCP功能的全局干涉問題還尚未涉及。
鑒于此,本文詳細分析了基于旋轉軸線性插補的RTCP算法機理、RTCP算法插補過程中干涉現象產生的原因,最后給出了具體的解決方案。
1 RTCP算法
對于五軸數控加工來說,從輸入加工模型到電機運動,中間一般經過刀觸點計算、刀軸矢量確定、后置處理和數控插補幾個步驟。其中,刀觸點計算模塊將輸入模型按照一定的精度要求離散成一系列的路徑點,刀軸矢量確定模塊獲取各刀觸點的無碰最優刀軸矢量,后置處理模塊根據機床運動關系生成由許多微線段構成的數控程序,數控插補模塊調用線性插補算法輸出脈沖或其他信號控制電機運動。刀觸點計算模塊和刀軸矢量確定模塊統稱為前置處理模塊,該模塊在計算刀位點時假定了相鄰刀位點之間的運動軌跡為直線段這樣一個前提條件。后置處理生成的數控程序針對的是頭中心坐標,圖1中的Ps、Pe為刀位點,Pos、Poe為頭中心。采用線性插補算法插補Pos、Poe時,頭中心的運動軌跡為直線,由于旋轉軸的加入,相鄰刀位點之間的運動軌跡不一定為直線,這樣就產生了非線性誤差,如圖1中的期望插補軌跡與實際插補軌跡不重合。
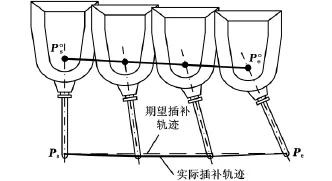
圖1 傳統算法示意圖
(1)后置處理。設前置處理模塊得到的刀位數據為(P,u),以AB雙擺頭機床為例,單位刀軸矢量u可通過工件坐標系上z軸單位矢量k=(0,0,1)T旋轉變換M =rot(Y,φ)·rot(X,θ)得到,即u(θ,φ)=Mk,其中

這樣可以得到刀位點的五軸坐標(P,θ,φ),其中旋轉軸坐標由下式確定:

(2)線性插補。通過后置處理得到刀位點坐標后,需要將其轉換為數控程序送入數控系統中加工。設直線段起點和終點的坐標為(Ps,θs,φs)、(Pe,θe,φe),線性插補方程為

其中,系數t1∈ [0,1]。
筆者基于重力異常反演研究的基礎上,對與概率成像技術進行設置模型,給予MATLAB程序將其實現,該成像算法具有方法簡單,位場分離后異常概率成像分辨率高,抗噪性能強等特點。主要總結一下四個方面。
(3)坐標變換。線性插補得到粗插補刀具中心坐標后,需要計算相應的頭中心坐標(Po,θo,φo):
式中,Lo為刀具中心點到頭中心之間的距離。
(4)速度校核。集成RTCP功能后,刀具中心的進給速率F等于編程速率f,而合成的頭中心進給速率Fo可能會大于F。如果Fo太高,則控制系統需要限制它,使之不超出允許的最大進給速率。
經過以上步驟得到的刀位點運動軌跡與期望運動軌跡重合,非線性誤差減小了,如圖2所示。

圖2 RTCP算法示意圖
2 RTCP插補過程中的干涉現象
RTCP算法為五軸數控系統減小了非線性誤差,然而由于旋轉軸的存在,RTCP算法在插補過程中刀桿末端的運動軌跡偏離了球面大圓,這樣有可能出現干涉現象。


圖3 RTCP線性插補過程中發生干涉
不失一般性,下面以直線段起點和終點坐標分別為(Ps,θs,φs)、(Pe,θe,φe)為例計算 RTCP線性插補過程中的刀桿偏差e。
2.1 刀桿偏差e的確定

其中,θ(t)、φ(t)為t 時刻 的 旋轉 坐 標,由下式確定:


進一步將相應坐標代入式(7),有

插補偏差為曲線PE(t)與PA(v)的最大法向差,對于只有旋轉運動的情況即為圖3中的e,然而e的求取比較困難,可采用連接兩曲線中點的直線段長度來近似表示。即

將式 (1)、式 (5)、式 (6)、式 (8)代 入 式(10)可得

式中,η為刀桿偏差系數。
對于式(11),有
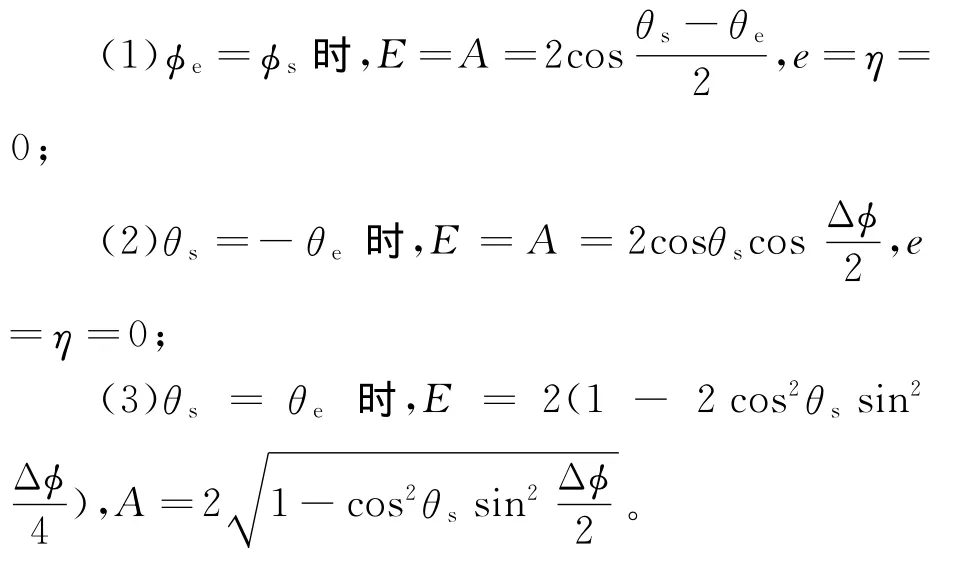
注意到e(θs,θe,Δφ)=e(-θe,-θs,Δφ)=e(θe,θs,Δφ)=e(θs,θe,-Δφ),即函數e(θs,θe,Δφ)關于θs=-θe、θs=θe、Δφ=0對稱。
2.2 RTCP無碰區域的計算
考慮到RTCP插補過程中,實際的插補曲線與刀桿末端最短曲線(測地線)偏移了一定的距離e,為了避免全局干涉,確定無碰區域時,將無碰區域邊界線C收縮ke(k為安全系數,k≥1)得到C′,以C′包圍的區域R′作為新的無干涉區域,并以此確定刀軸矢量,則在插補過程中將不會發生干涉現象,如圖3所示。
綜上所述,要想應用RTCP算法,除了后置處理和數控插補與傳統算法有所不同外,在確定無碰刀軸矢量時也有一定差異。表1給出了RTCP算法與傳統算法的不同點。

表1 算法比較
3 仿真實例
為了驗證算法的有效性,進行了如下的仿真實驗。
(1)RTCP插補實驗。對表2中的相鄰刀位點坐標分別采用傳統算法和RTCP算法進行線性插補,仿真結果如圖4、圖5所示。比較兩圖可以得出結論,RTCP算法保證了相鄰刀位點之間的運動軌跡為直線段,減小了非線性誤差。

表2 刀位點坐標
(2)插補偏差仿真實驗。由式(11)繪制給定Δφ=50°下的η-(θs,θe)函數關系曲線如圖6所示。從圖6可以看出,偏差系數η關于直線θs=-θe和θs=θe對稱,ηmax存在于θs或θe為最大/小值處。不同Δφ下的η-(θs,θe)關系圖與圖6類似,只是幅值有所不同,計算不同Δφ下的ηmax,繪制曲線如圖7所示。從圖7可以看出,ηmax隨著Δφ的增大而增大。

圖4 傳統算法插補圖
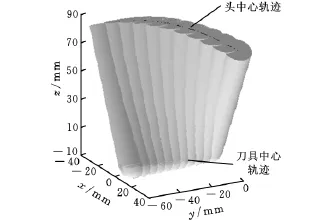
圖5 RTCP算法插補圖
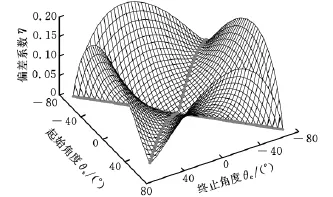
圖6 η-(θs,θe)函數關系圖

圖7 ηmax-Δφ函數關系圖
(3)RTCP插補無碰刀軸矢量實驗。待加工的整體葉輪如圖8所示,其中一刀位點的刀桿末端軌跡如圖9所示,通過計算得到的無碰區域為無碰邊界1包圍的區域,圖中A、B兩點為相鄰刀位點的刀桿末端位置,采用式(1)~ 式(4)進行RTCP插補得到的插補曲線超過了無碰區域,發生了干涉。將無碰邊界1內縮ke后得到RTCP算法的無碰邊界2,將B點移至無碰邊界2包圍的無碰區域內重新插補則不會發生干涉現象。

圖8 整體葉輪
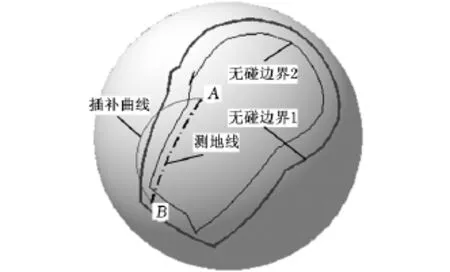
圖9 RTCP插補過程中干涉仿真圖
4 結語
為了減小非線性誤差,本文提出了基于旋轉軸線性插補的RTCP算法,并就該算法在插補過程中出現的干涉現象進行了深入的理論分析,仿真實驗表明Δφ很大時必須考慮插補過程中刀桿末端偏差。仿真結果證實了算法的可行性。
[1]周艷紅,周濟.五坐標數控加工的理論誤差分析與控制[J].機械工程學報,1999,35(5):54-57.
[2]吳大中,王宇晗,馮景春,等.五坐標數控加工的非線性運動誤差分析與控制[J].上海交通大學學報,2007,41(10):1608-1612.
[3]王丹,陳志同,陳五一.五軸加工中非線性誤差的檢測和處理方法[J].北京航空航天大學學報,2008,34(9):1003-1006.
[4]鄭飂默,林滸,張曉輝,等.基于實時插補的五軸加工非線性誤差控制[J].小型微型計算機系統,2010,31(7):1389-1392.
[5]趙薇,高春,馬躍,等.通用RTCP算法的研究與設計[J].小型微型計算機系統,2008,29(5):980-984.
[6]Fan S T,Yang W P,Dong C J.RTCP Function in Five-axis Machining[J].Key Engineering Materials,2011,464:254-259.
[7]耿聰,于東,張曉輝.五軸聯動數控加工中的刀具軌跡控制算法[J].中國機械工程,2010,21(24):2904-2909.
[8]Lee Y S,Chang T C.2-phase Approach to Global Tool Interference Avoidance in 5-axis Machining[J].Computer-Aided Design,1995,27(10):715-729.
[9]Ho S,Sarma S,Adachi Y.Real-time Interference Analysis Between a Tool and an Environment[J].Computer-Aided Design,2001,33(13):935-947.
[10]Oleg I,Gershon E,Dan H,et al.Precise Global Collision Detection in Multi-axis NC-machining[J].Computer-Aided Design,2005,37(9):909-920.
[11]Ron W,Gershon E.Continuous Path Verification in Multi-axis NC-machining[J].International Journal of Computational Geometry and Applications,2005,15(4):351-377.