連鑄異鋼種連澆中間包內(nèi)鋼液流動(dòng)的數(shù)值模擬
2012-11-18 08:02:54康瑞泉
重型機(jī)械 2012年2期
關(guān)鍵詞:質(zhì)量
孟 娜,余 嘉,劉 嵐,康瑞泉
(中國重型機(jī)械研究院有限公司,陜西 西安 710032)
0 前言
連鑄工藝要求具有低能耗、高效率、高產(chǎn)量、高質(zhì)量等特點(diǎn)。隨著生產(chǎn)鋼種的增加和對(duì)連鑄生產(chǎn)效率要求的進(jìn)一步提高,越來越多的鋼廠傾向于在同一連鑄機(jī)上多爐連澆不同的鋼種,即:在快澆完一個(gè)鋼種時(shí),接著澆注另一個(gè)鋼種,因此,一段時(shí)間內(nèi)中間包中將出現(xiàn)兩鋼種混合的情況。生產(chǎn)出來的這段鑄坯既不屬于第一種鋼種,也不屬于第二種鋼種,就將其稱為交接部鑄坯。實(shí)際生產(chǎn)過程中,希望有較小的過渡坯長度,以達(dá)到較高的金屬收得率。
異鋼種連澆過程中,國內(nèi)某鋼廠經(jīng)常出現(xiàn)混澆時(shí)間長,過渡坯量多,且切割時(shí)交接部位置不能準(zhǔn)確確定等問題。本文結(jié)合該廠的實(shí)際生產(chǎn)情況,利用流體動(dòng)力學(xué)理論與模型方法計(jì)算,研究拉速大小和液面高度(即混澆時(shí)中間包內(nèi)剩余舊鋼液量)對(duì)混澆時(shí)間和過渡坯長度的影響。具體內(nèi)容包括:設(shè)計(jì)六種澆注工況,定量分析拉速和液面高度對(duì)混澆過程的影響,各工況的具體參數(shù)見表1。其中工況1、2、3是只改變拉速大小,研究拉速大小對(duì)中間包內(nèi)鋼液混合過程的影響;工況4、5、6只改變液面高度,研究中間包內(nèi)剩余鋼液量對(duì)過渡時(shí)間的影響。

表1 不同工況的工藝參數(shù)Table 1 Technical parameters under different working condition
1 數(shù)學(xué)模擬
1.1 幾何模型
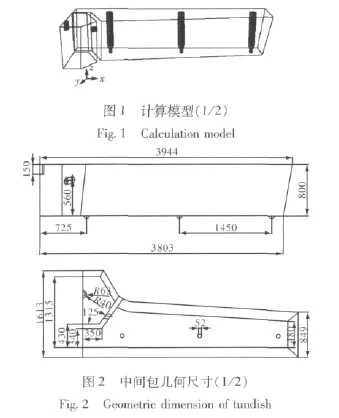
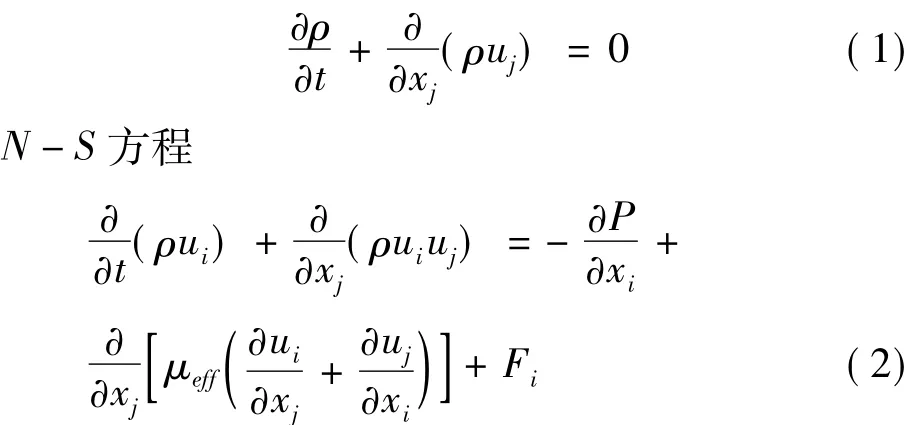
該六流T型40 t中間包的基本包型為幾何對(duì)稱結(jié)構(gòu),正常澆鑄時(shí)六流鑄坯斷面與拉速(通鋼量)一致,中間包鋼水的流動(dòng)狀態(tài)同樣具有對(duì)稱性,因此取鋼水所在區(qū)域的一半作為流體動(dòng)力學(xué)計(jì)算域,計(jì)算域以中間包下水口中心線與對(duì)稱面底部的交點(diǎn)為坐標(biāo)原點(diǎn),分別以長、高、寬(T型方向)為x、y、z軸正方向,建立直角坐標(biāo)系,如圖1所示。其中模型計(jì)算中涉及的有關(guān)中間包幾何結(jié)構(gòu)參數(shù)如圖2所示。
2.2 中間包內(nèi)流體流動(dòng)的數(shù)學(xué)模型
鋼液在中間包內(nèi)的實(shí)際流動(dòng)是一個(gè)復(fù)雜的過程。考察連鑄生產(chǎn)澆鑄過程,可作如下假設(shè):
(1)中間包內(nèi)鋼水的流動(dòng)為湍流流動(dòng);
(2)中間包液面為自由液面,忽略保護(hù)渣層的影響;
(3)不考慮溫度波動(dòng)對(duì)鋼水密度的影響,即鋼水密度取常數(shù)。
中間包內(nèi)鋼水流動(dòng)的主要控制方程有:連續(xù)性方程、動(dòng)量方程(N-S方程)以及描述湍流的k-ε方程,并采用傳質(zhì)方程來描述異鋼種混合過程,具體表達(dá)式如下
連續(xù)性方程
標(biāo)準(zhǔn)雙方程湍流模型
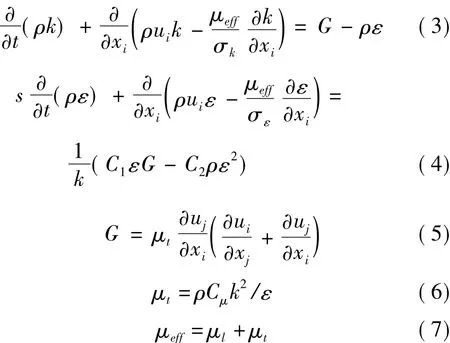
傳質(zhì)方程
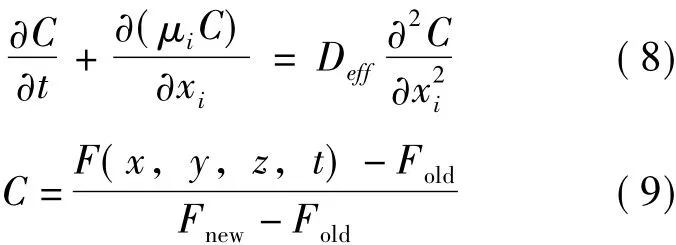
式中,ui、uj為i和j方向的速度;xi、xj為 i和j方向的坐標(biāo)值;ρ為鋼液密度;P為壓強(qiáng);μeff為有效粘度系數(shù),由湍流模型決定;Deff為湍流有效擴(kuò)散系數(shù);C為相對(duì)濃度;k為湍動(dòng)能;ε為湍動(dòng)能耗散率;G為湍動(dòng)能產(chǎn)生項(xiàng);μl和μt分別為層流和湍流粘性系數(shù);模型中的5個(gè)常數(shù)采用Lauder和Spalding所推薦的數(shù)據(jù)C1=1.43,C2=1.93,CD=0.09,σk=1.00,σε=1.00。F(x,y,z,t)為給定元素在中間包某一位置的體積分?jǐn)?shù),F(xiàn)old和Fnew分別為元素在新舊鋼種中所占的體積分?jǐn)?shù)。
2.3 邊界條件
(1)中間包上表面。opening邊界條件,該邊界條件只允許空氣自由進(jìn)出(設(shè)置入口回流中空氣的體積分?jǐn)?shù)為1),鋼液不能自由進(jìn)出。其壓力設(shè)置為一個(gè)大氣壓;
(2)水口入口。給定質(zhì)量流量;
(3)出口。出口物質(zhì)為鋼液,設(shè)為速度出口,速度方向沿y軸負(fù)方向,其值根據(jù)拉速求得;
(4)中間包壁和水口壁。采用無滑移邊界條件,壁面附近流場(chǎng)采用標(biāo)準(zhǔn)壁面函數(shù)計(jì)算,并且在所有固體表面上,各組分的質(zhì)量傳輸為零;
(5)對(duì)稱面(YOZ)。速度及其他變量的法向?qū)?shù)為零。
2.4 數(shù)值求解
本研究采用四面體對(duì)計(jì)算域進(jìn)行網(wǎng)格劃分,為了使計(jì)算結(jié)果準(zhǔn)確,對(duì)入口和出口處進(jìn)行網(wǎng)格細(xì)化,模型的總網(wǎng)格數(shù)目約為22萬。采用分離求解器,隱式法離散方程。計(jì)算過程中涉及的連鑄工藝參數(shù)見表2。
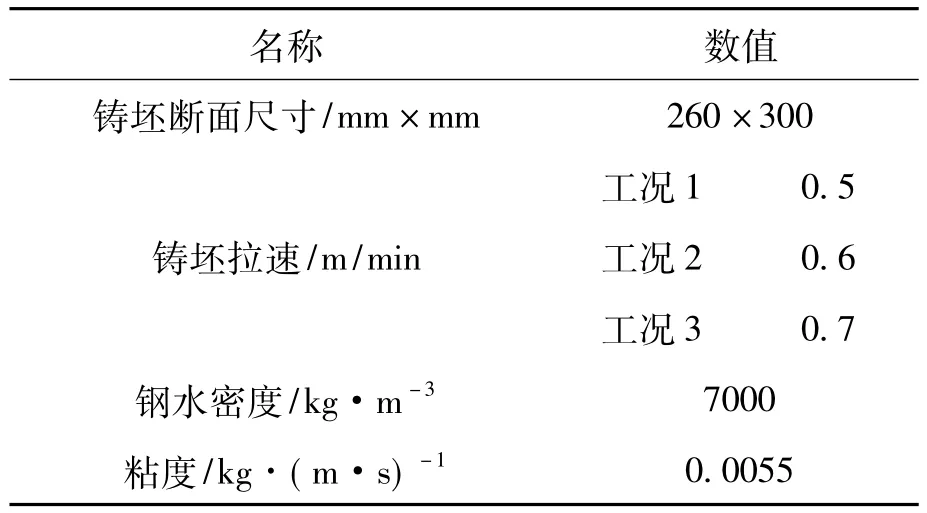
表2 連鑄工藝參數(shù)Table 2 Technological parameters of continuous casting
3 計(jì)算結(jié)果與分析
3.1 拉速對(duì)異鋼種連澆的影響
異鋼種連澆過程中,工況1、2、3為:入口流量(46.42 kg/s)和液面高度(400 mm)保持不變,只改變拉速大小,研究拉速變化對(duì)混合時(shí)間和過渡坯長度的影響。圖3、圖4為新鋼液擴(kuò)散圖,不同顏色代表不同的質(zhì)量分?jǐn)?shù),具體數(shù)值已在圖中標(biāo)出。
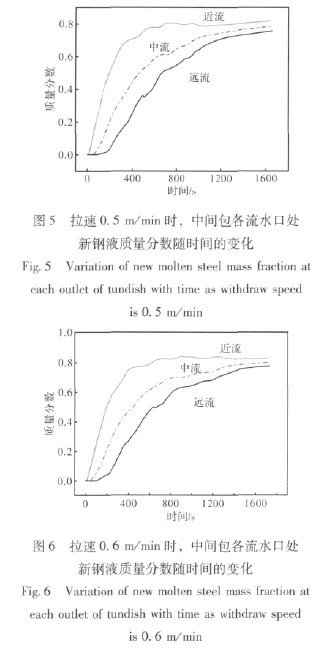
圖5至圖7為不同拉速下中間包各流水口處新鋼液質(zhì)量分?jǐn)?shù)隨時(shí)間的變化曲線,橫軸代表時(shí)間,從新鋼液開始澆注時(shí)計(jì)算,縱軸代表各流水口截面上新鋼液的質(zhì)量分?jǐn)?shù)。表3為不同拉速下,各流水口處新鋼液達(dá)到不同質(zhì)量分?jǐn)?shù)時(shí)所對(duì)應(yīng)的時(shí)間。
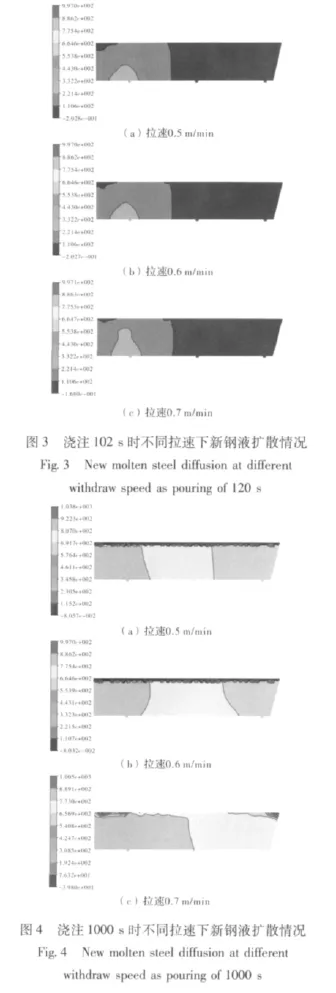
為了定量分析新鋼液到達(dá)各流水口的時(shí)間,假設(shè)新鋼液質(zhì)量分?jǐn)?shù)達(dá)到0.001的時(shí)刻為初始時(shí)刻,結(jié)合圖表分析可知,各流水口(近流、中流、遠(yuǎn)流)處開始出現(xiàn)新鋼液,其工況1所需時(shí)間為:近流12 s,中流41 s,遠(yuǎn)流87 s;工況2所需時(shí)間為:近流11.8 s,中流42 s,遠(yuǎn)流89 s;工況3所需時(shí)間為:近流11.7 s,中流43 s,遠(yuǎn)流94 s,由此看來,雖然三種工況時(shí)的拉速不一樣,但對(duì)新鋼液到達(dá)各流水口處的時(shí)間影響不大,這與圖3所示的新鋼液濃度擴(kuò)散圖一致。
由于新鋼液質(zhì)量分?jǐn)?shù)從70%增加到100%非常緩慢,即新鋼液完全充滿整個(gè)中間包需要很長時(shí)間,因此為了方便分析、比較不同工況對(duì)異鋼種連澆過渡時(shí)間的影響,本文假設(shè)新鋼液質(zhì)量分?jǐn)?shù)達(dá)到70%為最大值。由表3可知,出口處新鋼液質(zhì)量分?jǐn)?shù)達(dá)到不同質(zhì)量分?jǐn)?shù)時(shí),3種工況的所需的時(shí)間不同:質(zhì)量分?jǐn)?shù)達(dá)到最大時(shí),工況3比工況1時(shí)間明顯縮短:近流減小了29 s,中流減小了194 s,遠(yuǎn)流減小了153 s;同樣,工況2比工況1縮短了混澆時(shí)間:近流減少了13 s,中流減少了84 s,遠(yuǎn)流減少了70 s。圖4所示的1000 s時(shí)新鋼液的擴(kuò)散圖也表明,拉速0.7 m/min較0.5 m/min和0.6 m/min加快了新鋼液到達(dá)各流出口的速度。
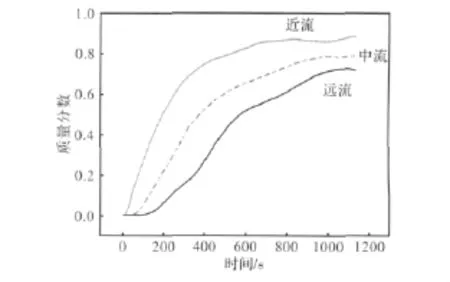
圖7 拉速0.7 m/min時(shí),中間包各流水口處新鋼液質(zhì)量分?jǐn)?shù)隨時(shí)間的變化Fig.7 Variation of new molten steel mass fraction at each outlet of tundish with time as withdraw speed is 0.7 m/min
因此,在入口流量、液面高度一定的情況下,增加拉速,有利于縮短混澆時(shí)間,減小過渡坯長度;同時(shí)比較三種工況下各流的混澆時(shí)間差可發(fā)現(xiàn),拉速變化對(duì)各流的混合狀態(tài)影響不同:增加拉速使中流混澆時(shí)間減小最大,遠(yuǎn)流次之,近流變化較小。
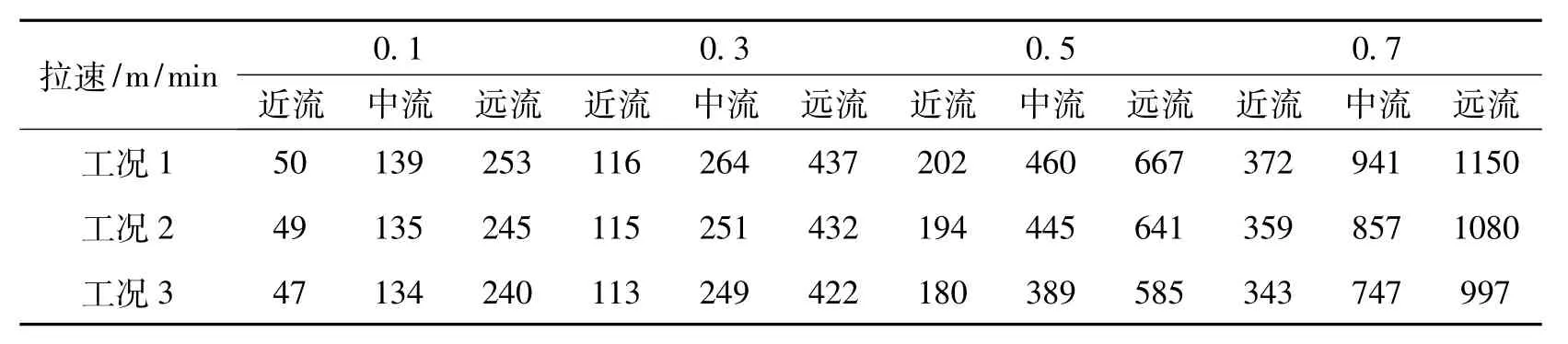
表3 不同拉速下各流水口處新鋼液達(dá)到不同質(zhì)量分?jǐn)?shù)時(shí)所對(duì)應(yīng)的時(shí)間Table 3 Time corresponding to different withdraw speed when new molten steel at each outlet reaches different mass fraction
3.2 液面高度對(duì)異鋼種連澆的影響
異鋼種連澆過程中,工況4、5、6為:入口流量(46.42 kg/s)和拉速(0.7 m/min)不變,只改變中間包液面高度,分析中間包內(nèi)剩余鋼水量對(duì)過渡坯長度的影響。
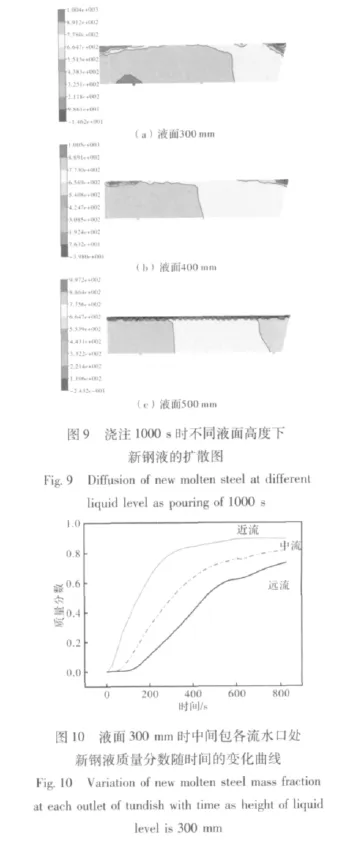
圖8和圖9為新鋼液擴(kuò)散圖,不同顏色代表不同的質(zhì)量分?jǐn)?shù),具體數(shù)值已在圖中標(biāo)出。圖10~圖12為不同液面時(shí)進(jìn)行異鋼種連澆過程中中間包各流水口處新鋼液質(zhì)量分?jǐn)?shù)隨時(shí)間的變化曲線,橫軸代表時(shí)間,從新鋼液開始澆注時(shí)計(jì)算,縱軸代表各流水口截面上新鋼液的質(zhì)量分?jǐn)?shù)。表4為不同拉速下,各流水口處新鋼液達(dá)到不同質(zhì)量分?jǐn)?shù)時(shí)所對(duì)應(yīng)的時(shí)間。

圖8 澆注102 s時(shí)不同液面高度下新鋼液的擴(kuò)散圖Fig.8 Diffusion of new molten steel at different liquid level as pouring of 102 s
由圖表分析可知,各流水口處開始出現(xiàn)新鋼液時(shí),工況4需要的時(shí)間為:近流12.7 s,中流38.8 s,遠(yuǎn)流79.7 s;工況5需要的時(shí)間為:近流11.9 s,中流43.2 s,遠(yuǎn)流94 s;工況6需要的時(shí)間為:近流12.8 s,中流45.5 s,遠(yuǎn)流101 s。因此,中間包液面增加對(duì)近流的影響不大,但延長了中流和遠(yuǎn)流處新鋼液到達(dá)出口的時(shí)間。
質(zhì)量分?jǐn)?shù)達(dá)到最大值時(shí),三種工況所需的時(shí)間不同:工況4比工況6的時(shí)間明顯減少:近流減小了136 s,中流減小了381 s,遠(yuǎn)流減小了598 s;工況4比工況5對(duì)應(yīng)的混澆時(shí)間也相應(yīng)減小:近流減小108 s,中流減小266 s,遠(yuǎn)流減小245 s。
此外,由圖8、圖9所示的不同時(shí)刻三種工況下新鋼液的擴(kuò)散圖可知,液面高低,即中間包內(nèi)舊鋼液量對(duì)混合過程影響很大:隨著液面的降低,混澆時(shí)間縮短,過渡坯量減小,特別對(duì)中流和遠(yuǎn)流更有利。


表4 不同液面高度時(shí)各流水口處新鋼液達(dá)到不同質(zhì)量分?jǐn)?shù)所對(duì)應(yīng)的時(shí)間Table 4 Time corresponding to different height of liquid level when new molten steel at each outlet reaches different mass fraction s
比較6種工況下的異鋼種連澆工藝可發(fā)現(xiàn),由于該中間包的特殊幾何結(jié)構(gòu):入口注流區(qū)域設(shè)有高擋墻及導(dǎo)流孔,導(dǎo)流孔的位置較高,距底面560 mm,鋼液經(jīng)過導(dǎo)流孔進(jìn)入分配區(qū)后,先到達(dá)近流水口,再到達(dá)中流,最后到達(dá)遠(yuǎn)流水口處,這使得近流混合時(shí)間最短,對(duì)應(yīng)的過渡坯長度最短,中流較長,遠(yuǎn)流最長。此外還可發(fā)現(xiàn),新鋼液質(zhì)量分?jǐn)?shù)從0增加到70%時(shí)較快,但從70%增加到100%很慢,新鋼液要完全充滿整個(gè)中間包需要很長的時(shí)間,因此,該中間包適合澆注成分和性能差別不大的鋼種。
4 結(jié)論
(1)異鋼種連澆過程中,增加拉速,降低液面澆注能明顯縮短混澆時(shí)間,減小過渡坯長度,尤其對(duì)中流和遠(yuǎn)流更有利。
(2)在其他工藝條件不變時(shí),速度由0.5 m/min增加到0.7 m/min時(shí),可使各流混澆時(shí)間減小:近流減小了29 s,中流減小了194 s,遠(yuǎn)流減小了153 s;同樣,拉速由0.5 m/min變?yōu)?.6 m/min時(shí),各流混澆時(shí)間減小:近流減少了13 s,中流減少了84 s,遠(yuǎn)流減少了70 s。因此,增大拉速有利于縮短混澆時(shí)間。
(3)在其他工藝條件不變時(shí),降液面澆注即減小舊鋼液剩余量,有利于減小混澆時(shí)間。液面300 mm較500 mm澆注時(shí),各流混澆時(shí)間明顯減少:近流減小了136 s,中流減小了381 s,遠(yuǎn)流減小了598 s,因此降液面澆注有利于縮短混澆時(shí)間。
(4)采用該中間包進(jìn)行異鋼種連澆時(shí),近流過渡坯長度最短,中流較長,遠(yuǎn)流最長。
(5)新鋼液質(zhì)量分?jǐn)?shù)從0增加到70%時(shí)較快,但從70%增加到100%很慢,舊鋼液完全流出中間包需要很長的時(shí)間,因此,該中間包適合澆注成分和性能差別不大的鋼種。
[1] 王建軍,包燕平,曲英.中間包冶金學(xué)[M].北京:冶金工業(yè)出版社,2001.
[2] 張捷宇.連鑄中間包、結(jié)晶器內(nèi)鋼水流動(dòng)混合及異鋼種連澆研究[D].北京:北京科技大學(xué),2001.
[3] Damle,C.,Sahai,Y.Modeling of grade change operations during continuous casting of steel-mixing in the tundish[J].Iron & Steelmaker(I&SM),1995,22(6):49-59.
[4] Thomas,Brian G.Modeling study of intermixing in tundish and strand during a continuous-casting grade transition[C].Steelmaking Conference Proceedings,1996:519-531.
[5] 職建軍,樊俊飛,張捷宇.寶鋼一連鑄不同鋼種連澆的水模實(shí)驗(yàn)研究[J].寶鋼技術(shù),2002(1):17-19.
[6] 郭春牧.異鋼種連鑄連澆過程鋼液流動(dòng)及混合的數(shù)值模擬[D].北京:北京科技大學(xué),2006.
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
