拼焊板零件變壓邊力魯棒控制策略研究
2012-12-03 14:51:02王春燕趙萬忠孫培坤徐曉宏
中國機械工程 2012年6期
王春燕 趙萬忠 孫培坤 徐曉宏 王 宇
1.南京航空航天大學,南京,210016 2.中國第一汽車集團公司技術中心,長春,130022
0 引言
對于一定幾何形狀、板料和潤滑情況下拼焊板(tailor weld blanks,TWBs)零件的沖壓成形,其沖壓成功與否主要取決于沖壓過程中的材料流動方式[1-2],無論有無拉深筋,壓邊力(blank holder force,BHF)都是控制材料流動的重要參數(shù),因此如何選取合適的壓邊力已經(jīng)成為確定沖壓工藝參數(shù)的技術難點[3]。過小的壓邊力會使材料過度流入模具型腔,引起法蘭或者側(cè)壁起皺;過大的壓邊力會導致材料流動性能變差,引起破裂[4-6]。
近年來,國內(nèi)外有關學者針對拼焊板零件沖壓成形過程中恒壓邊力方法的不足,提出了壓邊力隨時間或行程變化的變壓邊力控制方法。目前,變壓邊力控制方法主要有自動回歸移動平均值法、有限元模擬法和PID方法。上述變壓邊力控制方法在一定程度上解決了拼焊板零件沖壓過程中的成形缺陷問題。
由于拼焊板零件沖壓成形受到零件幾何形狀、材料、潤滑情況等多種不確定性因素的影響[7-9],上述方法很難達到較好的魯棒性。本文在分析壓邊力成形窗口的基礎上,提出一種拼焊板零件沖壓成形變壓邊力混合H2/H∞控制方法,并將其和每步長的有限元計算方法進行整合,針對時間和位置對壓邊力進行優(yōu)化,保證了拼焊板零件沖壓成形具有較好的魯棒性。
1 變壓力混合H2/H∞控制
1.1 混合H2/H∞閉環(huán)控制問題
混合H2/H∞控制器輸出反饋模型如圖1所示,其中P(s)、K(s)分別為線性時不變系統(tǒng)和狀態(tài)反饋控制器;x、u、y、ω分別為狀態(tài)向量、控制信號、被控輸出信號和外部干擾輸入信號;z2和z∞分別為H2和H∞指標評價輸出。
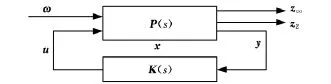
圖1 混合H2/H∞ 控制器
混合H2/H∞控制系統(tǒng)狀態(tài)方程可描述為
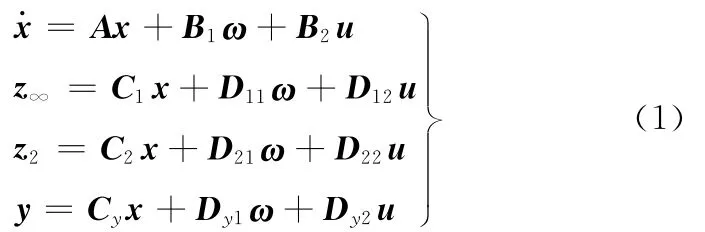
式 中,A、B1、B2、C1、D11、D12、C2、D21、D22、Cy、Dy1、Dy2為狀態(tài)矩陣。
混合H2/H∞控制器設計目標可描述為:通過輸出反饋控制u=K(s)y,使系統(tǒng)的H2和H∞性能指標滿足:

式中,Tz∞w、Tz2w分別為H∞和H2性能評價輸出函數(shù)。
假設(A,B2,Cy)可鎮(zhèn)定,可檢測;Dy2=0。對于式(1)描述的系統(tǒng),設計一個混合H2/H∞輸出反饋控制器u=K(s)y,使得閉環(huán)系統(tǒng)滿足以下性質(zhì):①閉環(huán)系統(tǒng)是內(nèi)部穩(wěn)定的,即閉環(huán)系統(tǒng)狀態(tài)矩陣的所有特征值均在左半開復平面中;②閉環(huán)系統(tǒng)在滿足‖Tz∞w‖∞≤γ的前提下,‖Tz2w‖2取極小值。
設計輸出反饋控制器為

式中,η 為控制器的狀態(tài);AK、BK、CK、DK為待確定的控制器參數(shù)矩陣。
將式(3)代入式(1),得到閉環(huán)系統(tǒng)的矩陣表達式為
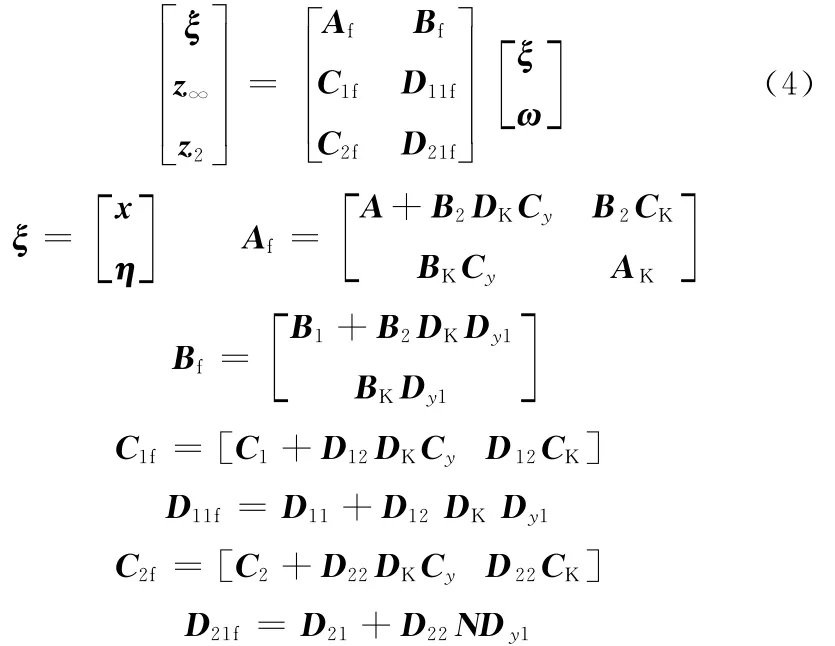
式中,N為控制矩陣。
對于式(1)描述的系統(tǒng),使其相應的閉環(huán)系統(tǒng)漸進穩(wěn)定且滿足‖Tz2w‖2<γ2的充要條件是存在一個正定矩陣X,使得

式中,B為控制矩陣。
控制器(式(3))是系統(tǒng)(式(1))的一個混合H2/H∞控制器,即閉環(huán)系統(tǒng)(式(4))是漸進穩(wěn)定的,且在‖Tz2w‖2取極小值γ2時,‖Tz∞w‖∞≤γ1的充要條件是存在正定矩陣X1和X2,使得
式中,B1f、I、X∞為控制矩陣。
1.2 混合H2/H∞ 閉環(huán)控制邏輯
板料成形過程中的最佳壓邊力為可抑制起皺的最小壓邊力,因此本文采用如下控制邏輯:通過混合H2/H∞控制器調(diào)整每個仿真時間步長的壓邊力大小,使該壓邊力下的板料剛剛達到臨界起皺[10]。
圖2為基于混合H2/H∞閉環(huán)控制的壓邊力優(yōu)化流程框圖。對于框圖中起始壓邊力的選取,需要取一個相對較小且一定會引起起皺的壓邊力,以便混合H2/H∞控制器快速捕獲系統(tǒng)參數(shù)進行變壓邊力控制。
2 仿真分析和試驗驗證
2.1 仿真模型
采用圖3所示的車身前圍上蓋板建立拼焊板零件的有限元模型,并進行仿真分析和試驗驗證。該零件由3塊母材拼焊而成,原始板料尺寸如圖4所示,其中兩側(cè)母材采用高強度鋼板St280,厚度為1.0mm(板料1、板料3),中間母材采用高強度鋼板SAPH440RS,厚度為2.0mm(板料3)。根據(jù)零件的幾何特點,壓邊圈分成了3塊獨立壓邊板。
2.2 仿真參數(shù)

圖2 壓邊力優(yōu)化流程框圖
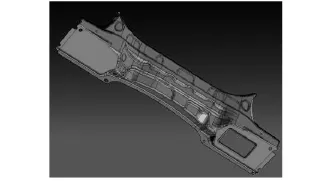
圖3 前圍上蓋板數(shù)學模型
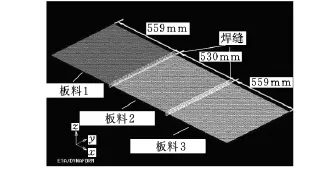
圖4 原始板料尺寸模型
本文在初始仿真中采用恒壓邊力方式,初始壓邊力值取為585kN,凸凹模間隙為2.2mm,毛坯與模具各部件間的靜摩擦因數(shù)為0.110,動摩擦因數(shù)為0.125,成形速度為5000mm/s。
材料性能參數(shù)如表1所示。
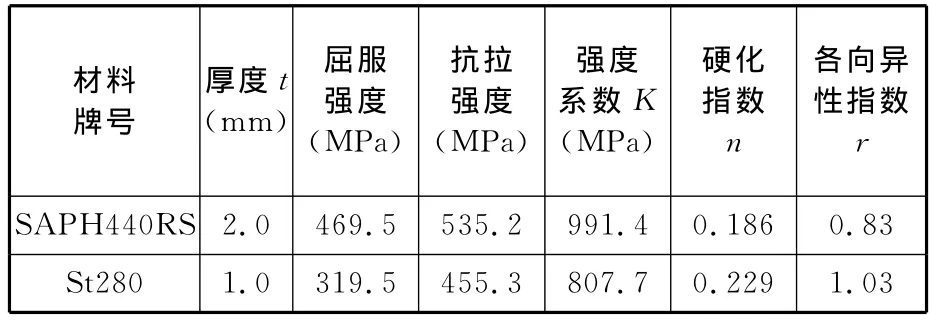
表1 板料的性能參數(shù)
2.3 恒壓邊力仿真結(jié)果
圖5所示為恒壓邊力下的拼焊板零件拉深成形仿真結(jié)果。由圖5可以看出,在右邊焊縫周圍區(qū)域產(chǎn)生了大量褶皺,這是由于焊縫兩邊板料厚度不同,成形性能差距較大,在拉深過程中兩板材流動量不同所致;同時,在中間薄板材處存在拉深不充分區(qū)域,需要采用工藝措施提高此處材料的強度;此外,在零件幾處凸臺圓角部位產(chǎn)生了破裂。

圖5 恒壓邊力下沖壓零件仿真結(jié)果
從初步的仿真結(jié)果可以看出,拼焊板的不同厚度、強度及拼焊板變形不均勻給零件沖壓成形帶來了一定的困難。由于仿真過程中在整個零件上設置了等壓邊力,這樣就會導致3塊母材由于存在較大的厚度差而使壓邊圈與板料不能充分接觸,最后產(chǎn)生了上面仿真結(jié)果中較厚的板料變形不充分而較薄的板料出現(xiàn)起皺的現(xiàn)象。
2.4 混合H2/H∞仿真結(jié)果
對每個沖壓行程步長的每塊分塊壓邊力應用混合H2/H∞控制方法進行仿真,得到每塊分塊壓邊板隨沖壓行程變化的最優(yōu)壓邊力曲線,如圖6所示,圖中,F(xiàn)1、F2、F3分別為板料1、板料2、板料3的壓邊力。
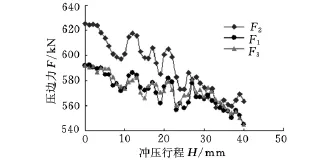
圖6 3塊分塊壓邊板的最優(yōu)壓邊力控制曲線
圖7所示為混合H2/H∞控制下的拼焊板零件拉深成形仿真結(jié)果。從圖7可以看出,板料在產(chǎn)品區(qū)域沒有再出現(xiàn)起皺、破裂的現(xiàn)象,板料均在安全范圍內(nèi),雖然在一些區(qū)域仍然出現(xiàn)少量起皺的現(xiàn)象,但這些區(qū)域?qū)儆诹慵墓に囇a充部分,未出現(xiàn)在零件的本體結(jié)構(gòu)上,在以后的工序中將作為廢料被切除,因此不影響產(chǎn)品質(zhì)量。
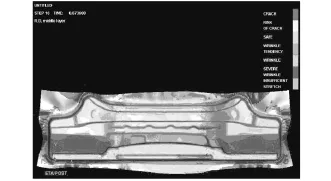
圖7 混合H2/H∞控制下零件仿真結(jié)果
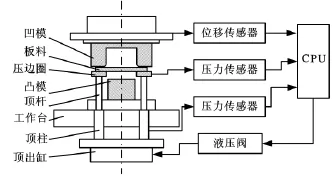
圖8 沖壓機實物示意圖
將仿真后優(yōu)化的結(jié)果在一臺變壓邊力沖壓機上進行試驗驗證,圖8為沖壓機實物示意圖。該壓力機設有多個獨立的壓邊力頂桿,每個頂桿均由與計算機相連的液壓閥控制。將仿真得到的壓邊力輸入到計算機中,在成形的各個沖壓行程,每個壓邊力頂桿就會按照預定曲線的壓邊力值輸出壓邊力施加到對應的壓邊圈上,最終得到的沖壓零件如圖9所示。由圖9可知,基于混合H2/H∞方法沖壓出的拼焊板零件表面光滑,沒有裂紋和起皺的現(xiàn)象。由此可以得出結(jié)論:本文的混合H2/H∞閉環(huán)控制方法可成功獲得沖壓中分塊壓邊板隨行程變化的最優(yōu)壓邊力值,避免出現(xiàn)在恒壓邊力下的起皺和破裂現(xiàn)象。

圖9 混合H2/H∞控制下沖壓零件試驗結(jié)果
3 結(jié)語
針對拼焊板零件沖壓過程中恒壓邊力方法的不足,提出基于混合H2/H∞理論的拼焊板零件變壓邊力控制方法。仿真和試驗結(jié)果表明:基于混合H2/H∞理論的變壓邊力控制方法可成功沖壓出車身前圍上蓋板,避免出現(xiàn)恒壓邊力下的起皺和破裂兩種缺陷,該控制算法和控制邏輯可同時考慮沖壓行程和壓邊板位置進行壓邊力優(yōu)化,具有更好的魯棒性。
[1]Chen W,Lin G S,Hu S J.A Comparison Study on the Effectiveness of Stepped Binder and Weld Line Clamping Pins on Formability Improvement for Tailor-welded Blanks[J].Journal of Materials Processing Technology,2008,207(1/3):204-210.
[2]Heo Y,Choi Y,Kim H Y,et al.Characteristics of Weld Line Movements for the Deep Drawing with Drawbeads of Tailor-welded Blanks[J].Journal of Material Processing Technology,2001,111(1/3):164-169.
[3]孫成智,陳關龍,林忠欽,等.利用變壓邊力控制技術改善盒形件成形性能[J].上海交通大學學報,2003,37(12):1883-1886.
[4]王武榮,陳關龍,林忠欽,等.基于PID閉環(huán)控制的變壓邊力優(yōu)化設計[J].上海交通大學學報,2007,41(4):515-519.
[5]Pallett R J,Lark R J.The Use of Tailored Blanks in the Manufacture of Construction Components[J].Journal of Materials Processing Technology,2001,117(1/2):249-254.
[6]王夢寒,周杰,何春妃,等.差厚拼焊板盒形件成形影響因素及焊縫移動規(guī)律[J].機械工程學報,2009,45(6):234-238.
[7]Kinsey B L,Cao J.An Analytical Model for Tailor Welded Blank Forming[J].Journal of Manufacturing Science and Engineering,2003,125:344-351.
[8]Wang N M,Tang S C.Analysis of Bending Effects in Sheet Forming Operations[J].Methods Eng.,1988,25:253.
[9]Sheung Z Q,Jirathearanat S,Altan T.Adaptive FEM Simulation for Prediction of Variable Blank Holder Force in Conical Cup Drawing[J].International Journal Machine Tools and Manufacture,2004,44(2):487-494.
[10]Krishnan N,Cao J.Estimation of Optimal Blank Holder Force Trajectories in Segmented Binders Using an ARMA Model[J].ASME Journal of Manu Science and Engineering,2003,125(1):763-770.