注射成型鎖模力重復精度影響因素的研究
2012-11-30 00:38:32王小華謝鵬程張攀攀丁玉梅楊衛民
中國塑料 2012年1期
王小華,謝鵬程,張攀攀,丁玉梅,楊衛民
(北京化工大學機電工程學院,北京100029)
注射成型鎖模力重復精度影響因素的研究
王小華,謝鵬程,張攀攀,丁玉梅,楊衛民*
(北京化工大學機電工程學院,北京100029)
討論了傳統鎖模力重復精度測試方法的特點,使用瑞士Baumer鎖模力感測儀研究了鎖模力重復精度的影響因素。結果表明,開合模位置以及開合模速度的變化對鎖模力重復精度的影響可以忽略不計;基于Baumer鎖模力感測儀的鎖模力重復精度測試方法相比于傳統測試方法具有操作簡單、高效精確的特點。
注塑機;鎖模力重復精度;拉桿;應變
0 前言
注塑機主要由注射裝置、合模裝置、動力系統、控制系統四大部分組成。合模裝置是保證成型模具可靠地閉緊和實現模具啟閉動作及頂出制品的部件,鎖模力重復精度是注塑機的主要性能參數之一,也是精密注射成型的評價指標之一[1]。注射成型過程中合模裝置4根拉桿的受力情況是變化的,注塑機拉桿受力情況如圖1所示。從圖中可以看出,注塑機模板與拉桿形成封閉力系,當合模裝置的4根拉桿處于合模狀態時,承受的是拉力,4根拉桿所承受的拉力合力與鎖模力大小相等,方向相反[2]。注塑機模板和拉桿形成的封閉力系使模具受到鎖模力而閉緊,當4根拉桿受力不均勻時,就會導致模板施加在模具上的力不均衡,造成制品飛邊而影響制品質量,甚至在合模時會發生拉桿斷裂,導致注塑機和模具的損壞[3]。傳統鎖模力重復精度測試方法包括以下2種:(1)應變電測法[4-5];(2)磁附式感測法[6]。

圖1 注塑機拉桿受力情況Fig.1 The forces for tie bars of injection molding machines
應變電測法主要原理是利用粘貼式電阻應變片、轉換箱、靜態應變測量處理儀將合模時4根拉桿的受力應變位移量轉換成模擬電量輸出,將非電量轉換成電量輸出,然后再通過有關計算、修正得出實際鎖模力。實際測量過程中,需要粘貼溫度補償片以補償溫度變化造成的影響[4-5]。該方法存在應變片粘貼困難,應變片使用壽命短,測試準備工作繁瑣,測量結果重復精度低,測量環境要求高等缺點。
磁附式感測法主要原理是將應變片放置在2個磁鐵之間的不銹鋼箔下,強勁的磁力通過螺栓、螺母及橡膠墊使應變片緊貼在拉桿表面,從而在應變片、鋼箔及拉桿表面之間產生強大的相互作用摩擦力。當拉桿表面受力發生形變時,由于摩擦力的相互作用,在磁力作用下緊貼在拉桿表面的應變片和拉桿發生同樣的形變,從而實現鎖模力的測量。磁附式感測法使用摩擦力與磁力替代粘貼應變片膠水的黏附力,避免了應變片粘貼的繁瑣步驟以及一次性使用的缺點,測試重復精度較高,解決了傳統應變電測法安裝測試困難,測量精度低的不足。但由于安裝應變片時采用的是體積及質量較大的鋼殼,且通過磁力壓緊,因此這種測試方法不太適合在具有較大且連續沖擊載荷的在線生產制品場合上測量鎖模力,僅適合于注塑機鎖模力調試和試模 時 使 用[6]。瑞 士 Sensormate AG 公 司 生 產 的QE1008-Sensors鎖模力測試儀基于磁附式感測法,磁附式感測法結構原理與QE1008-Sensors鎖模力測試儀如圖2所示。

圖2 磁附式感測法結構原理與QE1008-Sensors鎖模力測試儀Fig.2 Structure principle of magnetic enclosed test method and QE1008-Sensors
瑞士Baumer鎖模力感測儀的主要原理與磁附式感測法相類似,只是將螺紋緊固的預緊力替代了電磁力,因而該方法不受連續沖擊載荷的影響,可以在正常工況下實現鎖模力的測量,該測試方法不僅適用范圍寬,環境因素影響小,而且具有操作簡單、高效精確的特點。Baumer鎖模力感測儀通過檢測拉桿在拉伸或壓縮狀態下直徑的微小變化量,經傳感器轉換成微弱的電信號,再經過放大作用顯示拉桿的實際變形量,拉桿變形量經過換算輸出鎖模力值[7-8],Baumer鎖模力感測儀及其測量原理如圖3所示。

圖3 Baumer鎖模力感測儀測量原理圖Fig.3 Measurement mechanism of Baumer strain clamps
本文基于瑞士Baumer鎖模力感測儀對鎖模力重復精度的影響因素進行實驗研究,明確合模系統的鎖模力波動對制品成型缺陷的影響,完善鎖模力重復精度影響因素的理論研究,保證塑料制品的精密注射成型。
1 實驗部分
實驗使用Baumer鎖模力感測儀研究GSK AE80-32H全電動注塑機的鎖模力重復精度[9],注塑機及鎖模力測量夾安位置如圖4所示。
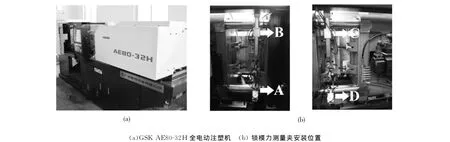
圖4 GSK AE80-32H全電動注塑機和鎖模力測量裝置的安裝位置Fig.4 Installation position of clamping force measurement device and GSK AE80-32Hall-electric IMM
按照要求接線完畢,注塑機運行狀態設置為手動狀態,在開合模的實際工作狀態下運行Inspect Master軟件完成數據采集,實驗記錄開合模狀態下拉桿的應變量,實驗數據如圖5(a)所示。根據公式進行鎖模力重復精度的計算,結果表明,GSK AE80-32H全電動注塑機的鎖模力重復精度完全符合塑料機械行業精密注塑機的鎖模力重復精度標準。分析實驗結果,GSK AE80-32H全電動注塑機采用全電動合模系統,通過伺服電機驅動滾珠絲杠提供開合模動作所需的動力,而伺服電機轉速容易受電壓波動的影響,伺服電機在正常工作狀態下的振動是導致鎖模力波動,最終影響重復精度的主要因素。行業標準規定,精密注射成型機的鎖模力重復波動應不大于1.0%,因此,鎖模力的微小波動屬于正常現象,對制品精密注射成型質量的影響可以忽略。

圖5 鎖模力重復精度實驗數據Fig.5 Experimental data of clamping force repeatability
為了驗證Baumer鎖模力感測儀測試鎖模力重復精度的精確度,我們進行了設計實驗探討感測儀的實驗影響因素。設計實驗在初始實驗的基礎上變換測量夾的位置,即A、B信號測量夾安裝在初始實驗B信號測量夾的位置;C、D信號測量夾安裝在初始實驗C信號測量夾的位置。手動狀態運行開合模動作,實驗重復次數為10次,記錄實驗數據,如圖5(b)所示。從圖中可以看出,A、B信號測量夾所采集的數據信號具有高度的重復一致性;C、D信號測量夾所采集的數據信號同樣具有高度的重復一致性。測量數據曲線的相似性可用于表征感測儀的可重復性與精確度,因此,Baumer鎖模力感測儀用于鎖模力的測試具有較高的可重復性與精確度。
為了探究鎖模力重復精度的影響因素,我們進行了2組參數評估實驗,分別研究開合模位置、開合模速度對鎖模力重復精度的影響。第1組實驗在保證相同開合模速度的前提下,改變開模停止位置,實驗比較鎖模力測試結果;第2組實驗在保證開模停止位置的前提下,改變開合模的速度,實驗比較鎖模力測試結果。評估實驗參數設置如表1,表2所示。
實驗過程中同一測量夾測量對應拉桿的變形量,即同一測量夾采集的實驗數據反映的是同一拉桿在不同實驗參數條件下的拉桿應變量。分別對每次實驗的數據平均值進行比較,繪制柱狀圖進行結果分析,實驗結果比較如圖6所示,從圖6(a)中可以看出,在不同的開模停止位置條件下,各測量夾采集的實驗數據具有高度一致性,因此,Baumer鎖模力感測儀的鎖模力測試實驗結果不受開模停止位置的影響。從圖6(b)中可以看出,在不同的開合模速度實驗條件下,各測量夾采集的實驗數據具有高度一致性,即鎖模力測試實驗結果不受開合模速度變化的影響,表明在正常的工作狀態下同樣可以進行鎖模力重復精度的測試。

表1 第1組評估實驗參數設置Tab.1 Parameter settings of the 1st group assessment experiment

表2 第2組評估實驗參數設置Tab.2 Parameter settings of the 2nd group assessment experiment
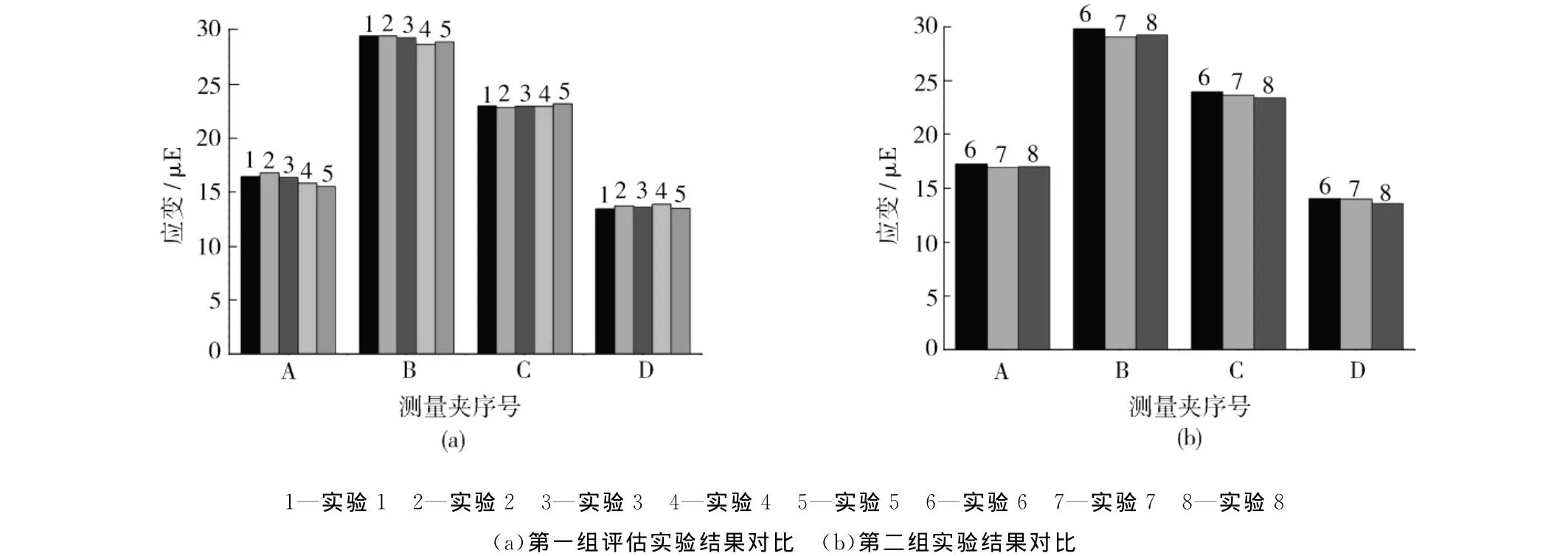
圖6 實驗結果比較Fig.6 Comparison of experimental results
2 結果與討論
2.1 鎖模力重復精度分析
本研究使用瑞士Baumer鎖模力感測儀在廣州數控GSK AE80-32H全電動注塑機上進行鎖模力的測試實驗,對測試實驗結果進行處理,計算其鎖模力重復精度,實驗結果表明,GSK AE80-32H全電動注塑機的鎖模力重復精度完全符合精密注射成型設備的行業標準規定。分析實驗結果,全電動注塑機采用伺服電機驅動滾珠絲杠提供肘桿機構合模系統實現開合模動作所需的動力,而伺服電機作為主動力源其轉速容易受電壓波動的影響而在正常工作狀態下產生微小振動,最終影響鎖模力的重復穩定性。從實驗結果可以看出,GSK AE80-32H全電動注塑機的鎖模力重復精度完全符合塑料行業對于精密注射成型機的定義,鎖模力的微小波動屬于正常現象,對制品精密注射成型質量的影響可以忽略。
2.2 開合模位置對鎖模力重復精度的影響
從圖6(a)可以看出,設定5組開合模停止位置變量研究鎖模力重復精度的影響因素,實驗測量結果表明,開模停止位置的變化對鎖模力測試結果基本沒有影響。肘桿式合模機構開合模過程中鎖模力隨著動模板位置的變化而變化,鎖模力最大值出現在模具動模與定模閉合鎖緊的一瞬,此時肘桿結構完全伸展,拉桿的變形量也是最大,鎖模力測試記錄拉桿變形量的最大值轉換輸出。因此,只要保證肘桿機構完全伸展,拉桿的變形量即可達到最大值鎖緊模具,開模停止位置的變化不會影響鎖模力的測試結果。
2.3 開合模速度對鎖模力重復精度的影響
開合模速度設置的合理性是影響制品精密注射成型質量以及保證安全生產的關鍵因素。設置較高的開合模速度可以提高生產效率,但考慮到模具的安全性保護又希望能適當地降低開合模速度,因此開合模速度通常按照“慢-快-慢”的順序進行設置。為了研究開合模速度的變化對鎖模力測試結果的影響,我們進行了第二組實驗,如圖6(b)所示。實驗結果表明,開合模速度的變化對鎖模力重復精度測試結果的影響可以忽略。鎖模力的最大值出現在模具完全鎖緊以后,動模板移動過程的參數變化與鎖模力的測試結果無關。
3 結論
(1)GSK AE80-32H全電動注塑機鎖模力重復精度完全滿足塑料機械行業對精密注射成型機械所定義的標準;
(2)基于Baumer鎖模力感測儀的鎖模力測試方法具有較高的可重復性與精確度;
(3)開模停止位置以及開合模速度的變化對鎖模力重復精度的影響較小,可以忽略不計;
(4)基于Baumer鎖模力感測儀的鎖模力測試方法與傳統鎖模力測試方法相比,具有操作簡單、高效精確的特點。
[1] 楊衛民,丁玉梅,謝鵬程.注射成型新技術[M].北京:化學工業出版社,2008:4-9.
[2] 焦志偉,謝鵬程,嚴志云,等.全液壓內循環二板式注塑機性能特點及鎖模精度研究[J].塑料,2009,38(6):112-114.Jiao Zhiwei,Xie Pengcheng,Yan Zhiyun,et al.Performance Characteristics and Clamping Force Accuracy of Internal Circulation Two-plate Injection Molding Machine[J].Plastics,2009,38(6):112-114.
[3] 劉旭紅,宋世柳.注塑機合模力的測量及誤差因素分析[J].廣西工學院學報,2006,17(4):52-55.Liu Xuhong,Song Shiliu.Testing and Error Analysis of Plastic Injection Molding Machine Clamp Force[J].Journal of Guangxi University of Technology,2006,17(4):52-55.
[4] 彭乃球.注塑機鎖模力測試技術[J].機電工程技術,2002,31(7):115-116.Peng Naiqiu.Test Technology of Injection Molding Machine Clamping Force[J].Mechanical & Electrical Engineering Technology,2002,31(7):115-116.
[5] 葉清達.塑料注射成型機合模力的測量[J].機械開發,1999,(3):39-44.Ye Qingda.Measure of Locking Force of Plastic Injection Make-up Machine[J].Machine Development,1999,(3):39-44.
[6] 陳金偉,Bruno Schlaepher.注塑機鎖模力測量新技術[J].工程塑料應用,2010,38(2):75-77.Chen Jinwei,Bruno Schlaepher.New Measurement Techniques of Injection Molding Machine Clamping Force[J].Engineering Plastics Application,2010,38(2):75-77.
[7] 周文娟.注塑機鎖模力的計算[J].塑料科技,2001,(6):42-43.Zhou Wenjuan.Calculation of the Mould Clamp Force of Injection Moulding Machine[J].Plastics Science and Technology,2001,(6):42-43.
[8] 田學軍.注塑模具鎖模力的影響因素及簡單經驗計算方法[J].機電工程技術,2008,37(3):100-102.Tian Xuejun.Influencing Factors and Simplified Calculating Method for Injection Molding Clamp Force[J].Mechanical & Electrical Engineering Technology,2008,37(3):100-102.
[9] 康存鋒,劉 鑫,馬春敏,等.全電子注塑機的合模控制及鎖模力的研究[J].工程塑料應用,2009,37(1):71-74.Kang Cunfeng,Liu Xin,Ma Chunmin,et al.Research on Mould Closing and Locking Force Control of Electric Injection Molding Machine[J].Engineering Plastics Application,2009,37(1):71-74.
Study on Factors Influencing Clamping Force Repeatability of Injection Molding Machines
WANG Xiaohua,XIE Pengcheng,ZHANG Panpan,DING Yumei,YANG Weimin*
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
Characteristics of conventional measurement methods of clamping force repeatability was discussed.Influencing factors on clamping force repeatability were investigated by Baumer strain clamps(Switzerland).It was found that the influences of variations of mold closing/opening position and speed could be neglected.The test methods of clamping force repeatability based on Baume strain clamps had characteristics of easy operation and high accuracy.
injection molding machine;clamping force repeatability;tie bar;strain
TQ 320.66+2
B
1001-9278(2012)01-0098-05
2011-05-24
國家自然基金項目資助(21174015)
*聯系人,yangwm@mail.buct.cn
(本文編輯:劉本剛)
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
