帶張力軋制鋁管的有限元分析
2012-11-18 08:02:50楊小城雙遠華胡建華
重型機械 2012年2期
關鍵詞:有限元
楊小城,雙遠華,胡建華
(太原科技大學機械電子工程學院,山西 太原 030024)
0 前言
三輥連軋管機是目前最新的無縫鋼管連軋管機,可以有效提高產品質量、降低成本、提高效益[1]。連軋管機軋制過程中軋件的變形比較復雜,存在材料、幾何雙重非線性。因此采用有限元方法來研究三輥連軋過程中張力對力能參數的影響。劉立文等人[2]通過有限元法研究了張力對板帶軋制變形的影響,王會廷等人[2]通過有限元法研究了張力對減定徑軋制中軋件變形的影響。
三輥連軋管機是通過調節(jié)各機架軋輥轉速進行張力調節(jié),為了定量分析張力對管材軋制力能參數的影響,本文采用有限元法對帶張力軋制鋁管進行了研究,討論了在單機架軋制過程中施加不同前張力、后張力時對力能參數的影響。為了驗證有限元模擬的準確性,本文通過實驗研究對比,二者比較吻合。
1 有限元模型建立
1.1 三輥單機架軋管機軋制過程模型
1.2 單元類型
連軋無縫鋼管在軋制變形過程中,既存在塑性變形,也存在彈性變形,因此,采用三維彈塑性有限元方法進行研究。在ANSYS/LS-DYNA顯式動力學分析軟件中,分析規(guī)則的三維實體軋件和芯棒變形時采用8節(jié)點實體單元即SOLID164單元[4]。為了節(jié)省單元,將軋輥的單元選為SHELL163殼單元。為了提高計算精度,網格劃分較細,軋輥的單元數為21960,軋件的單元數為86400,芯棒的單元數為10400。

圖1 三輥單機架軋制過程有限元模型Fig.1 FEM model for rolling process of three-roll single mill
1.3 材料模型
在有限元數值模擬過程中主要考慮軋件的彈塑性變形,忽略軋輥和芯棒的變形。將軋輥和芯棒視為剛性體,定義為剛體材料模型。將軋件定義為多線性隨動強化Cowper-symonds模型,根據試驗得到如圖2所示的應力與應變數據。

圖2 真實應力-應變曲線Fig.2 True stress-strain curves
計算過程中,軋輥的材料選用20CrMoH,芯棒的材料選用40Cr,軋件的材料選用純鋁,該軋制過程為常溫冷軋。各材料屬性值如表1所示。

表1 計算材料屬性值Table 1 Parameters of material attribute
1.4 接觸條件
(1)接觸類型。在 ANSYS/LS-DYNA分析中,為了充分定義在顯式動力學分析中軋件與軋輥和芯棒表面之間復雜的相互作用,選用自動面面接觸(ASTS)類型。這種接觸類型對于物體有大量相對滑移時很有效,且面面接觸算法自動記錄所有的接觸反作用力。
(2)摩擦系數。接觸摩擦系數是由靜態(tài)摩擦系數(FS)、動態(tài)摩擦系數(FD)和指數衰減系數(DC)來確定的。假定摩擦系數與接觸表面的相對速度vrel有關,則

本模擬中參考有關資料與經驗數據[6],取軋輥與鋁管間FS=0.35、FD=0.3,管村與芯棒間FS=0.1、FD=0.08。并取DC=0。
1.5 載荷參數
在單機架軋制過程中,軋輥轉速為1.36 rad/s,芯棒速度為0.204 m/s,毛管初速度為0.2 m/s時,根據不同張力的情況分為:①不帶張力時軋制;②前張力為0 N,后張力為7800 N,在1.5 s時作用在鋁管的尾部;③前張力為6000N在1 s時作用在鋁管的前部,后張力為7800 N在1.5 s時作用在鋁管的尾部;④前張力為8000 N在1 s時作用在鋁管的前部,后張力為7800 N在1.5 s時作用在鋁管的尾部;⑤前張力為6000 N在1 s時作用在鋁管的前部,后張力為0 N。
2 單機架鋁管軋制過程數值模擬結果分析
2.1 張力對軋制力的影響
通過圖3可以看出張力對軋制力的影響。圖3b與圖3a相比,后張力在1.5 s時作用在鋁管尾部,圖3b中在1.5 s時軋制力減小8000 N。圖3c與圖3a相比,6000 N的前張力在1 s時作用在鋁管的前部時,軋制力減小13900 N,7800 N的后張力在1.5 s時作用在鋁管尾部,圖3c中在1.5 s時軋制力又減小7300 N。圖3d與圖3a相比,8000 N的前張力在1 s時作用在鋁管的前部時,軋制力減小26730 N,7800 N的后張力在1.5 s時作用在鋁管尾部,圖3d中在1.5 s時軋制力又減小7200 N。圖3e與圖3a相比,6000 N的前張力在1 s時作用在鋁管的前部時,軋制力減小14000 N。由此可知,增加前張力、后張力可以明顯減少軋制過程中的軋制力,軋制力的減少對軋輥的磨損有很好的減輕作用。
1. 潛艇組與岸勤組腎結石的患病率:某部官兵腎結石患病率為3.1%,潛艇組與岸勤組腎結石的患病率分別為3.2%和2.7%,差異無統(tǒng)計學意義(P>0.05)。另做亞組分析:低、中、高年資官兵潛艇組與岸勤組腎結石的患病率差異無統(tǒng)計學意義 (P>0.05)。見表1。
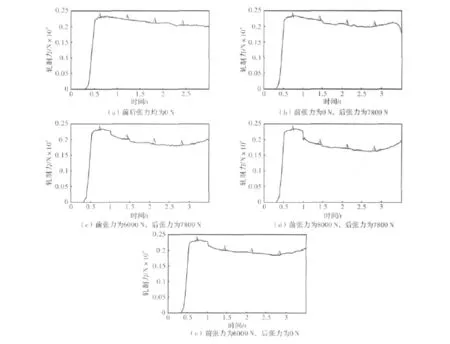
圖3 不同張力時軋制力的變化Fig.3 Variation of rolling force with tension
2.2 張力對芯棒軸向摩擦力的影響
通過圖4可以看出張力對芯棒軸向摩擦力的影響。與圖4a相比,圖4c與圖4d在同時帶前張力和帶后張力的時候芯棒軸向摩擦力有一定的降低,圖4b與圖4e僅在后張力與前張力的時候芯棒軸向摩擦力有一定的降低,但是變化不大。芯棒軸向摩擦力的降低對芯棒磨損的減輕也有一定的作用。
2.3 張力對金屬延伸率的影響
通過圖5可以看出張力對金屬延伸率的影響。鋁管在軋制前的長度為500 mm,在不帶張力的時(圖5a),軋制后鋁管的長度為675 mm;在僅有后張力為7800 N(圖5b)軋制后鋁管的長度為700 mm,較之不帶張力時增長25 mm;在前張力為6000 N、后張力為7800 N時(圖5c),軋制后鋁管的長度為705 mm,較之不帶張力時增長30 mm;在前張力為8000 N、后張力為7800 N時(圖5d)軋制后鋁管的長度為710 mm,較之不帶張力時增長40 mm;在僅有前張力為6000 N時(圖5e)軋制后鋁管的長度為703 mm,較之不帶張力時增長28 mm。由此可以看出增加前張力、后張力可以增加金屬的延伸率。
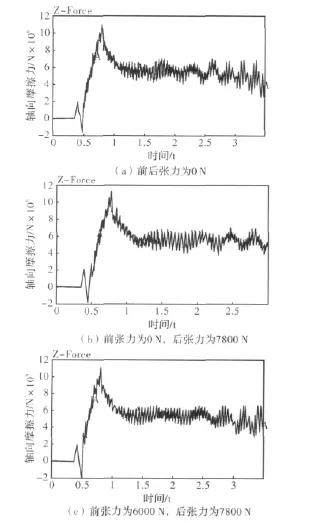
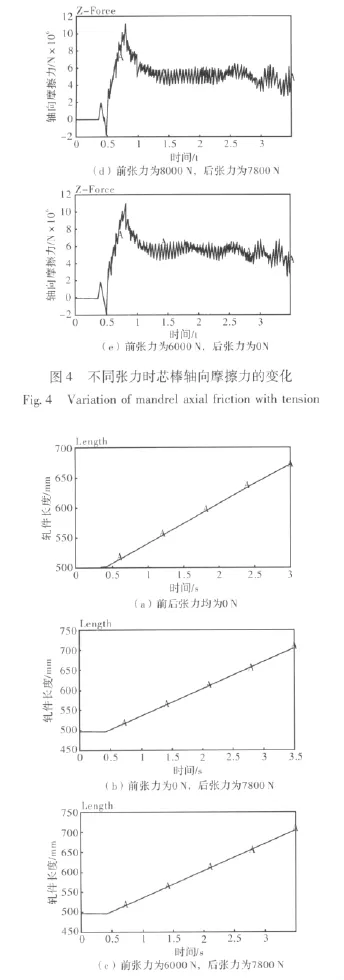

圖5 不同張力時鋁管長度的變化Fig.5 Variation of aluminum tube length with tension
3 實驗與模擬分析對比
實驗設備為50試驗型連軋機,如圖6所示。后張力主要由上料裝置控制,前張力由下料裝置控制。工作過程中,上料裝置的夾送油缸活塞桿全部縮回,夾緊油缸活塞桿全部縮回,下料裝置的夾送油缸活塞桿全部伸出,夾緊油缸活塞桿全部縮回,等待管材軋入,當管材軋入一段時間后,人工控制將上料裝置的夾緊塊夾緊管材的尾部,由PLC控制夾緊的同時上料裝置的夾送油缸開始伸出,伸出油缸的速度小于管材的軋入速度,以防管材堆鋼,同時與管材之間形成張力,當軋件通過軋機主體后,下料裝置的夾緊塊夾緊管材的頭部,由PLC控制夾緊的同時下料裝置的夾送油缸開始回縮,回縮油缸的速度大于管材的軋入速度,以防管材堆鋼,同時與管材之間形成張力,上料裝置與下料裝置的伸出油缸的壓力可由壓力表直接讀出。
利用電阻應變式傳感器測量法,輔以智能信號采集處理儀,對機架軋制力進行數據采集、處理、分析后得到各種軋制情況下的軋制力變化如下:
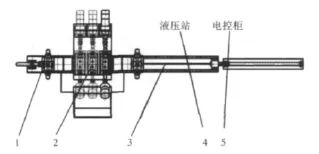
圖6 I50試驗型連軋機Fig.6 I50experiment continuous rolling mill
(1)前張力為0 N,后張力為7800 N時,在后張力時產生作用時模擬計算軋制力減小8000 N,實驗測得軋制力減小6352 N;
(2)前張力為6000 N,后張力為7800 N時,在后張力產生作用時模擬計算軋制力減小7300 N,實驗測得軋制力減小6242 N,在前張力產生作用時模擬計算的軋制力減小13900 N,實驗測得軋制力減小11864 N;
(3)前張力為8000 N,后張力為7800 N時,在后張力產生作用時模擬計算軋制力減小7200 N,實驗測得軋制力減小6318 N,在前張力產生作用時模擬計算軋制力減小26730 N,實驗測得軋制力減小23542 N;
(4)前張力為6000 N,后張力為0 N時,在前張力產生作用時,模擬計算軋制力減小14000 N,實驗測得軋制力減小12036 N。
通過實驗與有限元模擬分析比較,有限元計算值與實驗數據比較接近,因此使用有限元方法在連軋管機設計與研究工作中有一定的指導意義。
4 結論
(1)通過對三輥單機架軋管過程進行有限元模擬分析,可以再現整個軋制過程,計算出軋制力、芯棒軸向摩擦力以及金屬流動情況,為三輥連軋機孔型設計和實際生產中軋輥輥速調整等生產工藝的制定提供參考依據。
(2)前后張力對軋制力分析表明,不論是前張力還是后張力,張力越大,軋制力越小。
(3)前后張力對芯棒軸向摩擦力分析表明,增加前后張力可以相應減小一定的芯棒軸向摩擦力,但是影響不太大。
(4)前后張力對金屬延伸率分析表明,不論是前張力還是后張力,張力越大,金屬延伸率越大。
[1] 嚴澤生,孫強,莊鋼.PQF生產工藝[J].鋼管,2006,35(1):37-42.
[2] 劉立文,張樹堂,武志平.張力對冷軋板帶變形的影響[J].鋼鐵,2000,35(4):37-39.
[3] 王會延,章靜,閻軍.張力對減定徑軋制中軋件變形影響的有限元分析[J].鋼鐵研究,2008,36(1):26-29.
[4] 高秀華,李小榮.PQF三輥連軋管機軋制過程的有限元分析[J].塑性工程學報,2009,16(3):107-110.
[5] 嚴澤生,現代熱連軋無縫鋼管生產[M].北京:冶金工業(yè)出版社,2009,75-89.
[6] 李國禎,現代鋼管軋制與工具設計原理[M].北京:冶金工業(yè)出版社,2006,213-229.
[7] P.Sobkowiak Experimental investigation on the states of strain and stress occurring in the metal during the continuous tube-rolling process[J].Journal of Materials Processing Technology,1996,61(4):347-353.
[8] W.Dobrucki,P.Sobkowiak.Laboratory investigation of the continuous seamless-tube rolling process(mandrel mill process)using models[J].Journal of Mechanical Working Technology,1989,19:285-294.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
