軸承滾子電化學機械光整加工表面質(zhì)量預測與加工參數(shù)選擇
2012-12-03 09:49:00徐文驥魏澤飛余自遠龐桂兵
中國機械工程 2012年5期
關鍵詞:模型
徐文驥 魏澤飛 孫 晶 李 強 余自遠 龐桂兵
1.大連理工大學,大連,116024 2.大連工業(yè)大學,大連,116034
0 引言
滾動軸承廣泛應用于機床、汽車、電機及其他設備中,其主要失效形式為磨粒磨損與疲勞磨損[1-4]。隨著現(xiàn)代機械在高速、重載、低噪聲及低振動等方面的要求的提高,不但對滾子表面加工質(zhì)量要求越來越高,而且還對滾子表面有凸度要求,以減小應力集中。由于加工中存在熱變形、加工誤差、殘余應力以及機床振動等影響,實際加工出的滾子常與理論設計存在偏差,導致軸承運轉(zhuǎn)提前失效。理論與實踐表明,較低的滾子表面粗糙度值,不但可降低機器的振動與噪聲,還可大幅提高其使用壽命[5-6]。
目前,軸承滾子精加工方法主要是磨削后再超精加工,表面質(zhì)量受磨輪與導輪影響較大,不易控制。電化學機械光整(electrochemical mechanical finishing,ECMF)加工將電化學陽極溶解與機械磨削加工相結合,對金屬零件表面進行光整加工。由于ECMF具有不受材料硬度限制、凡導電材料均可加工,以及無加工熱影響區(qū)等優(yōu)點,在光整加工領域備受關注[7-8]。ECMF加工的“尖端效應”,不但可使零件表面的波峰凸起優(yōu)先溶解去除,而且可修正零件的圓度。但ECMF加工系統(tǒng)是一個復雜的非線性系統(tǒng),加工過程中的參數(shù),包括加工間隙、電流密度、電解液濃度、機械壓力,以及磨粒粒度等都會對工件表面質(zhì)量產(chǎn)生影響,難以建立其精確的ECMF加工表面質(zhì)量預測模型。
近來,支持向量機(support vector machines,SVM)作為一種流行的機器學習算法,由于其顯著的泛化能力,引起了廣泛關注并獲得大量應用。由Suykens等[9]提出的最小二乘支持向量機(least squares support vector machines,LSSVM)作為SVM的一種新擴展,降低了計算復雜性,具有更快的速度以及更好的魯棒性,被成功地應用于汽車、電力電子、計算機,以及生物醫(yī)學等領域的控制預測模型中,并獲得了較好的效果[10-16]。
本文首先建立軸承滾子的ECMF加工裝置,并對軸承滾子進行光整加工。其次,將LSSVM引入軸承滾子的ECMF加工中,建立了基于LS-SVM的軸承滾子ECMF加工質(zhì)量及參數(shù)預測模型,并通過正交試驗確定訓練樣本。最后,為提高預測模型的精度,使用網(wǎng)格搜索法確定LS-SVM的預測參數(shù),對表面質(zhì)量和加工參數(shù)進行預測和選擇,獲得了比較好的效果。
1 LS-SVM 原理
設訓練樣本集D={(|xk|,|yk|)|k=1,2,…,N},其中xk∈RN是N維輸入數(shù)據(jù),yk∈RN是N維輸出數(shù)據(jù)。非線性回歸就是找到一個非線性映射函數(shù)φ(x),能夠逼近輸入和輸出之間的關系:

式中,w為權向量;φ(x)為映射函數(shù);b為偏差量。
將原始輸入數(shù)據(jù)映射到高維空間,在此空間中構建線性回歸方程,將原空間中的非線性不可分問題轉(zhuǎn)化成線性可分問題。優(yōu)化問題的回歸模型為

其約束條件為

式中,γ為可調(diào)常數(shù);ek為誤差變量。
為找到最優(yōu)參數(shù)使得回歸模型式(1)中的預測誤差達到最小,引入Lagrange函數(shù):

式中,α為拉格朗日乘子。
對w、b、e和α求偏微分可得

式(5)消去w和γ可得
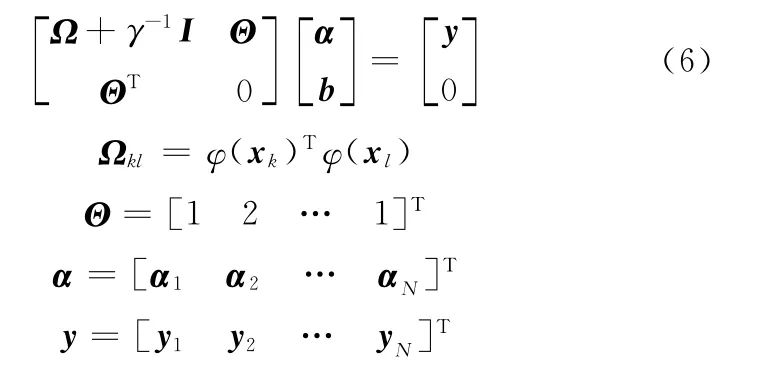
式中,Ω為正方形矩陣;I為單位矩陣。
通過求解式(6),可得參數(shù)α和b的值。
LS-SVM的函數(shù)估計為[15]

式中,κ(x,xk)為核函數(shù)。
LS-SVM常用的核函數(shù)主要有:多項式核函數(shù)(polynomial kernel)、Sigmoid核函數(shù)、線性核函數(shù)(linear kernel)和徑向基函數(shù)(RBF)。相對于其他3種核函數(shù),徑向基函數(shù)可以將訓練樣本映射到更高維的特征空間,有助于解決系統(tǒng)指標參數(shù)與工藝參數(shù)間的高度非線性關系。此外,以徑向基函數(shù)為核函數(shù)的SVM模型更簡單、所需輸入?yún)?shù)少,可減少因選取樣本參數(shù)的不當所造成的預測結果偏差[14]。本文選擇滿足 Mercer條件的對稱函數(shù)κ(x,xk),徑向基核函數(shù)(radial basis function,RBF)可表示為

式中,σ為核寬度。
將式(5)、式(8)代入式(7)中,即可得到采用RBF的LS-SVM模型表達式:

通過調(diào)節(jié)式(9)中的參數(shù)γ和σ,能獲得較高的預測精度。
2 軸承滾子ECMF加工
2.1 ECMF加工裝置
圖1所示為滾子的ECMF加工裝置示意圖。工件陽極3與電源1的正極相連,并在驅(qū)動輪9的帶動下以一定速度旋轉(zhuǎn),工具陰極2與電源負極相連,并與工件保持一定間隙,中間高速流過經(jīng)泵7泵出的電解液,帶走反應產(chǎn)物及熱量。油石4在氣缸5的推力作用下與工件保持一定壓力。
2.2 實驗材料與方法
試件采用NJ212M型軸承滾子,尺寸為φ12mm×12mm圓柱體,材料為GCr15,其化學成分如表1所示。試件經(jīng)丙酮溶液清洗除油,去離子水、無水乙醇溶液清洗后烘干。陰極材料選用紫銅,面積為1.2cm×0.4cm。電解液采用質(zhì)量分數(shù)為18%的中性NaNO3水溶液,流速為25L/min,主要加工參數(shù)如表2所示。工件表面粗糙度及凸度采用Talysurf SLI2000型三維形貌輪廓儀測量,圓度采用Talyrond 365-500型圓柱度測量儀測量。
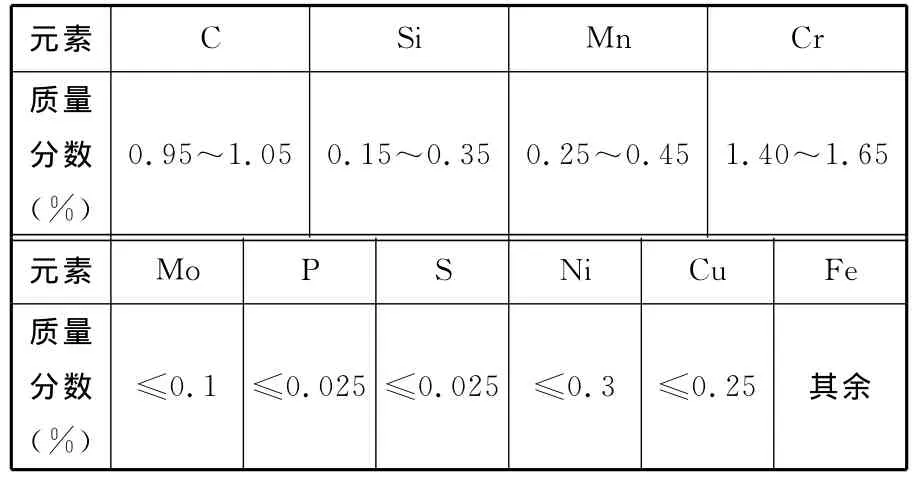
表1 GCr15化學成分
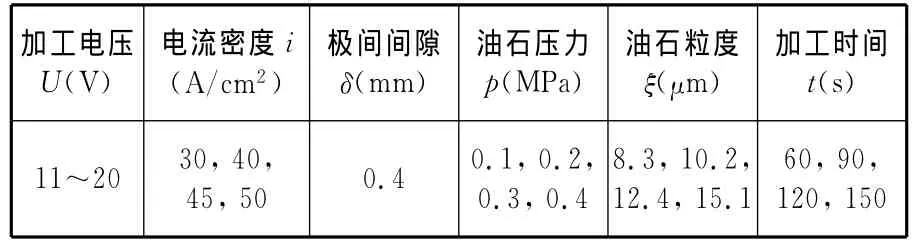
表2 ECMF加工實驗參數(shù)
2.3 實驗設計
根據(jù)ECMF加工原理,影響表面質(zhì)量的因素有工件轉(zhuǎn)速、極間間隙、油石壓力、電流密度、油石粒度、加工時間、電解液濃度及流速等。加工過程中表面質(zhì)量能否達到要求取決于以上各參數(shù)的合理匹配,若各參數(shù)匹配得當,則可得到較低的表面粗糙度值;若匹配不當,則零件表面易出現(xiàn)斑點腐蝕、晶界腐蝕和表面劃傷等缺陷。本文正交試驗設計為L16(45),選取的5個參數(shù)為:工件轉(zhuǎn)速n、油石壓力p、電流密度i、油石粒度ξ、加工時間t,作為影響表面質(zhì)量Ra的主要因素,其四水平值如表2所示。1~16組實驗數(shù)據(jù)將作為LS-SVM的數(shù)據(jù)樣本,對預測模型進行訓練;另外再做4組實驗(表中帶*號的數(shù)據(jù)),即17*~20*組數(shù)據(jù)用于對模型的精度進行驗證。因此,輸入及輸出數(shù)據(jù)集分別為:x={n,p,i,ξ,t},y={Ra}。20組實驗數(shù)據(jù)如表3。

表3 ECMF加工實驗數(shù)據(jù)
2.4 實驗結果
圖2所示為ECMF加工前后滾子表面,由圖2可知,加工后表面質(zhì)量明顯提高,達到鏡面效果。圖3所示為ECMF加工前后滾子表面粗糙度,由圖3可知,表面粗糙度Ra從加工前0.0874μm降低到加工后的0.0231μm;輪廓最大高度Rz由0.772μm 降低到0.292μm(第4組)。圖4所示為ECMF加工前后滾子圓度變化,圓度Ro由加工前的0.93μm降低到加工后的0.39μm(第4組)。
3 ECMF加工質(zhì)量預測及加工參數(shù)選擇
3.1 數(shù)據(jù)預處理方法
為防止某個參數(shù)的異常對訓練模型精度產(chǎn)生影響,數(shù)據(jù)在訓練前要進行歸一化處理,使輸入輸出數(shù)據(jù)歸一化在[0,1]區(qū)間內(nèi)[17]。歸一化公式為

式中,unor為歸一化后數(shù)據(jù);u為原始輸入及輸出數(shù)據(jù);umin、umax為原始輸入及輸出數(shù)據(jù)的最小值與最大值。
經(jīng)LS-SVM預測后的數(shù)據(jù),再經(jīng)下式反求原始數(shù)據(jù):

3.2 誤差分析方法
參見式(9),為提高預測模型精度,加快模型收斂速度,須調(diào)節(jié)參數(shù)γ和σ。目前還沒有規(guī)范統(tǒng)一的γ和σ選取方法,一般采用網(wǎng)格搜索法或試選法[15]。本文采用網(wǎng)格搜索法,即給定γ和σ的選取范圍,組成交叉網(wǎng)格,對每一組γ和σ數(shù)據(jù)進行訓練,選取預測誤差最小者作為最終取值。考慮到式(9)中的σ以σ2形式存在,所以,為方便計算,下文中使用σ2計算。
為評價參數(shù)γ和σ2對應的模型預測精度,引進誤差函數(shù):平均絕對百分誤差eM和均方根相對誤差eR,其表達式分別為

式中,yk為模型的輸出值;y為實測值;N為樣本數(shù)量。
3.3 表面質(zhì)量預測
利用表3的實驗數(shù)據(jù)構造LS-SVM回歸模型的訓練樣本集{xk,yk},其中輸入?yún)?shù)xk為多維向量,包括工件轉(zhuǎn)速(n)、油石壓力(p)、電流密度(i)、油石粒度(ξ)、加工時間(t),是影響工件表面粗糙度的主要加工參數(shù)。輸出參數(shù)yk為k號工件的表面粗糙度。
利用LS-SVM回歸算法對訓練樣本集進行辨識,本文以表3中的1~16組數(shù)據(jù)作為訓練樣本,建立并訓練預測模型。LS-SVM算法直接利用MATLAB軟件工具箱進行計算,選用式(9)的RBF徑向基函數(shù)作為核函數(shù),其中γ的范圍試選為{0.5,1,…,500},σ2取值范圍為{0.05,0.1,…,500},構建搜索網(wǎng)格,經(jīng)式(12)、式(13)計算,選取常數(shù)γ=16.5,σ2=8.1時訓練結果誤差最小,模型訓練結果如圖5所示。
用表3中的17*~20*組實驗數(shù)據(jù)驗證所建立的預測模型精度,將加工工藝參數(shù)xk輸入到LS-SVM預測模型,得到響應yk,即為該工件表面粗糙度的預測值。與工件的實際表面粗糙度的測量值進行對比,可得到表面質(zhì)量的預測誤差。預測值與實際值的對比如圖6所示。經(jīng)式(12)、式(13)計算可知,誤差eM為5.4%,eR為6.5%。
3.4 加工電流密度選擇
實際的加工過程受到加工質(zhì)量和成本要求等約束,通常采用試加工或反復實驗法來選擇合適的加工參數(shù)。但前者難以達到較高的加工效率,也不易獲得要求的加工質(zhì)量;后者效率低、加工成本高。若能選定優(yōu)化的加工參數(shù),就可以直接獲得所需要的表面質(zhì)量,不但能提高加工效率,而且還可以降低加工成本。
表4所示為正交試驗因素分析,由表4可知,極差R反映各因素對結果的影響重要程度,表中的各實驗參數(shù)對表面質(zhì)量的影響順序由高到低依次應為:電流密度i(R=0.0809)、加工時間t(R=0.0654)、油石粒 度ξ(R =0.0451)、油 石壓力p(R=0.0357)、工件轉(zhuǎn)速n(R=0.0152)。其中電流密度i對表面質(zhì)量的影響最大,因此,預先確定電流密度值比其他參數(shù)的選擇相對重要。這里仍采用LS-SVM對加工參數(shù)進行選擇。此時,將電流密度設為輸出值,而其他參數(shù)設為輸入向量,重新建立預測模型,如圖7所示,圖中,調(diào)節(jié)參數(shù)γ=52,σ2=61。圖8所示為電流密度預測數(shù)據(jù)與實驗數(shù)據(jù)的對比,其中,誤差eM=4.8%,eR=6.6%。

表4 正交試驗因素分析
3.5 其他加工參數(shù)的選擇
實際上,其他加工參數(shù)也可以采用3.4節(jié)方法進行優(yōu)化確定。圖9所示為加工時間預測值與實驗值的對比結果,其中,γ=104,σ2=80,eM=5.5%,eR=7.6%。圖10所示為磨料粒度預測值與實驗值的對比結果,其中,γ=65,σ2=88,eM=1.9%,eR=2.2%。圖11所示為油石壓力預測值與實驗值的對比結果,其中,γ=92,σ2=130,eM=4.5%,eR=6.2%。圖12所示為工件轉(zhuǎn)速預測值與實驗值的對比結果,其中,γ=50,σ2=320,eM=2.7%,eR=3.7%。
4 結論
(1)本文建立了軸承滾子的ECMF加工裝置,采用ECMF方法加工軸承滾子。通過實驗結果可知,采用ECMF加工軸承滾子是可行的。加工后的滾子表面粗糙度達到0.023μm,圓度達到0.39μm,有效改善了滾子表面質(zhì)量。
(2)將LS-SVM引入軸承滾子ECMF加工中,建立了基于LS-SVM的軸承滾子ECMF加工預測模型,對軸承滾子的表面質(zhì)量進行預測的。結果表明,所建立的LS-SVM模型預測效果比較符合實際加工效果,預測誤差eM為5.4%,eR為6.5%。
(3)通過正交試驗法,得出影響ECMF加工的主要因素為電流密度。利用LS-SVM預測模型,對ECMF加工電流密度進行選擇,其選擇的eM為4.8%,eR為6.6%;選擇的其他加工參數(shù)為:最大eM=5.5%,最大eR=7.6%。
[1]Neagu-Ventzel S,Cioc S,Marinescu I.A Wear Model and Simulation of Superfinishing Process:Analysis for the Superfinishing of Bearing Rings[J].Wear,2006,260(9/10):1061-1069.
[2]于志強,楊振國.SKF滾動軸承的失效分析[J].金屬熱處理,2007,32(增刊):359-364.
[3]Galda L,Koszela W,Pawlus P.Surface Geometry of Slide Bearings After Percussive Burnishing[J].Tribology International,2007,40:1516-1525.
[4]李鵬,閆振祥,解傳宏,等.抽油機減速器滾動軸承失效形式及分析[J].石油鉆采工藝,2008,30(3):142-144.
[5]Olofsson U.An Experimental Investigation of Wear and Fatigue Life Reduction of Boundary Lubricated Spherical Roller Thrust Bearings[J].Tribology International,1997,30(9):685-692.
[6]Iwamoto K,Tanaka K.Influence of Manufacturing Error of Roundness for Characteristics of Cylindrical Journal Bearing[C]//Dowson D,Priest M,Dalmaz G,et al.Life Cycle Tribology Proceedings of the 31st Leeds-lyon Symposium on Tribology Held at Trinity and All Saints College.United Kingdom:Elsevier,2005:751-754.
[7]Seo Y.Electrochemical-mechanical Polishing Application:Monitoring of Electrochemical Copper Removal from Current-voltage Characteristics in HNO3Electrolyte[J].Microelectronic Engineering,2011,88(1):46-52.
[8]李邦忠,周錦進.不銹鋼電化學機械鏡面加工電解液研究[J].中國機械工程,2004,15(11):14-18.
[9]Suykens J A K,Gestel T V,Brabanter J D,et al.Least Squares Support Vector Machines[M].New Jersey:World Scientific Publishing,2002.
[10]劉鴻博,羅陶濤.基于正交實驗和最小二乘支持向量機的泡沫復合體系配方預測研究[J].應用化工,2010,39(5):713-715.
[11]Wong P K,Vong C M,Wong H C,et al.Modelling and Prediction of Spark-ignition Engine Power Performance Using Incremental Least Squares Support Vector Machines[C]//Lu J W Z,Leung A Y T,Iu V P,et,al.Proceeding of the 2ND International Symposium on Computational Mechanics and the 12th International Conference on the Enhancement and Promotion of Computational Methods in Engineering and Science.Hong Kong– Macau:American Institute of Physics,2010:179-184.
[12]Vong C,Wong P,Li Y.Prediction of Automotive Engine Power and Torque Using Least Squares Support Vector Machines and Bayesian Inference[J].Engineering Applications of Artificial Intelligence,2006,19(3):277-287.
[13]林偉青,傅建中,許亞洲,等.基于最小二乘支持向量機的數(shù)控機床熱誤差預測[J].浙江大學學報(工學版),2008,42(6):905-908.
[14]曾杰,張華.基于最小二乘支持向量機的風速預測模型[J].電網(wǎng)技術,2009,33(18):144-147.
[15]Gencoglu M T,Uyar M.Prediction of Flashover Voltage of Insulators Using Least Squares Support Vector Machines[J].Expert Systems with Applications,2009,36(7):10789-10798.
[16]Guo Z,Bai G.Application of Least Squares Support Vector Machine for Regression to Reliability Analysis[J].Chinese Journal of Aeronautics,2009,22(2):160-166.
[17]Pyle D.Data Preparation for Data Mining[M].London:Academic Press,1999.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19