板坯連鑄機的升級改造及其結晶器在線熱調寬
2012-11-18 08:02:56李玉斌谷世群王春光
重型機械 2012年2期
裘 喆,白 斌,吳 鐵,李玉斌,谷世群,王春光
(中鋼設備有限公司煉鋼工程部,北京 100080)
0 前言
由中鋼設備有限公司承建的土耳其某鋼廠雙流板坯連鑄機自2009年底熱試并投入商業運行以后,設備運行良好。此后,應用戶要求,中鋼設備有限公司又對該連鑄機進行了升級改造,增大了鑄坯斷面尺寸(鑄坯斷面由170 mm×880 mm增大到190 mm×1015 mm),并增加了結晶器在線熱調寬功能。這一改造項目于2011年7月20日一次熱負荷試車成功并隨即投入商業運營。該鋼廠連鑄機改造項目,用較小的投資獲得了產能的大幅度提升,并通過在線熱調寬技術的應用使該企業能更好的適應小批量、多規格的產品需求,是板坯連鑄領域升級改造的一次成功實踐,具有重要的推廣價值。
1 改造的基本要求
該鋼廠煉鋼生產工藝路線采用的是EAF-LFCCM短流程。改造前的基本配置是:一臺130 t電弧爐,最大出鋼量150 t,冶煉周期為50~52 min;一臺130 t鋼包精煉爐,冶煉周期 <50 min;一臺雙流板坯連鑄機,170 mm×425~800 mm,預留(150~200)mm×(425~880)mm,年產1100000 t合格板坯。隨著土耳其經濟的快速發展,原鋼廠的產能不能滿足市場的需求,用戶提出在原設備的基礎上進行改造,并首先完成了電弧爐部分的改造,改造后單爐產量達175 t,冶煉速度縮短至47 min,連鑄機的產能成為全廠的瓶頸。用戶要求結合連鑄機的實際情況,將連鑄機生產的斷面范圍由原來的170 mm×425~880 mm擴大到190 mm×425~1015 mm,同時將結晶器在線停機調寬改為在線熱態調寬。基本要求是:
(1)連鑄機的基礎不變動;
(2)各變動的設備與基礎框架的連接位置和尺寸不變動;
(3)各變動設備與其相關不變動設備的連接位置和尺寸不變動;
(4)在校核各設備介質用量的基礎上維持公輔系統不變化;
(5)盡量確保新設計設備與改造設計設備的互換性;
(6)基于現有設備改造為主,部分核心設備重新設計制造。
2 關鍵設備設計改造方案
2.1 結晶器改造
原結晶器為170 mm×425~800 mm在線停機調寬結晶器,調寬機構為蝸輪蝸桿和普通螺桿-螺母傳動系統。板坯尺寸增加到190 mm×425~1015 mm后,寬窄邊銅板和背板等主要部件的尺寸均不能滿足新產品規格的要求,且調寬機構精度不能滿足在線熱調寬的要求,提出重新設計結晶器。新設計結晶器考慮新的板坯尺寸及在線熱調寬的功能。
(1)窄邊調整機構的設計與選型。為滿足在線熱調寬的功能需求,提高窄邊移動機構的傳動精度,需綜合考慮機械傳動副各環節產生機械間隙的因素并加以消除,從而實現多次往復的結晶器調寬和調錐。選擇高精度擺線行星減速機,具有較小的體積、較大的傳動比和較高的傳動精度,可以讓前置伺服驅動裝置工作在最佳的性能區間并實現精密傳動;選擇精密梯形絲杠機構做導桿,保證絲杠、傳動精度都較高,以使機構往復運動的機械間隙積累降到更低;導桿通過帶鎖緊螺釘的球形角耳環與窄邊連接,與傳動的鉸接相比機械間隙更小。調寬機構如圖1所示。
(2)寬邊夾緊機構的設計與選型。結晶器寬邊夾緊裝置由碟簧夾緊,在調寬過程中通過液壓缸壓力克服一部分碟簧夾緊力,使寬邊處于軟夾緊狀態,軟夾緊力為碟簧彈力和液壓缸壓力二者的差值,取值通常由壓力差值乘以某個系數確定。在此取值下,窄邊在熱調寬移動過程中不劃傷銅板,同時又能保證寬窄邊銅板之間間隙近似為零,不至于發生漏鋼。同時,為實現更為可靠的軟加緊,四個寬邊夾緊裝置的夾緊力須可獨立精準控制,以實現寬邊夾緊力隨連鑄板坯寬度的變化而變化。此處,蝶簧在一定時期內彈性性能的穩定性至關重要,否則若碟簧在使用一段時間后由于剛度變化,寬邊軟夾緊力隨之變化,如不能及時調整液壓缸的壓力或更換新碟簧,則容易引起漏鋼事故。因此,此處選擇彈性性能要與設計完全符合,且剛性相對較好的蝶簧。
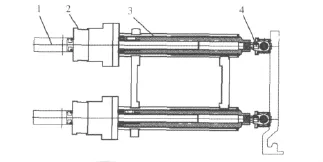
圖1 調寬機構示意圖Fig.1 Schematic diagram of width adjustment mechanism
(3)結晶器窄邊足輥設計。鑄坯在出結晶器下口時坯殼很薄,極容易受到外界干擾而發生漏鋼。在熱調寬過程中,為降低錐度調大時窄邊足輥對坯殼的壓力,須設計可以避讓的窄邊足輥裝置。
通過提高窄邊調整機構的運動精度、寬邊夾緊裝置的合理設計及窄邊足輥的避讓設計,該結晶器很好地滿足了在線熱調寬功能的需要,調寬過程平穩,鑄坯尺寸公差滿足要求。
2.2 扇形段改造
扇形段框架是由鋼板焊接而成的結構件,用于支撐導向輥。框架主要承受通過支撐導向輥傳遞來的鼓肚力、輥子與高溫鑄坯反復接觸引起的熱應力、設備自重和拉坯力、夾緊油缸的夾緊力等。矯直段框架還承受鑄坯的矯直力。這些復雜的載荷作用于框架之上,且框架長期在高溫和水蒸汽的惡劣環境下工作,要求框架要有足夠的剛度和強度。因此,扇形段能否改造,主要取決于扇形段框架改造的難易程度。從節約投資和保證質量兩個方面考慮制訂改造方案。
(1)彎曲段重新設計。當坯寬的名義尺寸增加至1015 mm時,熱坯寬度為1040 mm。原彎曲段輥身長度為980 mm,不能滿足要求。若直接在原彎曲段上進行改造,由于施焊點較多,完成后各定位尺寸難以控制,且彎曲段處于上部,坯殼較薄,對弧精度要求非常高,改造風險較大。因此,在校核內外弧框架的基礎上,重新設計完整的彎曲段及噴淋架。
(2)扇形段1~4改造。首先校核各段上下框架的強度和剛度能否滿足生產增寬增厚的鑄坯要求。然后將各段的輥子加長,以確保對鑄坯全寬度上都有完善的支承。輥身加長后,需要配套改造內外弧框架。具體方案是將框架外側用于安裝軸承座的鋼板塊切掉,按照新輥子軸承的位置焊上新的鋼板塊并加工出軸承座安裝基準面。由于軸承座位置變化,原來焊接在框架上的冷卻水管也必須割掉后重新焊接,并重新設計噴淋架。
(4)扇形段5~6重新設計。扇形段5~6為矯直段。由于鑄坯須進行高溫連續矯直,為保證鑄坯的質量,在鑄坯經過該區域時,鑄坯內、外弧整個寬度上都應受到輥子的矯直力,原有的輥身長度只有930 mm,不能滿足要求。且由于承受更大的矯直力,框架的強度和剛度都已接近臨界值,因此重新設計完整的5、6號扇形段及噴淋架。
(3)扇形段7~10改造。扇形段7~10位于水平段,原有的框架保持不變,原來的輥身長度930 mm也保持不變。這樣在生產1015 mm寬度時板坯兩外側會伸出到輥身以外,但不影響鑄坯質量。
另外,按照190 mm厚度重新設計制造各扇形段夾緊裝置中的調整墊板組,以滿足生產新的190 mm厚度板坯的要求。從彎曲段到1~10號扇形段內的所有引錠桿導向件都進行了修改或重新設計。
2.3 其他部分的改造
根據生產190 mm×1015 mm鑄坯的要求,重新加工制造了所有噴淋系統,設定了新的一次、二次冷卻模式,改造了引錠桿、引錠桿對中及去毛刺機等相關設備,增加了新的熱調寬電控系統和液壓系統,增加了新的漏鋼預報系統,修改了一級、二級控制系統。
3 改造設備與原設備的互換性
為最大限度的節約投資,避免浪費,本改造工作考慮了改造前后設備的互換性,以使未改造設備如結晶器、矯直段仍然能夠繼續使用直至壽命終結。為保證設備前后的互換性,重點考慮了如下幾個方面:
(1)新設計的在線熱調寬電控系統能滿足原結晶器在線停機調寬的要求;
(2)新設計的在線調寬液壓系統能滿足原結晶器在線停機調寬的要求;
(3)增加新的漏鋼預報系統,同時保留原漏鋼預報系統,以適應原結晶器的使用。
4 生產實踐及效益分析
該連鑄機改造后于2011年7月20日首次熱負荷試車,成功生產出190 mm×1000 mm的合格鑄坯。8月22日正式通過了業主的驗收考核。在熱調寬驗收階段分別對每臺結晶器進行了由寬變窄(815~715 mm)、由窄變寬(800~900 mm)及同一澆次內三次不連續調寬(815~715 mm,715~615 mm,615~525 mm)共計5次調寬。調寬速度為10~20 mm/min,調寬過程中拉坯速度為1.0~1.6 m/min,均順利通過考核,鑄坯質量良好,在整個熱調寬過程中無一次漏鋼事故,得到了業主的高度評價。鑄機改造前后的產能對比見表1。
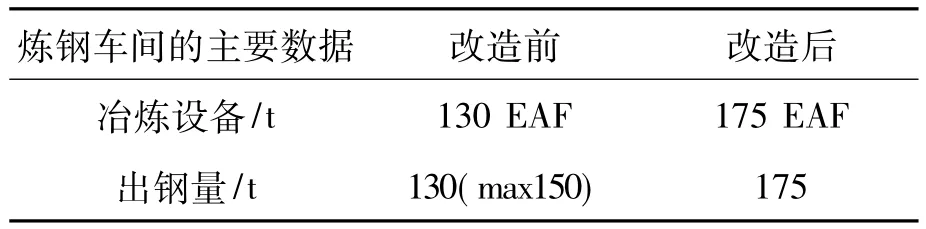
表1 鑄機改造前后的產能對比Tabel 1 Correlation table of production capacity before and after modification
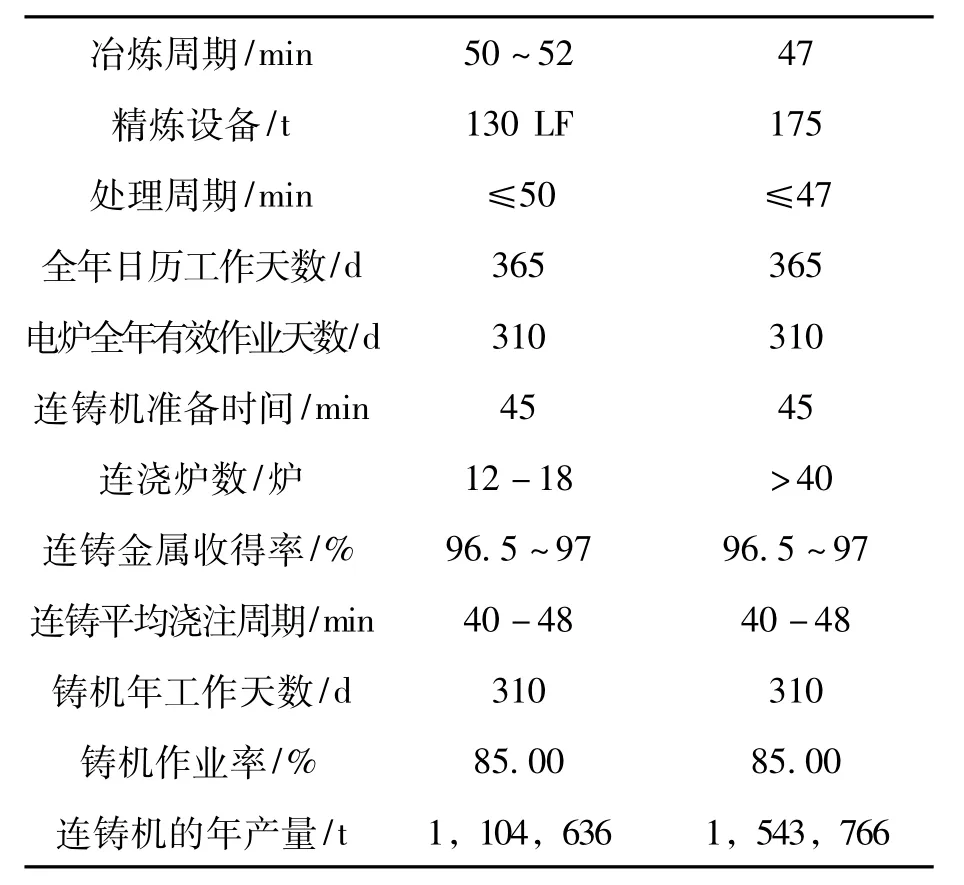
766/min 50~52 47精煉設備/t 130 LF 175處理周期/min ≤50 ≤47全年日歷工作天數/d 365 365電爐全年有效作業天數/d 310 310連鑄機準備時間/min 45 45連澆爐數/爐 12-18 >40連鑄金屬收得率/% 96.5~97 96.5~97連鑄平均澆注周期/min 40-48 40-48鑄機年工作天數/d 310 310鑄機作業率/% 85.00 85.00連鑄機的年產量/t 1,104,636 1,543,冶煉周期
通過計算可知,當年作業天數為310天時,該雙流板坯連鑄機的生產能力由過去的1.1百萬t提高到1.5百萬t。
5 結論
由于本改造項目基于市場的不斷擴大及對小批量、多規格的產品需求,從降本增效出發,用最小的投資使鑄機增產達40%,同時將我國自主研發的首套在線熱調寬結晶器調寬系統推向生產實踐。整個改造過程沒有影響正常生產,且保證了新舊設備的互換使用,最大限度的降低了改造成本,取得了良好的經濟社會效益。
[1] 劉明延,李平,欒興家.板坯連鑄機設計與計算[M].北京:機械工業出版社,1990.
[2] 蔡開科.連鑄結晶器[M].北京:冶金工業出版社,2008.
[3] 陳明遠.我國自主研發的板坯連鑄在線調寬裝置首次投入使用[J].重型機械,2012(1):76.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
