APMP制漿工藝優化的實踐經驗
2012-11-22 05:20:00陳鵬
中國造紙 2012年4期
陳 鵬
(宜賓紙業股份有限公司,四川宜賓,644007)
APMP制漿工藝優化的實踐經驗
陳 鵬
(宜賓紙業股份有限公司,四川宜賓,644007)
通過優化APMP的工藝流程,降低了磨漿電耗,提升了漿料質量。在漂白過程中,采用一段預浸漂白和高濃漂白相結合,同時優化化學藥品用量,提高了漂白效率,滿足紙杯紙生產的要求,降低了制漿成本。
流程優化;汽蒸倉工藝參數優化;化工藥品優化;盤磨;漂白
宜賓紙業股份有限公司于1996年從加拿大引進一條先進的APMP(堿性過氧化氫機械漿)制漿生產線,流程包括木片洗滌、木片汽蒸軟化、木片預浸、木片漂白、二段高濃盤磨磨漿、消潛、篩選、濃縮。其核心設備為兩臺HSR54A/A盤磨機。由于資金等多方面原因,該生產線至1998年才重新進行土建施工,2000年開始進行設備安裝,2001年初斷續進行單機調試和生產調試,后因系統的固有缺陷,加之對核心設備盤磨機的使用認識不足,至2002年3月31日兩臺盤磨出現重大故障后,一直停產閑置。2003年3月該公司開始組織人員對該系統進行全方位技術攻關,至同年10月后系統進入正常生產。該系統的兩臺核心設備HSR54A/A盤磨機,目前全世界僅有5臺 (北歐2臺、福建龍巖紙業1臺、宜賓紙業2臺),其設計精巧、技術含量高、加工精度高,要求員工操作技能高。正式投入生產前,對其重大故障的處理,外方認為國內的技術水平跟不上,修復的可能性小,力主關鍵零部件送回加拿大修復。如何用好、維護好該設備成為該公司扭虧脫困的關鍵,通過技術攻關,該設備已能很好地滿足生產需要。由北京和利時公司對全英文集成控制系統 (DCS)進行全中文化技術改造,使部分控制系統國產化。2007年10月后,在設備正常運轉的情況下,又對APMP 3個汽蒸倉、一個反應倉出料螺旋和料塞螺旋的脫水進行改進[1]。特別是為了適應公司生產高質量紙杯紙,充分發揮APMP的產能,對APMP的后續漂白進行改進,增加了一套H2O2高濃漂白系統,從而提高了整條制漿的漂白質量,滿足公司生產高白度紙杯紙的質量要求。由于制漿過程中,噸漿電耗高,降低磨漿電能已經是一項重要課題。該公司APMP制漿系統通過對流程的優化,降低了磨漿電耗,由2008年平均電耗1985 kWh/t漿 (絕干,下同),降低到現在的平均1750 kWh/t漿,平均降低電耗235 kWh/t漿。取得了較好的效果,現將流程優化的情況分述如下。
1 降低電耗方面采取的工藝優化措施
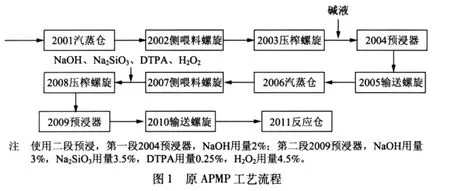
1.1 將原來APMP兩段壓榨預浸改為一段預浸
1.1.1 原工藝流程 (見圖1)
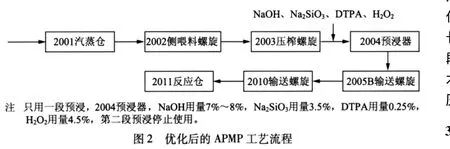
1.1.2 優化后的工藝流程 (見圖2)
1.2 流程優化后減少使用的設備和電機電耗
流程優化后減少使用的設備和電機功率見表1。
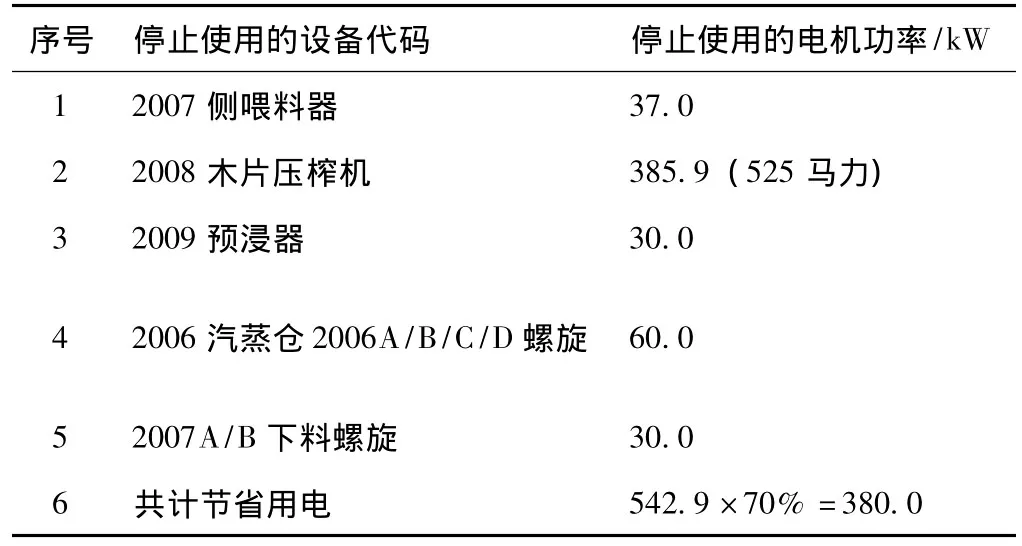
表1 流程優化后減少使用的設備和電機功率
通過流程優化,停用部分設備,減少了用電消耗。從生產過程分析,采用只開一段壓榨、預浸,其一段壓榨后效果較好,能夠滿足一段帶壓盤磨磨漿要求,使流程生產實用、通暢、減少堵塞、提高產量,降低了電耗。
2 1001、2001汽蒸倉工藝參數的優化
1001 、2001汽蒸倉工藝參數的優化見表2所列。通過優化汽蒸倉,1001汽蒸倉料片噴堿加熱、使預浸提前在1001汽蒸倉,由于1001汽蒸倉體積大,保持1001汽蒸倉高料位,使木片溫度提高 (停留時間延長),木片軟化效果好,為只開一段預浸提供了條件,同時也為2003木片壓榨機提高了軟化效果,降低壓榨電耗。
3 化學藥品用量的優化
化學藥品用量的優化見表3所列。
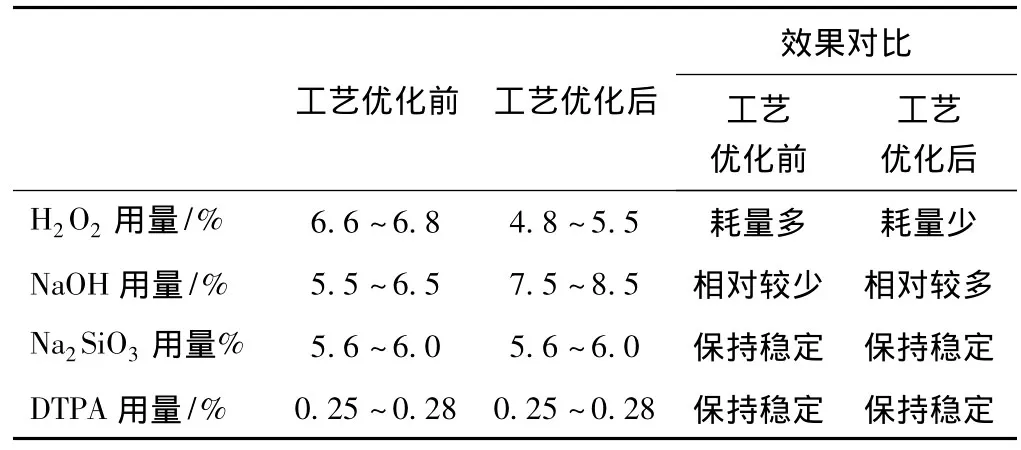
表3 化學藥品用量的優化
4 兩臺盤磨磨漿功率的優化和篩選工藝的優化
兩臺盤磨磨漿功率的優化和篩選工藝的優化見表4所列。
4.1 工藝優化前后的電耗統計情況
工藝優化前后的噸漿電耗見表5。
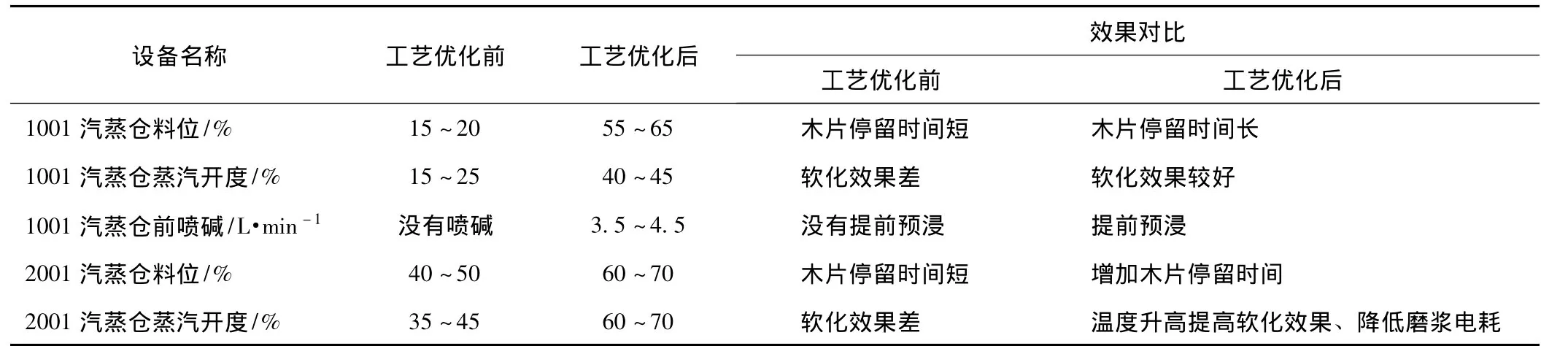
表2 1001、2001汽蒸倉工藝參數的優化
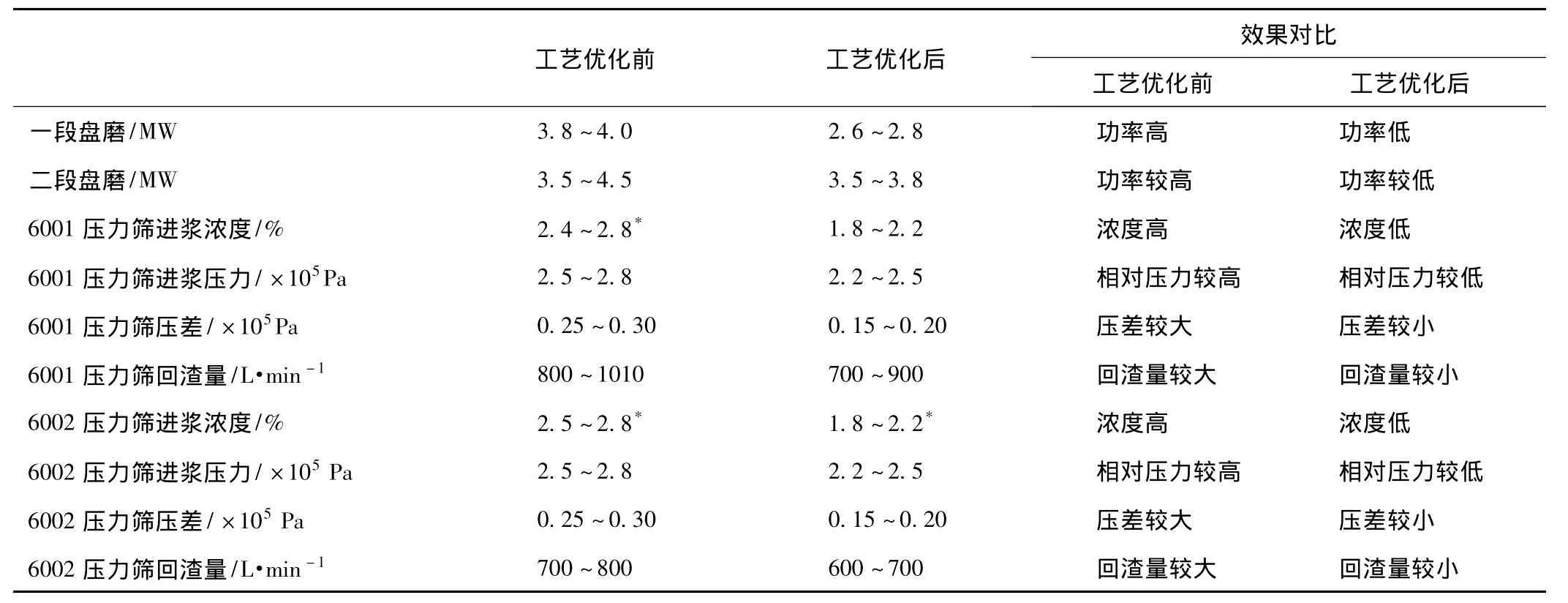
表4 兩臺盤磨磨漿功率的優化和篩選工藝的優化
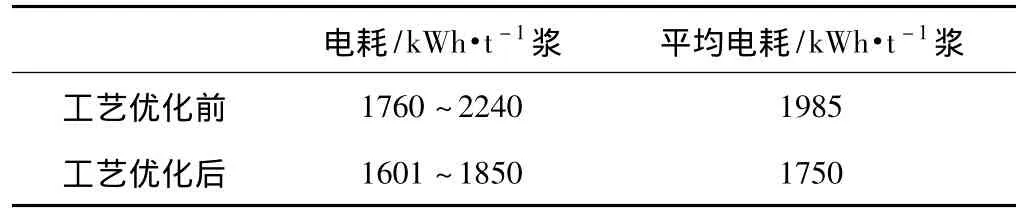
表5 工藝優化前后噸漿電耗比較
由表5可以看出,工藝優化后,平均電耗降低了235 kWh/t漿;根據2007年6月15日國家發展和改革委員會節能信息傳播中心印發的《企業節能管理技術指南》的標準0.343 t標煤發電1000 kWh計算,噸漿節約標煤80.6 kg/t漿。
按化學機械木漿單位產品綜合能耗為1100 kg標煤/t漿進行評估,2008年1—12月優化前單位產品綜合能耗為680.9 kg標煤/t漿,進行優化后單位產品綜合能耗為600.3 kg標煤/t漿,說明利用闊葉木∶馬尾松=(70% ~80%)∶(30% ~20%)的原料配比,采取以上優化工藝,其單位產品綜合能耗遠低于國家對新建化學機械漿生產線的能耗標準,在同行業中處于較先進水平。
4.2 后續漂白優化增加一套H2O2高濃漂白設備
由于中濃漂白后漂白漿原來設計是配抄高檔書寫紙,白度設計要求為:70%以上 (全馬尾松原料),生產實際中平均白度只有73.1%左右,達到設計要求,但要滿足生產高端紙杯紙用漿的要求,最高白度必須達到78%以上。基于以上考慮,同時在獲取中濃漂白生產數據的基礎上,后續增加高濃漂白。生產中濃漂白漿的相關數據見表6和表7。中濃漂白化學藥品用量見表8。
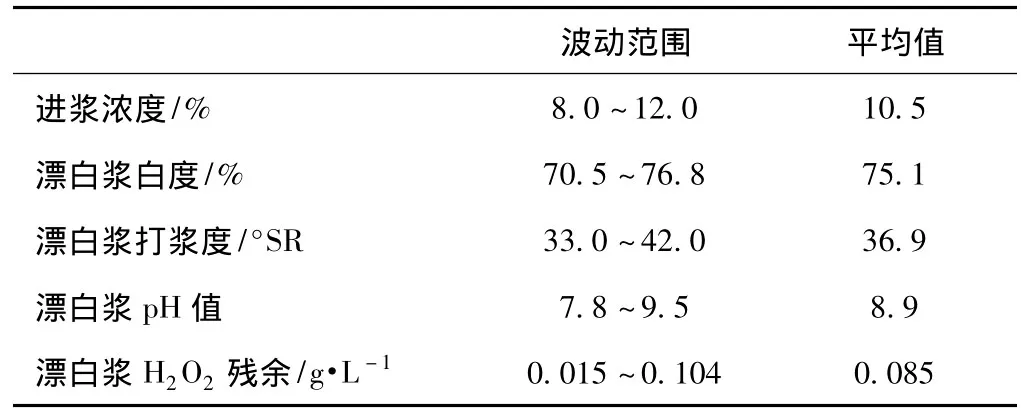
表6 全楊木漿中濃漂白
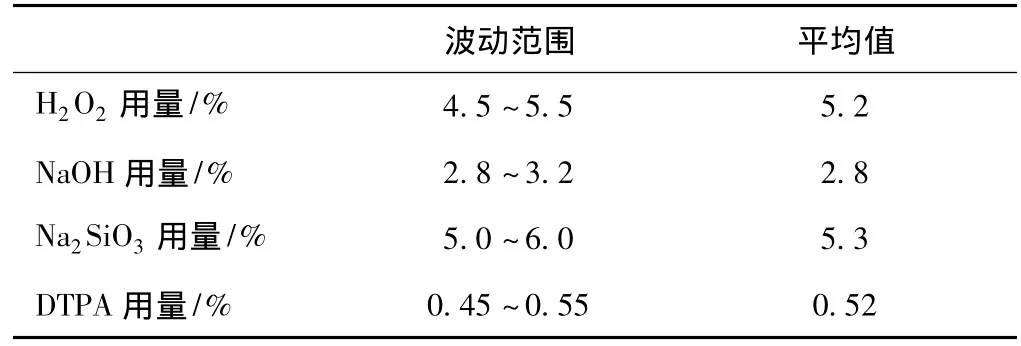
表8 中濃漂白化學藥品用量
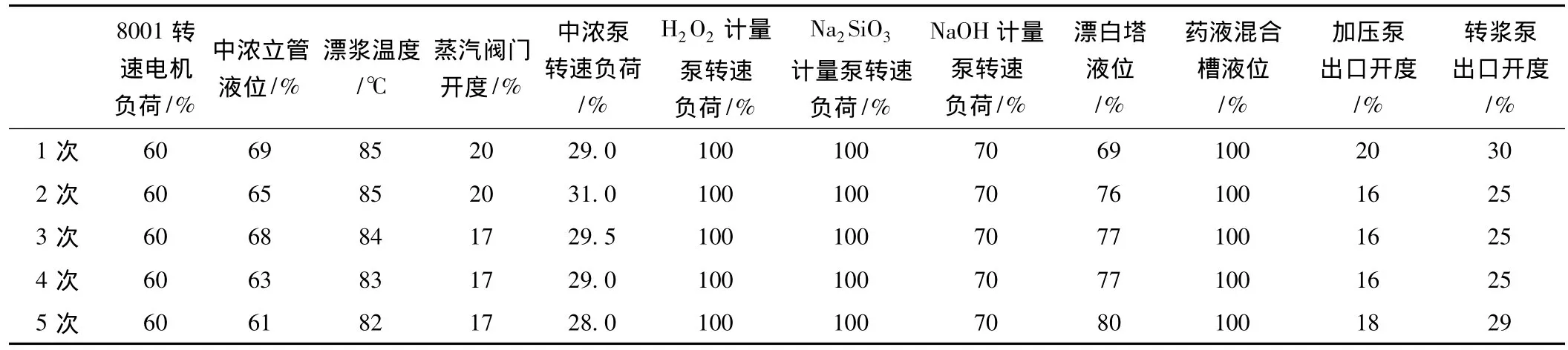
表7 中濃漂白工藝參數
針對中濃漂白漿白度偏低,公司及時調整技改方向,于2007年后開始著手優化APMP工藝流程,計劃增加高濃漂白系統,從而滿足公司新品開發的需求。高濃漂白漿于2008年初開始生產,5月起全面停用中濃漂白漿。高濃漂白漿相關數據見表9、表10。
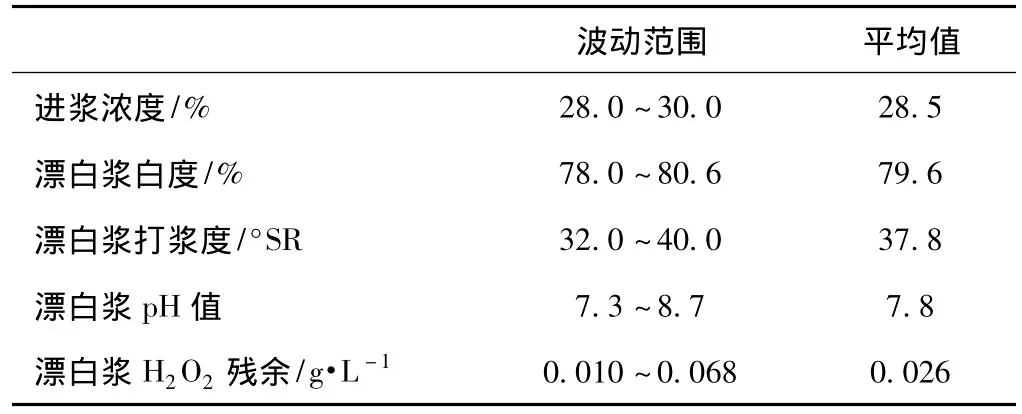
表9 全楊木漿高濃漂白
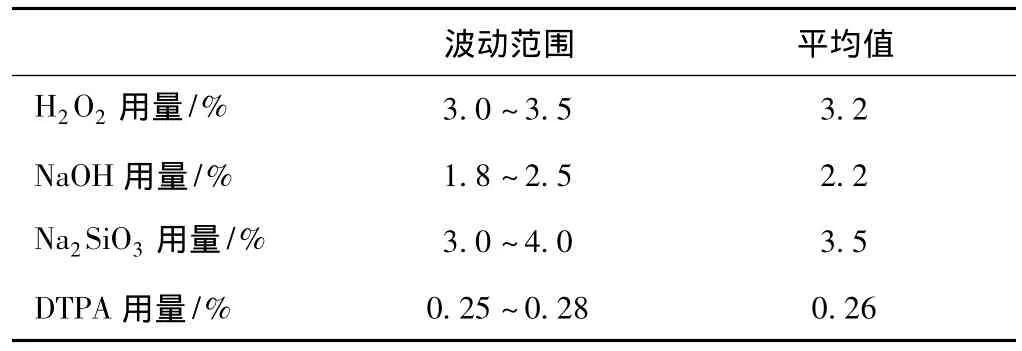
表10 生產高端紙杯紙用高濃漂白漿的化學藥品消耗情況
高濃漂白生產高端紙杯紙用漿白度與中濃漂白漿白度相比,白度增加4.5個百分點,而H2O2用量降低2.0個百分點,說明高濃漂白的漂白效率高,H2O2用量較低,白度提升較快。
4.2.1 原中濃漂白工藝流程 (見圖3)
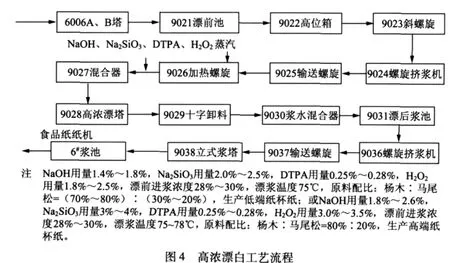
4.2.2 后續增加的高濃漂白工藝流程 (見圖4)
4.2.3 中濃漂白與高濃漂白的比較 (見表11)
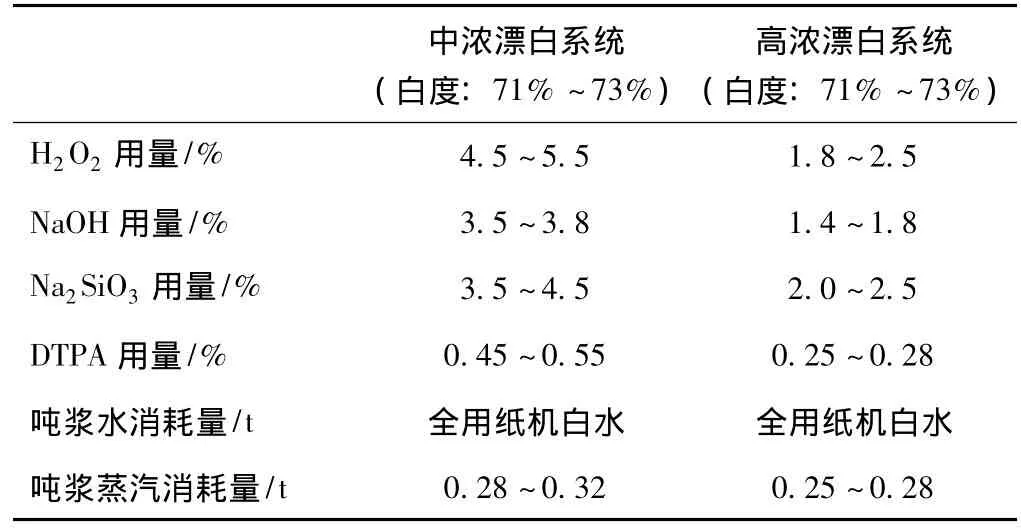
表11 中濃漂白與高濃漂白的比較

由表11可以看出,以相同原料配比 (楊木∶馬尾松=(70% ~80%)∶(30% ~20%))的APMP漿進行中濃漂白和高濃漂白,生產白度為71%~73%的中檔紙杯紙用漿,與中濃漂白相比,其高濃漂白噸漿H2O2用量降低27~30 kg/t漿 (液體H2O2用量降低為98~109 kg/t漿),噸漿NaOH用量降低11~20 kg/t漿;噸漿Na2SiO3用量降低15~20 kg/t漿,噸漿 DTPA用量降低2.0~2.7 kg/t漿 (按2008年10月份財務成本價計算)。噸漿高濃漂白比中濃漂白節約150~171元/t漿。按每天生產100 t中檔紙杯紙用漿算,比中濃漂白節約1.6萬元左右,其降耗增效明顯。
5 工藝優化前后的各項指標對比
工藝優化前后的各項指標對比見表12。由表12可以看出,相同原料配比的APMP漿經高濃漂白和中濃漂白后,高濃漂白漿打漿度和撕裂指數比中濃漂白漿低。
6 錯峰用電
(1)根據生產需要,對APMP生產班的運作方式進行了調整。8:00~21:00,主要是后續高濃漂白進行漂白漿生產 (高濃漂白噸漿電耗為110 kWh/t漿),21:00到第二天早上8:00為半漂白漿和高濃漂白漿的生產。若遇供漿量大,晚班在21:00后開始啟動兩臺盤磨,22:00后開始加壓,但絕大部分時間都是在用電的低谷段進行生產。
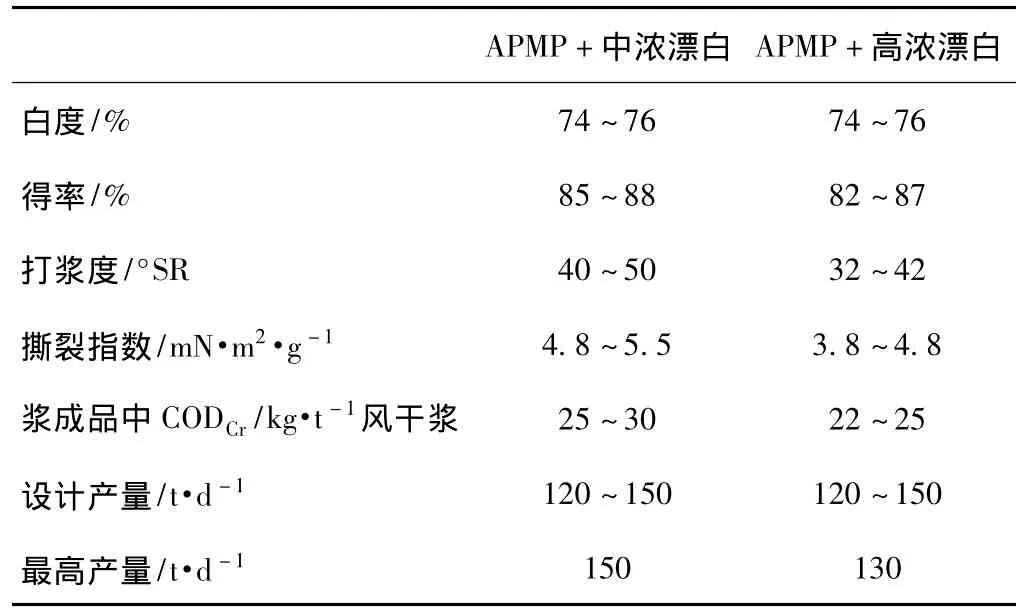
表12 工藝優化前后各項指標對比
(2)錯峰用電的成本比較。若按用電的高峰段進行生產,為0.76元/kWh(2009年不含稅),若按用電的平谷段進行生產,為0.49元/kWh(2009年不含稅),若按用電的低谷段進行生產,為0.29元/kWh(2009年不含稅)。按每班生產50 t漿進行計算,低谷段用電費用為:50×1750×0.29=25375(元/班),高峰段用電費用為:50×1750×0.76=66500(元/班),那么錯峰用電,只開低谷段每班節約用電費用:41125元。
7 結語
7.1 優化后生產表明,摻用APMP高白度漿40%~50%與其他漿搭配生產135~280 g/m2紙杯原紙優等品是完全可行的,從2008年至今,生產的紙杯紙為該廠創造了較好的經濟效益,成為該公司贏利的主要生產車間。
7.2 優化工藝流程使電耗降低了235 kWh/t漿 (絕干,下同),占優化前噸漿總用電量 (1985 kWh/t漿)的10.4%。按APMP每年生產32000 t漿計算,每年可為該公司節約用電752萬kWh。
7.3 增加高濃漂白工藝流程后,APMP漂白漿流程由原來只提供生產高檔書寫紙用漿,到現在還能完全滿足生產高端和低端紙杯紙用漿的要求。并且用全楊木為原料,能使漂白漿白度指標穩定達到78%,白度比中濃漂白漿高4.5個百分點。化學品消耗比中濃漂白還低。在生產高端紙杯紙用漿時,H2O2用量比中濃漂白低72 kg/t漿 (液體H2O2);NaOH用量比中濃漂白低6 kg/t漿;Na2SiO3用量比中濃漂白低17.6 kg/t漿;DTPA用量比中濃漂白低2.6 kg/t漿;最終達到了降耗增效的目的。
[1] 林艷提.淺談瑞豐紙業化機漿工藝及設備的選擇[J].中國造紙,2007,26(9):31.
Energy Saving and Pulp Quality Upgrading by Optimizing the APMP Technology
CHEN Peng
(Yibin Paper Industry Co.,Ltd.,Yibin,Sichuan Province,644007)
Energy saving and pulp quality upgrading were achieved by optimizing the technology of the APMP production line.Bleaching efficiency was increased and pulping cost was decreased by using the combination of pre-bleaching and HC bleaching as well as optimizing the chemical dosages.
flow optimization;technological parameter optimization of steaming warehouse;chemicals dosages optimization;refiner;bleaching
TS743+.3
B
0254-508X(2012)04-0050-05

陳 鵬先生,助理工程師;主要從事工程技術管理工作。
(E-mail:chenpeng9877654zzz@163.com)
2011-11-11(修改稿)
(責任編輯:趙旸宇)
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
