鑄鐵烘缸常見缺陷成因分析及在線檢測
2012-11-27 02:40:42李文煒范文佳
中國造紙 2012年3期
李文煒 狄 剛 范文佳
(1.杭州市質(zhì)量技術監(jiān)督局,浙江杭州,310006;2.華東師范大學,上海,200062)
鑄鐵烘缸常見缺陷成因分析及在線檢測
李文煒1狄 剛1范文佳2
(1.杭州市質(zhì)量技術監(jiān)督局,浙江杭州,310006;2.華東師范大學,上海,200062)
在對3400余臺鑄鐵烘缸檢測研究的基礎上,提出了基于縱波雙晶探頭的鑄鐵烘缸超聲波檢測技術。通過對鑄鐵烘缸筒體和小R過渡區(qū)的氣孔、縮孔、夾雜采用縱波雙晶小角度探頭 (5°)檢測,發(fā)現(xiàn)體積型缺陷;對鑄鐵烘缸筒體和小R過渡區(qū)裂紋采用縱波雙晶較大角度探頭 (42°)檢測,發(fā)現(xiàn)深裂紋類平面缺陷。解決了在線檢測中鑄鐵烘缸常規(guī)檢測項目測厚值強度計算或與設計對比的問題、對硬度值偏小的判定問題、在線檢測重點部位的確定問題、對含小尺寸裂紋缺陷鑄鐵烘缸安全運行評估的確定問題,從而成功解決了在用鑄鐵烘缸檢測的難題。
造紙;鑄鐵;烘缸;缺陷;成因;檢驗
造紙鑄鐵烘缸是造紙設備中非常關鍵的主要構(gòu)件,烘缸與烘缸間的空間較為狹小,大部分烘缸端蓋外還有封板,造紙企業(yè)為了車間整潔、節(jié)能等因素,往往將干燥部封閉起來,且造紙生產(chǎn)一般為連續(xù)工作工況,使得烘缸難于及時檢修 (見圖1)。
由于鑄鐵烘缸缸壁厚,熱容量大,保溫性能好,耐磨性好,價格相對便宜,因此造紙烘缸普遍采用的是灰鑄鐵,如HT200、HT250、HT300等。鑄鐵烘缸直徑一般有1.0、1.5、1.8、2.5、3.0 m等,最大的可達4 m以上;鑄鐵烘缸的設計壓力一般為0.3、0.5 MPa,個別也有0.8 MPa的。介質(zhì)主要是飽和蒸汽或過熱蒸汽,用于加熱鑄鐵烘缸,以干燥緊貼在烘缸表面的紙張。鑄鐵烘缸的灰鑄鐵屬于脆性材料,鑄鐵在鑄造過程中易發(fā)生鑄造缺陷,整體鑄造組織中各處都可能存在危險性缺陷,內(nèi)部鑄造組織較為疏松,晶粒較粗,內(nèi)含大量片狀石墨,因此對鑄鐵內(nèi)部缺陷的檢測技術存在較大的難度,國內(nèi)外對鑄鐵烘缸檢驗的相關研究極少[1-2]。
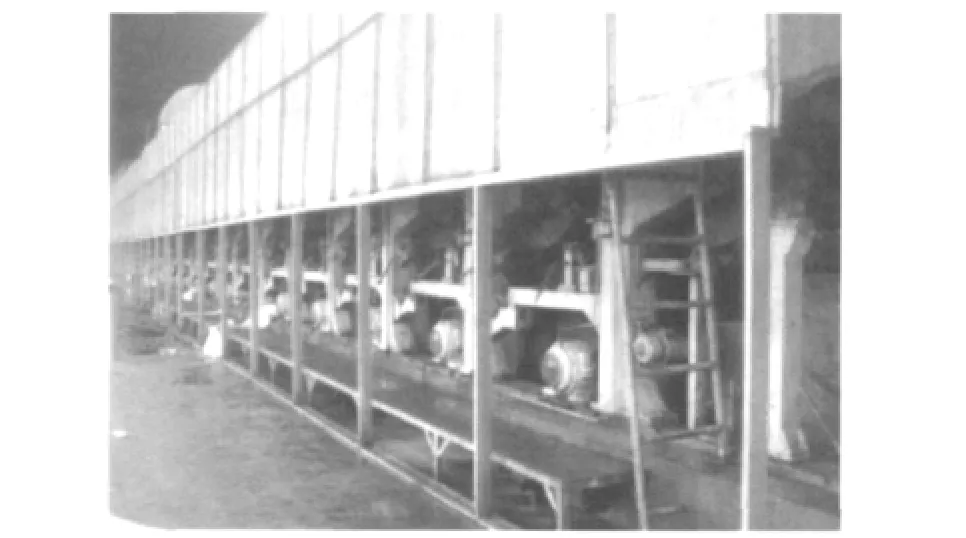
圖1 造紙機干燥部外觀
1 超聲波無損檢測造紙鑄鐵烘缸試塊的試驗研究
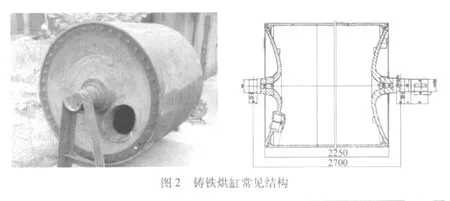
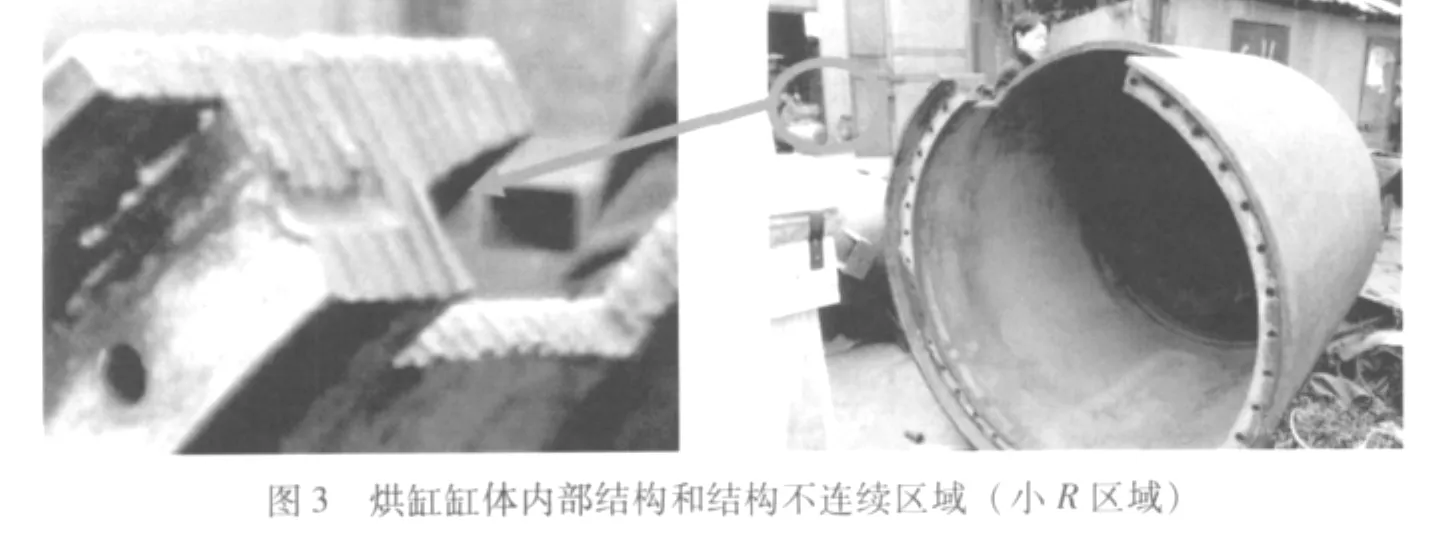
鑄鐵烘缸不同于一般的鋼制壓力容器結(jié)構(gòu),缸體和缸蓋采用螺栓連接 (見圖2),缸體結(jié)構(gòu)不連續(xù)區(qū)域 (如缸體過渡區(qū)域)為烘缸的最薄弱環(huán)節(jié)(見圖3)。
1.1 造紙鑄鐵烘缸超聲檢測的特點
1.1.1 造紙鑄鐵烘缸透聲性差
造紙烘缸鑄件的特點是晶粒粗大、組織不致密性和不均勻性,透聲性差。在鑄造過程中,由于鑄件各部分冷卻速度不同造成了鑄件的不均勻。通常模壁冷卻快,且常有大量固態(tài)核微粒,因此模壁晶粒細。當模壁溫度升高后,冷卻速度減慢,于是在垂直模壁方向上形成柱狀區(qū)。當模壁溫度進一步升高,金屬液溫度下降,溫差減小,冷卻速度緩慢,結(jié)晶方向性消失,形成等軸晶區(qū)。這種鑄件截面上不同取向的晶粒構(gòu)成了鑄件的不均勻性,此外鑄件中以片狀或其他形態(tài)存在的石墨也可視為一種組織不均勻性。造紙烘缸鑄件的致密性是由樹枝結(jié)晶方式引起的,鑄件結(jié)晶時,先形成主干,然后在垂直主干方向長出支干。再在支干的垂直方向長出分支,也像樹枝一樣生長。各支干間最后結(jié)晶凝固,冷卻收縮形成的空隙難以充滿金屬,從而使鑄件的致密性變差。造紙烘缸鑄件晶粒粗大是由于高溫冷卻凝固過程緩慢,生核、長核時間長、使晶粒變粗。造紙烘缸鑄件的不致密性、不均勻性和晶粒粗大,使超聲波散射衰減和吸收衰減明顯增加,還會使聲能衰減,造成聲速差異,據(jù)資料介紹和實際測定,最大差異可達5.5%,透聲性降低[3-4]。
1.1.2 造紙鑄鐵烘缸聲能耦合差
造紙烘缸鑄件表面粗糙,聲能耦合差,探傷靈敏度降低,波束指向性不好,且探頭磨損嚴重。
1.1.3 造紙鑄鐵烘缸超聲檢測干擾雜波多
造紙烘缸鑄件超聲波檢測干擾雜波多。一是由于粗晶和組織不均勻性引起的散亂反射形成草狀回波,使信噪比下降。特別是頻率較高時尤為嚴重。二是鑄件形狀復雜,一些輪廓回波和遲到變形波引起的非缺陷信號多。此外鑄件粗糙表面也會產(chǎn)生一些反射回波,干擾對缺陷波的正確判定[5]。
1.1.4 造紙鑄鐵烘缸形狀復雜
造紙烘缸凸緣部位厚度為20~150 mm,內(nèi)表面呈傾斜狀,超聲波檢測時沒有底面反射回波。造紙鑄鐵烘缸的特性造成無法采用目前常規(guī)的超聲波檢測方法進行檢測。
1.2 造紙鑄鐵烘缸在線超聲檢測的試塊研究[6-8]
1.2.1 采用縱波雙晶探頭的造紙鑄鐵烘缸的試塊制作
采用縱波雙晶探頭利用折射縱波進行檢測,在相同頻率下,材質(zhì)的衰減系數(shù)較橫波小,有利于粗晶鑄件的檢測。根據(jù)晶片的角度,可將探頭分為小角度探頭和大角度探頭。
試塊材料采用灰口鑄鐵,超聲衰減系數(shù)應與被檢測鑄鐵烘缸衰減系數(shù)相同或相近,不允許存在直徑≥2 mm的平底孔當量缺陷,同時要求:①探測面粗糙度 (Ra):鑄造表面Ra≤12.5 μm,機加工表面Ra≤10 μm;②檢測面沒有影響超聲波檢測的污垢;③耦合劑:可選用黏度較大的耦合劑,如黃油、機油和黃油混合劑等。
1.2.2 ZGZ系列雙晶探頭專用試塊
5個直徑為3 mm的平底孔,每孔相距25 mm,5個孔位于50 mm寬試塊中心,5個平底孔離探測面距離分別為5、10、15、20、25 mm,結(jié)構(gòu)如圖4所示。
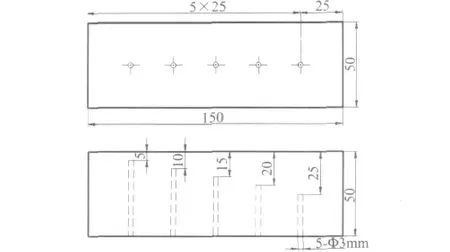
圖4 ZGZ系列雙晶探頭用試塊
1.2.3 造紙鑄鐵烘缸不同深度長橫孔對比試塊
在烘缸筒體10、20 mm打2個Φ3 mm長橫孔。在小R部位38、40、55、80 mm打4個Φ5 mm長橫孔,結(jié)構(gòu)如圖5所示。
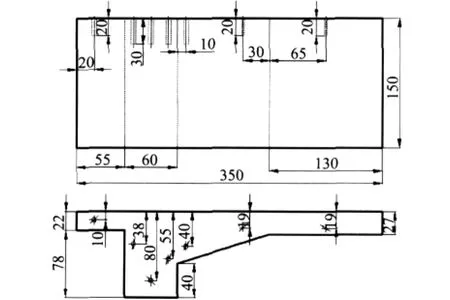
圖5 長橫孔對比試塊
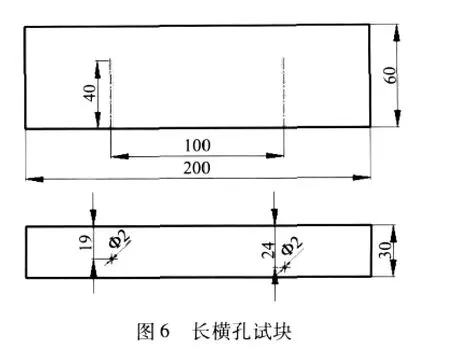
長橫孔試塊 (200 mm×60 mm×30 mm),在19、24 mm處打2個Φ2 mm×40 mm長橫孔,結(jié)構(gòu)如圖6所示。
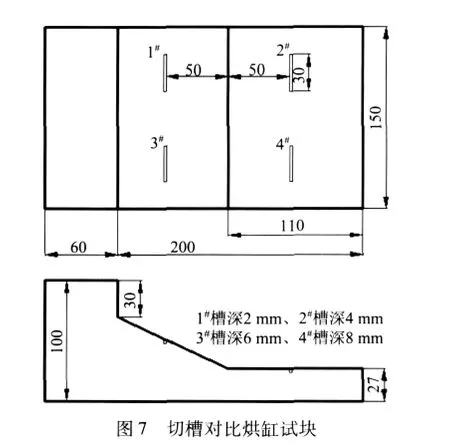
1.2.4 造紙鑄鐵烘缸切槽對比烘缸試塊
制作2塊試塊,分別在筒體和小R部位開30 mm長、深度2、4、6、8 mm的切槽,結(jié)構(gòu)如圖7。
2 造紙鑄鐵烘缸試塊的在線超聲檢測
2.1 檢測儀器及探頭
檢測儀器為HS616e;探頭采用2.5 MHz Φ20 mm普通直探頭,研制的專用探頭有:1.5 MHz縱波雙晶直探頭 (焦距f=20 mm)、1.5 MHz縱波雙晶小角度(5°)探頭 (f為10、20 mm)、1.25 MHz縱波雙晶大角度探頭 (f為40、60、70 mm)。
2.2 透聲性測試
超聲縱波垂直入射到測試面與其背面平行的無缺陷的鑄鐵材料中,用縱波直探頭測試的底波B1與B2的波高差值用dB表示。在鑄鐵厚度相同區(qū)域內(nèi),至少測3點取平均值。
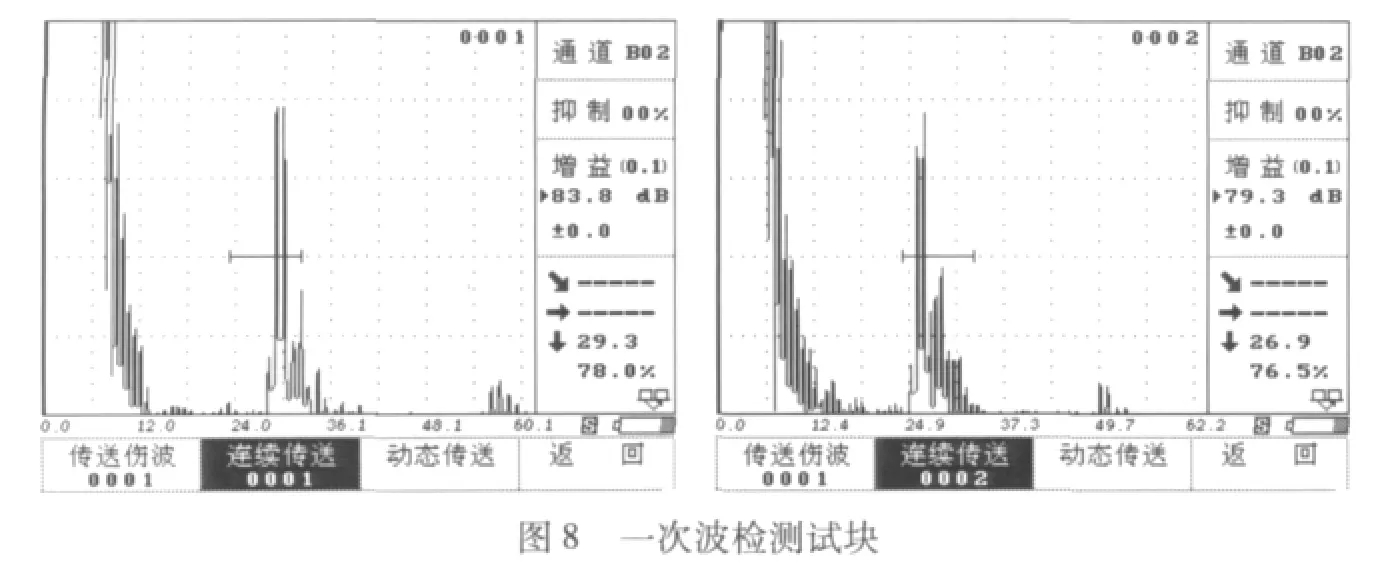
采用2.5 MHz Φ20 mm直探頭實測長橫孔試塊、長橫孔烘缸對比試塊B1與B2的波高差值18 dB,故不能用二次波進行檢測,只能采用一次波檢測,波形見圖8。
2.3 各種探頭靈敏度檢測及試驗結(jié)果對比分析
2.3.1 采用2.5 MHz Φ20縱波直探頭
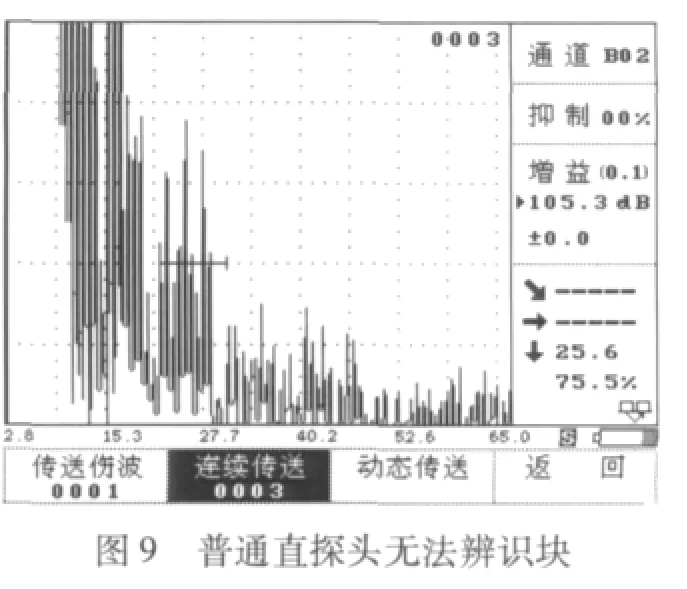
用2.5 MHz Φ20縱波直探頭 (普通直探頭)檢測ZGZ系列雙晶探頭用試塊25 mm深度處平底孔,由于頻率過高,雜波過高,缺陷無法清晰辨識,見圖9。
2.3.2 采用1.5MHz縱波雙晶直探頭
用1.5 MHz縱波雙晶直探頭 (f=10 mm)檢測長橫孔試塊、長橫孔烘缸對比試塊,底波靈敏度明顯比2.5 MHz Φ20縱波普通直探頭高。
用1.5 MHz縱波雙晶直探頭 (f=10 mm)檢測ZGZ系列雙晶探頭用試塊25 mm深度處平底孔,同樣由于雜波過高,缺陷無法清晰辨識。
2.3.3 采用1.5 MHz縱波雙晶小角度 (5°)探頭
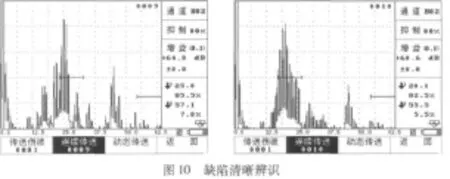
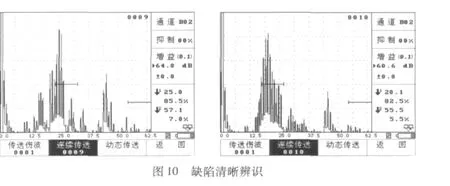
用1.5 MHz縱波雙晶小角度探頭(f=10 mm)檢測ZGZ系列雙晶探頭用試塊25 mm、20 mm深度處平底孔,可以清晰辨識,見圖10。
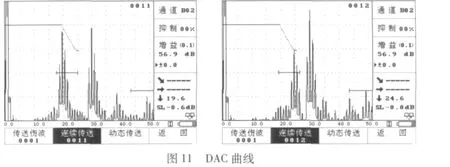
用1.5 MHz縱波雙晶小角度(5°)探頭 (f=10 mm)在長橫孔標準試塊上做的DAC曲線,見圖11。
用1.5 MHz縱波雙晶小角度(5°)探頭 (f=10 mm)檢測長橫孔烘缸對比試塊,19 mm深的長橫孔Φ3 mm×25 mm可清晰辨識。
2.3.4 采用1.25 MHz縱波雙晶大角度 (42°)探頭
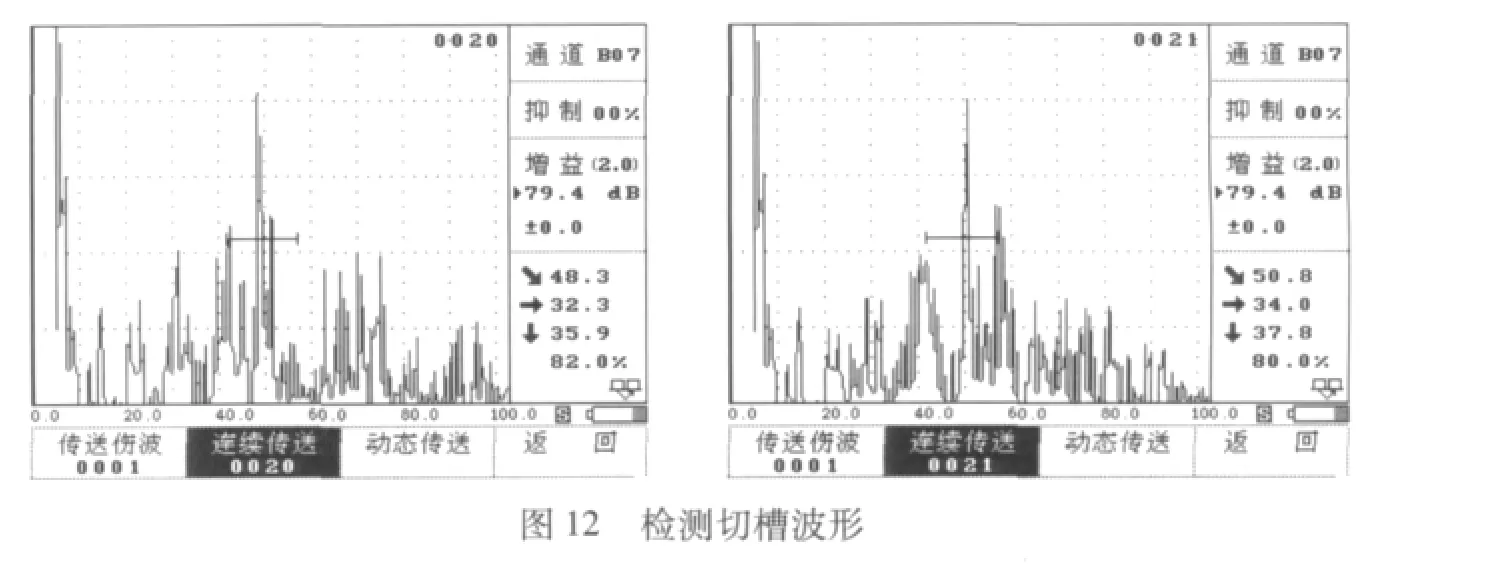
用1.25 MHz縱波雙晶大角度(42°)探頭 (f=40 mm)檢測切槽烘缸對比試塊,筒體4 mm、2 mm深的切槽波形見圖12。
用1.25 MHz縱波雙晶大角度(42°)探頭 (f=40 mm)檢測切槽烘缸對比試塊,小R部位4 mm、2 mm深切槽波形見圖13。
3 造紙鑄鐵烘缸在線超聲波無損檢測方法及存在的問題
3.1 造紙鑄鐵烘缸的主要缺陷
3.1.1 氣孔
造紙鑄鐵烘缸氣孔缺陷主要是由于鑄造過程中金屬液含氣量過多、模型潮濕及透氣性不佳,使金屬液體在凝固時氣體來不及逸出而被凝在鑄件中而形成的空洞。造紙烘缸氣孔缺陷往往孤立存在,截面形狀主要呈圓形、橢圓形、腰圓形、梨形或針頭狀。在用造紙鑄鐵烘缸氣孔缺陷主要是卷入氣孔和析出氣孔。卷入氣孔一般為孤立存在的大氣孔,形狀通常為圓形或橢圓形,位置不定。析出氣孔多呈細小圓形或針頭狀,成群分布在鑄件斷面或某一局部區(qū)域內(nèi),內(nèi)壁較光滑而明亮。
3.1.2 縮孔和疏松
縮孔和疏松是由于金屬液冷卻凝固時體積收縮得不到液體金屬補縮而形成的缺陷。這些缺陷往往位于鑄件內(nèi)部,如表面機加工時未及缺陷深度,在烘缸出廠時呈閉合狀態(tài),難以被發(fā)現(xiàn)。在使用一段時間后,烘缸內(nèi)表面被蒸汽沖蝕,或外表面的磨缸等處理可能呈開口狀缺陷并被發(fā)現(xiàn),而且缺陷大小深度不一。例如,在DN2500 mm烘缸的虹吸管側(cè)軸孔周圍發(fā)現(xiàn)的縮孔,直徑達120 mm,深30 mm;在DN3000 mm烘缸的人孔凸緣密封面上發(fā)現(xiàn)一處縮孔,直徑達30 mm,深35 mm。這些缺陷,相當于減少了烘缸的壁厚,降低了烘缸的強度。
3.1.3 分層
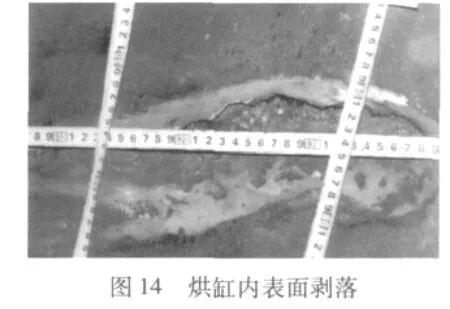
分層是由于鑄造時金屬液中了混入了熔渣、氣隙等而形成的,使用過程中經(jīng)蒸汽沖刷、冷凝水浸蝕及開停車熱脹冷縮等,分層不斷加劇,直至剝落。例如,在某臺DN2500 mm烘缸的缸體內(nèi)表面,發(fā)現(xiàn)分層剝落范圍為220 mm×150 mm,最深處為12 mm;在某臺DN3000 mm烘缸的缸體內(nèi)表面,發(fā)現(xiàn)分層剝落范圍為410 mm×50 mm,最深處為11 mm。在定期檢驗時,烘缸的缸體、缸蓋部位均發(fā)現(xiàn)過有分層、剝落的現(xiàn)象,見圖14。
3.1.4 裂紋
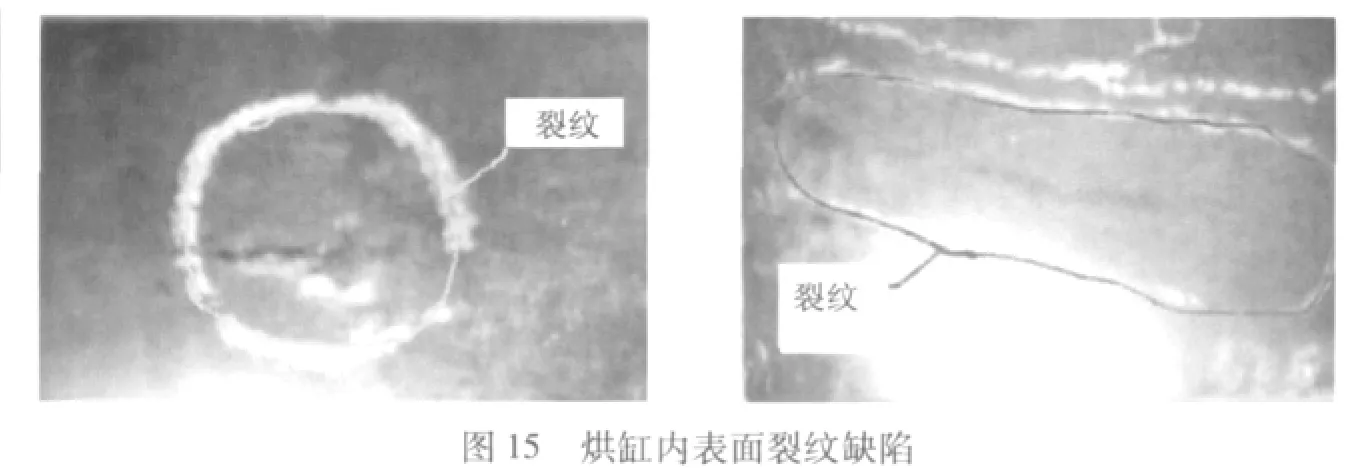
鋼液冷卻過程中由于內(nèi)應力 (熱應力和組織應力)過大、結(jié)構(gòu)拘束等使鑄件局部開裂,烘缸在使用過程中由于載荷等原因也可能形成裂紋。鑄件截面尺寸突變處,應力集中嚴重處,容易出現(xiàn)裂紋。在鑄鐵烘缸中,裂紋多出現(xiàn)在缸體凸緣過渡段 (小R部位)。圖15為內(nèi)表面裂紋缺陷,經(jīng)檢查發(fā)現(xiàn)的最大軸向裂紋長300 mm、開口寬度2 mm、深約10 mm。
烘缸缸蓋也易形成裂紋缺陷,且有不少裂紋為貫穿性裂紋。例如,定期檢驗中發(fā)現(xiàn)的DN1500 mm×25 mm烘缸缸蓋貫穿裂紋,L=810 mm,DN2500 mm×35 mm烘缸缸蓋貫穿裂紋,L=1050 mm。
3.2 造紙鑄鐵烘缸的定期檢驗方案[9]
造紙鑄鐵烘缸的鑄鐵材料屬于脆性材料,根據(jù)杭州地區(qū)3400臺鑄鐵烘缸的普查和檢驗研究,要求在造紙鑄鐵烘缸在線定期檢驗方案中應實施的主要檢驗項目包括:原始資料審查、宏觀檢驗、幾何尺寸檢驗、壁厚測定、表面檢測、硬度檢測、超聲波檢測、強度校核、耐壓試驗、安全附件檢查。
3.3 造紙鑄鐵烘缸的超聲波檢測方法[10-11]
針對造紙鑄鐵烘缸透聲性差、聲耦合差、干擾雜波多及結(jié)構(gòu)復雜的難點,通過試驗研究發(fā)現(xiàn),可以通過以下6個措施加以解決。
(1)透聲性差,從檢測儀器使探頭及檢測方法上進行改進。超聲波檢測儀器選用發(fā)射強度大、靈敏度余量高的設備;探頭選用靈敏度高的縱波雙晶探頭,并制作專用低頻探頭,頻率低則波長長,超聲波穿透性能好;檢測方法采用一次縱波法檢測,縱波波速快、波長長。
(2)針對聲能耦合差的問題,采用黏度較大的黃油或機油作耦合劑。
(3)針對干擾雜波多的問題,研制了專用的探頭。采用不同焦距的雙晶探頭,使波束能量更加集中到所需要檢測的部位,采用小角度探頭有利于降低干擾雜波;從而提高缺陷的檢出率。
(4)針對小R部位裂紋類缺陷檢測問題,根據(jù)小R部位厚度變化,采用不同焦距的雙晶大角度縱波探頭用一次波檢測。
(5)用縱波雙晶小角度 (5°)探頭檢測筒體和小R過渡區(qū)氣孔、縮孔及夾雜等缺陷。
(6)用縱波雙晶大角度 (42°)探頭檢測筒體和小R過渡區(qū)裂紋類缺陷。
3.4 造紙鑄鐵烘缸在線檢驗缺陷的處理
(1)造紙鑄鐵烘缸壁厚減薄涉及剩余壁厚的安全裕量,硬度降低涉及強度降低多少,兩者皆需要在在線檢驗的基礎上進行強度校核確定。
(2)氣孔、縮孔等缺陷使造紙鑄鐵烘缸在使用過程中易疏松脫落,縮孔擴大。針對上述缺陷應對烘缸進行強度計算校核,確保必須滿足強度計算要求。根據(jù)《造紙機械用鑄鐵烘缸技術條件》和《固定式壓力容器安全監(jiān)察規(guī)程》中關于表面缺陷可以用螺紋塞頭修補,但塞頭深度不得大于截面深度的40%,塞頭直徑不得大于塞頭深度,且不大于8 mm的規(guī)定進行適當放寬,氣孔、縮孔等類似圓形缺陷,若最大直徑≤4.0 mm,深度不大于截面深度的40%,可暫不處理;若最大直徑≤10.0 mm,深度不大于截面深度的40%,塞頭直徑不大于10 mm,安全狀況等級可判定為3 級[12]。
氣孔較多的烘缸在一定條件下可以鉚補,但補孔數(shù)增加,烘缸強度有所減弱,因此,規(guī)定在用烘缸缸面的補孔總數(shù)每平方米不得超過10個,且在任意100 mm×100 mm面積內(nèi)的補孔數(shù)不應超過10個。
(3)造紙鑄鐵烘缸在線檢驗過程中不允許出現(xiàn)裂紋,若發(fā)現(xiàn)裂紋缺陷,打磨消除后強度校核合格,可不影響正常定級,否則應判為5級不合格,必須報廢。對于深度小于2 mm的裂紋類缺陷,在線檢驗比較難以發(fā)現(xiàn),通過對此類裂紋缺陷的研究可知其基本處于安全評定的安全范圍內(nèi),可安全使用。
[1] 章春亮.Φ1500寬幅鑄鐵烘缸設計研究[J].輕工機械,2001(4):10.
[2] 章春亮.鑄鐵烘缸缸體與缸蓋聯(lián)結(jié)螺栓設計[J].中國造紙,2002,21(6):39.
[3] 徐 麗.鑄鐵缺陷無損檢測方法的研究現(xiàn)狀[J].鑄造,2002,51(9):11.
[4] 張東俊.非標準烘缸的檢驗及安全評定[J].中國造紙,1995,14(2):38.
[5] 李 蔚,馮 彬.進口造紙鑄鐵烘缸的檢驗與評定[J].中國造紙,1995,14(2):38.
[6] 黃雪坤,王志文.在用鑄鐵烘缸缺陷評定方法的研究與工程實踐[J].化工機械,1995,22(4):233.
[7] 劉 勇.鑄鐵超聲波檢測與裂紋高度測定的實際應用[J].化工機械,2005,29(2):42.
[8] 章春亮.烘缸法蘭不連續(xù)結(jié)構(gòu)的應力分析[J].中國造紙學報,2002,17(2):87.
[9] 承壓設備無損檢測,JB4730—2005[S].
[10] 造紙機械用鑄鐵烘缸技術條件,QB2551—2002[S].
[11] 造紙機械用鑄鐵烘缸設計規(guī)定,QB/T2556—2002[S].
[12] 固定式壓力容器安全技術監(jiān)察規(guī)程,TSG R0004—2009[S].CPP
On-line Testing of the Defects of Paper Machine Cast Iron Dryer
LI Wen-wei1,*DI Gang1FAN Wen-jia2
(1.Hangzhou Administration of Quality Control Supervision,Hangzhou,Zhejiang Province,310006;2.East China Normal University,Shanghai,200062)
Based on more than 3,400 tests on cast iron dryers in Hangzhou area,an ultrasonic testing technic with longitudinal wave doublecrystal probe was established.With this technic the volume defects were identified through testing the air holes,shrinkage cavities and inclusions in the dryer cylinder and small R transition zone with longitudinal wave double crystal probe at a small angle(5°),and the plane defects of deep cracks were found through testing the dryer cylinder and small R transition zone with longitudinal wave double crystal probe at a large angle(42°).It provided the solution to the issues of how to use the thickness measurement in regular online testing cast iron dryers to calculate their strength or compare with the design value,how to adjudge the low hardness value,how to determine the key parts foe online testing,how to conduct safety assessment of the cast iron dryers with small cracks.
papermaking;cast iron;dryer;defects;causes;test
TS734
A
0254-508X(2012)03-0030-06

李文煒先生,碩士;主要從事鍋爐、壓力容器等特種設備安全監(jiān)察、檢測及自動控制方面的研究工作。
(*E-mail:liwenwei5460@163.com)
2011-10-28(修改稿)
(責任編輯:趙旸宇)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12