干切削加工技術應用探究
2012-11-28 10:51:54李金富薛志馨王天彬劉立杰
中國科技信息 2012年15期
關鍵詞:發展
李金富 薛志馨 王天彬 劉立杰
黑龍江省齊齊哈爾建華機械有限公司特種機加廠 161006
干切削加工技術應用探究
李金富 薛志馨 王天彬 劉立杰
黑龍江省齊齊哈爾建華機械有限公司特種機加廠 161006
制造業實行可持續發展戰略的必然性;干切削加工技術是解決切削液帶來環境污染和提高經濟效益、實現綠色制造的根本方法;干切削加工技術對機床、刀具的加工要求;實際應用舉例。
可持續發展;綠色制造;干切削加工;切削液;環境保護
1.概述
1.1 制造業的可持續發展
進入21世紀,人類在百年工業文明的探索和實踐中,迎來了信息時代的新紀元。制造業也由“高成本、高消耗、低產出、低回報”的粗放式加工方式逐步向智能化制造、網絡化制造、綠色制造等方向發展。隨著制造業的迅猛發展,不但滿足了人類日益增長的需求,還為大幅度提高人類的生活水平提供了物質基礎。但我們也應看到工業化的實現特別是制造業的迅猛發展過程,是構建在大量消耗不可再生資源基礎上的,其生產與消費過程產生的大量污染,犧牲了人類賴以生存的自然環境。發展是人類社會永恒的主題,但發展不應建立在損失當前資源、破壞后輩生存、發展環境基礎上。合理使用資源和保護生態環境,使發展既能滿足當代人需求,又不對后代人的需求構成危害的發展道路才是晚們應該走的可持續發展之路。人與自然的和諧發展才是人類生存的需要、生產可持續發展的需要。因此,在產品制造中保護自然資源、保護和綠化環境、節約材料和能源,實現綠色制造才是制造業發展需要考慮的重要因素。
1.2 切削液參與加工對環境的影響
在產品加工中必然會產生大量的高溫切屑,目前為消除由此帶來的對機床、工件和刀具的影響,多數加工中采用高壓大流量冷卻液對加工區域進行冷卻和潤滑,但大量切削液的使用有以下弊端:
a) 切削液的配比成分中大都含有一定量的化學添加劑(如硫、氯等有害元素),在加工過程中會產生高溫而使切削液形成霧狀揮發,會發生化學反應生成有害物質污染環境并威脅操作者身體健康。
b) 殘留在表面及孔眼、溝槽中的切削液易使工件、機床、工裝等物品銹蝕,影響性能和質量。
c) 使用后的廢切削液回收、處理,不但困難,而且成本較高。
1.3 干切削加工的特點
干切削加工,即在切削加工過程中,不采用切削液進行潤滑和冷卻或采用干燥的高壓氣體進行冷卻的加工方式。其加工特點如下:
1.4 形成的切屑干凈、清潔無污染,易于回收處理;
1.5 省去與切削液有關的采購、運輸、調配、貯藏、回收處理等費用,節約生產成本;
1.6 不使用切削液也就不會生成污染環境的廢液,也不會有因殘留切削液而導致的產品或機床、工具銹蝕現象發生。
2.干切削加工技術實現要求
干切削加工是在1995年后,為適應全球日益高漲的環保要求和可持續發展戰略,而發展起來的一項綠色切削加工技術。目前,包括歐、美和日本等工業發達國家都非常重視干切削加工技術的研究與應用,其中德國企業在生產中已有10%~15%的加工方式采用干切削加工技術,并且有些機床廠家還專門制造了適合干切削加工使用的機床。干切削加工技術現已應用到鋼、鋁、鑄鐵等多材料和航空、航天、汽車、等多行業生產加工中。
干切削加工技術是適應綠色制造發展趨勢,實現制造業可持續發展的有效途徑之一。但是由于在干切削加工過程中沒有切削液的冷卻、潤滑和排屑作用支持,會導致切削區刀具與工件的摩擦加劇,切削力增大,切削溫度上升,切削振動增強以及排屑不流暢等情況;會對機床加工性能和刀具使用壽命有影響,并且有可能降低產品加工質量,因此,要實現干切削加工必須有相應的機床、刀具來保證。
2.1 干切削加工對機床的要求
a)對機床主軸的要求:采用干切削加工的機床主軸應具有較高的轉數和高剛度,特別是機床的主軸動剛度,以適應干切削加工過程中切削力增大、切削振動增強帶來的影響。
b)對進給傳動系統要求:干切削加工過程中刀具與工件的摩擦劇烈,切削力大,因此要求機床進給傳動系統應具有較高的剛度和較大的進給推力。例如,采用伺服電機與大導程絲杠螺母副組合傳動或直流電機直接驅動絲杠進行進給傳遞。
c)對其它控制、運動輔件的要求:機床的主軸及相關機械運動部件、電氣控制部件要有可靠的密封結構和良好的密封效果。以防止加工中產生的灰塵、細小碎屑以及金屬懸浮顆粒的侵入,避免造成機床部件性能喪失或加劇部件磨損。
2.2 干切削加工對刀具的要求
a)刀具材料要求:干切削加工是一種無潤滑、冷卻形式的加工方法,因此要求干切削加工所使用的刀具與工件材料之間的摩擦系數要小,刀具的材料應具有高的紅硬性和耐磨性,同時應具有高的熱穩定性和抗沖擊性。目前,通常所使用的有陶瓷、立方氮化硼(CBN)、聚晶金剛石(PCD)以及超細硬質合金等刀具材料,它們都具有較高的紅硬性和耐磨性。加入WC、TiC、TaC等碳化物的硬質合金刀具在切削鋼件時,耐熱性可達800℃~1100℃,切削速度Vc可達220m/min以上。另外,帶有厚度為5μm~10μm的TiN、TiCN等涂層材料的硬質合金刀具具有更高的耐磨性和刀具耐用度。
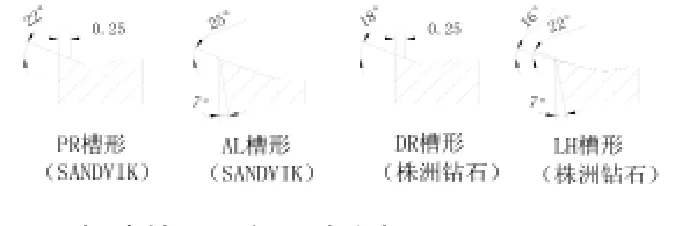
b)刀具幾何槽形要求:干切削加工刀具的幾何槽形應利于斷屑、排屑和散熱,以減小切削熱對刀具帶來的影響,降低刀具磨損、提高刀具使用壽命。在干切削加工中應采用具有較大的前角和刃傾角的刀具,同時為提高刃口強度,刀具的切削刃應帶有負倒棱或加強刃。例如,湖南株洲鉆石刀具系列中的DR槽形(適合鋼件切削),LH槽型(適合鋁件切削);山特維克(SANDVIK)刀具中的PR槽型(適合鋼件切削),AL槽型(適合鋁件切削)。
3.干切削加工應用事例
干切削加工技術可以從根本上解決切削液帶來的諸多不利因素,是一種適應清潔生產、降低生產成本的工藝方法。但由于受機床、刀具、工藝等因素限制未能得到普及廣泛應用。下面僅列舉我公司簡單應用實例加以說明:
3.1 鑄鐵件干切削加工
我公司機床上使用的法蘭盤、中心架架體均為鑄鐵,型號有HT200、HT250等。在單件加工中通常都不用切削液,是典型的干切削加工方式。采用普通刀具加工時刀尖易燒結,工件表面質量不好,在采用立方氮化硼CB50(SANDVIK)刀具加工后,工件表面質量和刀具耐用度均有大幅度提高,金屬去除率也由原來的10cm3/min~13cm3/min提高到30cm3/min~35cm3/min。
3.2 鋼件干切削加工
我公司在某產品零件粗車外圓工序生產過程中,完全采用干切削加工方法。加工的材料為D60鋼,零件尺寸∮160×608(單位:mm),機床采用德國OERLIKON公司制造的VA5/HZ液壓多刀自動仿行車床,采用芯軸式夾具兩點反撐夾緊,機床尾座頂尖輔助支撐。見下圖:

該機床是干切削加工專用機床,主電機功率90kw,進給單元采用直流電機直接驅動大導程絲杠螺母副,有效保證機床進給動力。該機床大拖板帶動三把上刀架對工件的外形進行同時切削,各部外形尺寸靠仿形板保證。在切削過程中每把刀的切深ap可達(8~12)mm,走刀量f在(0.7~1.0)mm/r,機床轉數n為380r/min。刀桿采用PSBNL3232K19(SANDVIK),刀片采用SNMM190616-PR4025(SANDVIK)。
在無切削液參與加工的情況下,多年來為公司節約了大量生產制造成本。
作為我國經濟支柱產業和污染主要排廢源的制造業,只有實行“綠色制造”模式、可持續發展模式才能做到自然資源和能源的有效使用,才能實現發展的可持續性。干切削加工技術作為一種的優質綠色加工工藝,對我國實行可持續發展是戰略是有重大意義。
[1]劉苗東.干切削機床的結構特點.江蘇機械制造與自動化,2004.4
[2]陸創中,孫家寧.金屬切削原理與刀具(軍工版).上海機械專科學校,1993.10
[3]黃鶴訂.金屬切削機床設計.揚州工學院
[4]顧維邨.金屬切削機床概論.上海機械專科學校
10.3969/j.issn.1001-8972.2012.15.041
猜你喜歡
中國核電(2021年3期)2021-08-13 08:56:36
中國臨床醫學影像雜志(2019年1期)2019-04-25 06:49:28
家庭影院技術(2018年11期)2019-01-21 02:20:52
紅土地(2018年12期)2018-04-29 09:16:48
華人時刊(2017年21期)2018-01-31 02:24:01
北方交通(2016年12期)2017-01-15 13:52:53
中國衛生(2016年5期)2016-11-12 13:25:42
中國衛生(2015年2期)2015-11-12 13:13:54
當代縣域經濟(2015年12期)2015-03-20 15:51:06
創業家(2015年7期)2015-02-27 07:54:15