非球面玻璃模造用碳化鎢模仁磁控濺射錸–銥鍍膜工藝優化
2012-11-16 03:43:08杜琪健
電鍍與涂飾 2012年1期
杜琪健
(富士康科技集團,廣東 深圳 518109)
【真空鍍】
非球面玻璃模造用碳化鎢模仁磁控濺射錸–銥鍍膜工藝優化
杜琪健
(富士康科技集團,廣東 深圳 518109)
通過鉭過渡鍍層與錸–銥復合鍍層相結合的膜層結構,解決了非球面玻璃模造碳化鎢模仁熱壓壽命短、沾黏等問題。通過離子源和鍍膜層厚度參數的優化調整,得到了最佳鍍膜工藝和參數,改善了模仁的表面品質,延長了模仁的使用壽命。鍍鉭膜層15 min及錸–銥膜層21 min后所得鍍膜的總厚度約為270 nm,模仁熱壓壽命可超過3 000次。
非球面玻璃;模造;模仁;碳化鎢;鉭;錸–銥鍍層;磁控濺射
Author’s address:Foxconn Technology Group, Shenzhen 518109, China
1 前言
近年來,在高清像素與輕薄短小的需求驅動下,數碼相機、照相手機等數碼電子產品對非球面玻璃鏡片的需求越來越大,能夠大量制造非球面玻璃鏡片的玻璃模造技術就顯得相當重要[1]。非球面鏡片比球面鏡片更容易修正影像畸變、色差、慧差等光學像差,不僅可有效提高光學系統的成像品質,而且讓鏡頭的鏡片數目大幅降低[2]。另外,與塑膠非球面鏡片相比,玻璃非球面鏡片具有較高的折射率,低吸收率,寬的光穿透頻譜范圍,高抗變形性,高抗濕性,高硬度以及較佳的表面抗刮等特性。因此,近年來非球面玻璃鏡片市場才不斷成長。
雖然利用熱壓模造非球面玻璃鏡片具有產值高、降低成本與容易制作小尺寸鏡片等優點,但在技術方面仍有許多問題無法改善和解決。傳統的玻璃模造中,玻璃表面的化學反應、應力作用以及反復的熱處理是影響模仁壽命的主要因素。玻璃沾黏于模仁表面,模仁的氧化與磨損,都大大縮短了模仁的使用壽命。而模仁與玻璃硝材在高溫時會產生相當激烈的化學反應、離子交換反應、熱反應,使得兩者相互擴散,或是在界面生成新的化合物[3]。因此,對模仁表面的處理十分關鍵。通過鍍膜能有效解決或減緩表面反應,減輕熱壓過程中的機械傷害,增加對玻璃的脫模性[4],而膜層品質的好壞將會直接影響模仁的壽命,也會直接影響鏡片的生產成本。
玻璃模造非球面熱壓成型原理如圖1所示。

圖1 玻璃模造非球面熱壓成型原理Figure 1 Principle of hot embossing for aspheric glass molding
首先選擇合適的玻璃預形體放入上、下模仁中,然后將其整體放入不銹鋼套筒,再置于幾十帕真空腔體中,充入氮氣后加熱到500多°C,加壓模造成型,最后冷卻降溫脫模,完成一次非球面玻璃鏡片的熱壓模造成型過程。如此往復循環,模仁能完成多少次周期循環就稱其具備多少次使用壽命。
目前較廣泛使用的非球面模仁基材為超硬合金材料,其中較常使用的超硬合金以碳化鎢(WC)為主要成分。本文所研究的碳化鎢模仁如圖 2所示,其加工完成后的表面光潔度很高,Ra可以小于幾十nm,然而經過十幾次或幾十次模造熱壓成型后,模仁表面就會發生氧化或與玻璃沾黏的現象,這樣不但影響了品質,而且大大縮短了模仁的使用壽命。
通過在碳化鎢模仁表面磁控濺射鉭過渡層和鍍制錸–銥貴金屬復合膜層,能使模仁具有足夠的強度,可以抗氧化以及降低光學玻璃硝材與模仁表面之間的各種化學反應。

圖2 碳化鎢模仁Figure 2 WC molding core
在濺射鍍膜過程中,離子源在非球面模造模仁鍍膜中的應用占有十分重要和關鍵的作用,其工作原理如圖 3所示。氬氣分子被鎢絲發出的電子撞擊后變為氬離子,在電場的作用下高速飛向被鍍的工件,在此過程中又與電子中和,以分子的形式撞擊工件表面。這樣,一方面可以清潔和分解殘留在基底表面的臟污物、殘留的水分子和氣體分子等起到清潔基底的作用,另一方面能夠有效地去除氧化層,強化基底與膜層間相互滲透的作用,增強膜層的牢固性,提升膜層附著力。因此,找到最佳的離子源參數尤為重要。

圖3 離子源工作原理Figure 3 Working principle of ion source
本文通過優化離子源參數和膜層厚度,確定最佳條件與參數,最終達到提升模仁熱壓使用壽命的目的。
2 實驗
2. 1 實驗設備
鍍膜前模仁表面預處理設備主要包括拋光設備、超聲波清洗設備和加熱烘烤設備。鍍膜設備為SHOWA SHIKU SSP-8型多功能磁控濺射機,安裝有MPS-3000型離子源、RF射頻靶和直流濺射靶等裝置。鍍膜后模仁表面的刻蝕深度和膜層厚度的測量均選用松下公司生產的UA3P表面輪廓儀進行檢測分析。
2. 2 實驗步驟
首先對碳化鎢模仁進行拋光。將14 000目鉆石膏覆蓋在拋光布上,氣動砂輪拋光15 min,去除模仁表面的氧化層。然后將拋光后的模仁放入燒杯中,加入99.7%的無水乙醇后置于超聲波清洗機中清洗5 min。待表面殘留的雜質與臟污清洗完畢之后,將模仁放入烘烤箱中,110 °C烘烤5 min,以便去除模仁表面殘留的酒精和水。
隨后,模仁需在盡可能短的時間內完成鍍膜夾具的裝載,避免因在空氣中暴露時間過長而再次產生表面氧化層。鍍膜過程包括:抽低真空,抽高真空,鍍前離子源轟擊清洗,鉭靶預鍍,離子源輔助鉭靶鍍膜,錸–銥靶預鍍,離子源輔助錸–銥靶鍍膜,破真空退出。
模仁鍍膜后,用OHARA公司生產的L-BAL42光學玻璃預型體進行熱壓成型壽命驗證,觀察模仁表面膜層在熱壓成型多少次后會發生氧化、沾黏、脫膜等現象。
3 結果與討論
3. 1 離子源參數的優化和影響
離子源控制面板包含多項控制參數,本文將重點分析離子束電流的優化調整,其余控制參數設定為:陰極鎢絲發出的電子所產生的電流3.2 A;氬離子運動所產生的電流1.76 A,電壓55 V;加速電場的電流45 mA,電壓650 V;中和氬離子的電子所產生的電流55 mA。
在調整離子源正常工作后,進行參數優化調整試驗,以得到離子源功率與鍍膜基板刻蝕深度的關系。
實驗一:使用初始設定參數,離子束電流設定為55 mA,刻蝕時間5 min,檢測其深度?Z為0.186 μm。
實驗二:調整離子束電流至初始設定的2倍左右,離子源刻蝕5 min,檢測其深度?Z為0.178 μm。
上述2組實驗的結果表明,相同離子源參數條件設定下,增大離子源功率對刻蝕效果的影響較小,基板被刻蝕的深度基本相同。在此基礎上進一步優化驗證,確定離子源離子束電流設定為65 mA乃最佳。
實驗三:驗證氬氣流量對離子源刻蝕效果的影響。氬氣流量初始設定為1.5 SCCM(即標準狀態mL/min),調整氬氣流量使其達到初始設定的2倍(即3.0 SCCM)左右,同時離子束電流也達到初始設定的 2倍左右,刻蝕5 min后檢測其深度?Z為0.184 μm。這表明,雖然氬氣流量增加了 1倍,但基板被刻蝕深度仍然與初始參數基本相同。可見在此參數條件下,氬氣流量的增加對離子源刻蝕效果的影響微乎其微。在此基礎上進一步優化驗證,確定離子源氬氣流量以1.8 SCCM為最佳。
以上 3個實驗間接說明離子源已經發揮了最大的效率,提升和改善的空間很小。接下來對離子源刻蝕速率進行研究,以掌握離子源的具體刻蝕數據。
以相同的參數分別進行4次刻蝕,時間分別為5、10、15和20 min,檢測其深度,以求得最佳刻蝕速率與時間。離子源刻蝕速率試驗結果列于表1。結果表明,離子源刻蝕5 min與20 min時的刻蝕速率接近,刻蝕速率相對較快且高于37.5 nm/min的平均刻蝕速率。因此,離子源刻蝕的最佳時間應選擇5 min左右。
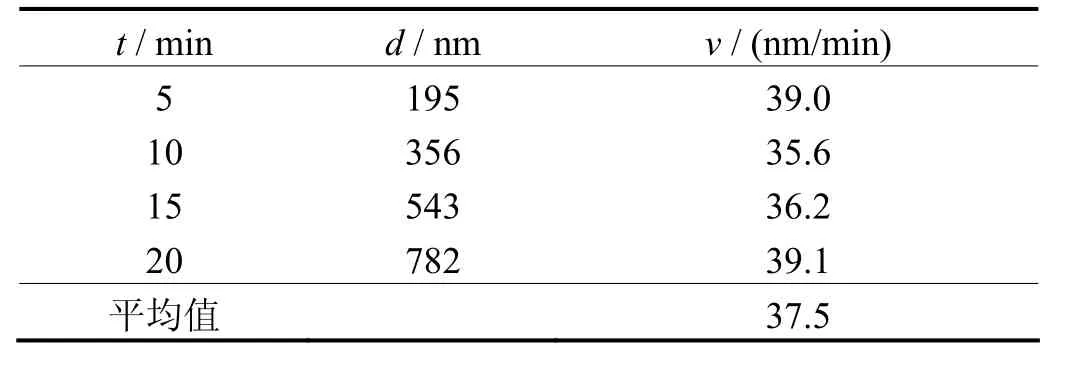
表1 離子源刻蝕碳化鎢樣品的速率試驗結果Table 1 Results of velocity test for etching WC sample by ion source
綜合以上實驗結果,MPS-3000型離子源最佳參數應設為:離子束電流65 mA,離子束電壓246 V,氬氣流量1.8 SCCM,離子源刻蝕時間5 min。這樣能夠起到鍍膜前對基底表面較佳的清潔效果,提升附著力。
3. 2 鉭過渡層膜厚的優化與影響
在玻璃非球面模仁鍍膜中,鉭靶屬于使用較多的貴金屬靶材,它不但燃點高、耐高溫,而且具備良好的耐磨性能,然而單一的鉭膜層在提高熱壓模仁的使用壽命方面越來越難以滿足要求。因此,與鉭元素相混合的各種復合鍍膜層孕育而生。
本文并沒有把鉭元素作為主要鍍層,而是將其作為過渡層,充分發揮其與碳化鎢基材結合力強的特點,從而更好地提升基材與錸–銥復合膜層的附著力,膜層結構如圖4所示。
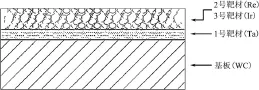
圖4 WC模仁表面的膜層結構Figure 4 Coating structure on surface of WC molding core
鉭過渡層的厚度是影響玻璃非球面模仁熱壓壽命的重要因素,因此采用相同鍍膜參數條件,實驗了3組不同的鉭層厚度對模仁熱壓使用壽命的影響。以RF射頻濺射方式進行鍍制,鍍膜前需擋板遮蔽靶材預鍍2 min,以便清除靶材表面的臟污和氧化層,保證鍍膜層的元素純凈度。最佳的射頻鍍膜參數為:正向功率200 W,反射功率20 W,電壓550 V。鉭靶鍍膜參數恒定,鍍膜時間分別選擇5、15和25 min,鍍膜后測量其膜層厚度分別約為20、50和80 nm。經過后續錸–銥膜層鍍膜的模造熱壓驗證,模仁表面狀況的分析結果表明,鉭膜層鍍膜時間在15 min左右,即鉭膜層厚度約為50 nm時,附著力最好,模仁表面膜層耐熱壓沖擊的效果最佳。如果鉭膜層較薄(如20 nm左右),膜層的遮蔽性較差,熱壓過程中模仁中的析出物容易影響膜層表面的平整度(如圖 5所示),易使得表面粗糙度變差,間接影響到非球面玻璃鏡片的成像品質。如果鉭膜層較厚(如80 nm左右),錸–銥膜層與基材的附著力會有所下降,容易發生膜層的脫落,如圖6所示。
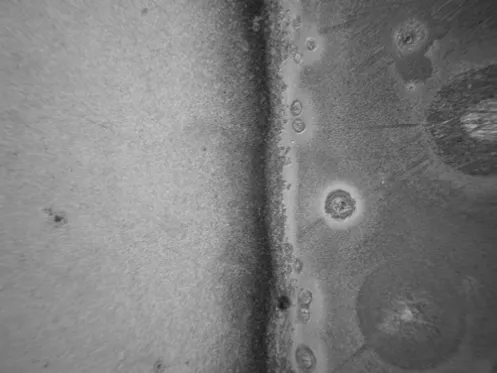
圖5 鉭膜厚為20 nm左右的WC模仁熱壓后的表面形貌Figure 5 Surface morphology of the WC molding core with a ca.20 nm-thick Ta coating after hot embossing
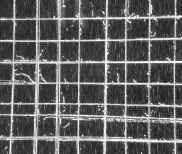
圖6 鉭膜厚為80 nm左右的WC模仁百格試驗后的結果Figure 6 Result of cross-cut test for the WC molding core with a ca.80 nm-thick Ta coating
3. 3 錸–銥膜層厚度的優化與影響
決定非球面玻璃模造模仁耐熱壓沖擊壽命次數的最關鍵因素是錸–銥復合鍍膜的品質與性能,其中最重要的參數是復合膜層的厚度與膜層表面的光潔程度。模仁表面鍍膜后的表面粗糙度評價標準要求Ra≤5 nm、Ry≤50 nm、Pv≤0.15 μm,模仁表面耐熱壓成型次數要超過2 000次,附著力通過百格測試(將3M 810膠帶粘貼在鍍膜表面后撕扯而無脫膜)。
錸–銥鍍膜采用同時對錸靶(DC1)和銥靶(DC2)實施直流磁控濺射的方式鍍制,最佳鍍膜參數設定見表2。

表2 錸–銥靶直流磁控濺射的參數Table 2 Parameters for direct-current magnetron sputtering of Re–Ir coating
選擇鉭膜層厚度為50 nm的相關設定參數,離子源轟擊時間為5 min,然后分別鍍制錸–銥鍍層15 min和20 min,考察不同錸–銥膜層厚度下模仁的熱壓壽命。
鍍制15 min的錸–銥膜層厚度為150 nm左右,連鉭膜在內的膜層總厚度約為200 nm。鍍膜后多次多點測量模仁表面的粗糙度,均值為:Ra≤3.5 nm,Ry≤40 nm,Pv≤0.10 μm。可見該膜的面型精度達到要求,附著力也通過了3M 810膠帶的百格測試。然而,模仁表面的表面粗糙度均值在經過約 800次熱壓成型后都接近了標準上限,模造成型1 000次后則超過標準限度,同時有少量脫模現象發生。實驗表明,該厚度條件下的膜層具備一定的使用壽命,但由于錸–銥膜層還是較薄,因此未能達到突破2 000次壽命的標準。
鍍制20 min的錸–銥膜層厚度為200 nm左右,膜層總厚度約為250 nm。鍍膜后測量模仁表面粗糙度狀況有所改善,如圖7a所示,幾項參數的均值分別為:Ra≤2.5 nm,Ry≤35 nm,Pv≤0.06 μm。試樣同樣通過了3M 810百格測試,如圖7b所示。接著進行玻璃非球面熱壓成型壽命驗證。當完成熱壓成型1 000次循環后,模仁表面面型精度均值仍在規定范圍內:Ra≤3.5 nm,Ry≤38 nm,Pv≤0.11 μm。當完成1 500次熱壓成型后,測得模仁表面面型精度均值為:Ra≤4.0 nm,Ry≤40 nm,Pv≤0.12 μm。當完成2 000次熱壓成型后,測得模仁表面面型精度均值為Ra≤4.5 nm、Ry≤45 nm、Pv≤0.14 μm,達到了模仁熱壓成型壽命要求。再熱壓成型至2 600次之后,模仁面型精度 Ra與 Pv均值超出標準限度,Ry均值接近上限,并且無論是模仁上的平面還是非球面弧形表面,都出現了不同程度的脫膜現象,如圖8所示。
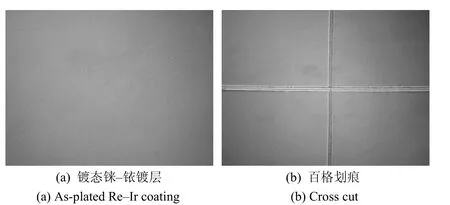
圖7 碳化鎢模仁鍍錸–銥鍍膜后表面形貌及其百格劃痕Figure 7 Surface morphology of Re–Ir coated WC molding core and the cross cut thereon
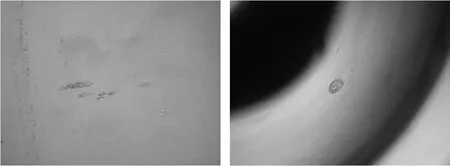
圖8 熱壓成型2 600次后碳化鎢模仁平面及弧形面上脫模現象Figure 8 Peel-off of coating on flat and cambered surfaces of WC molding core after hot embossing for 2 600 times
以上實驗結果表明,錸–銥膜層的厚度對模仁壽命的影響非常大,較厚的膜層具有更好的耐熱壓沖擊效果,壽命也相對較長。然而進一步增加錸–銥膜層的厚度達250 nm左右(鍍膜時間25 min)后,膜層總厚度為300 nm左右,熱壓成型驗證時卻發現模仁在1 500 ~ 2 000次范圍內已出現較多的是沾黏、脫落現象。分析其原因可能是:由于錸–銥膜層過厚,熱壓過程中玻璃與模仁間的正向力與剪切力過大,造成黏膜現象的發生。因此錸–銥膜層的厚度控制在200 nm左右較佳,鍍膜層總厚度以250 nm左右為最佳,此膜層厚度條件下模仁非球面熱壓成型的壽命較理想。再經過多次實驗的優化,鉭膜層鍍制15 min,錸–銥膜層鍍制21 min為較佳的參數,此時膜層總厚度約為270 nm,模仁熱壓壽命最高能突破3 000次。
4 結論
玻璃模造技術被視為最有可能制作出分辨率高、穩定性佳、具量產性且成本較低廉的非球面玻璃透鏡的工藝,但是模仁表面的鍍膜工藝仍是研究的重點之一。本文通過對磁控濺射鍍膜過程中離子源與鍍膜層厚度優化的研究,得出以下結論:
(1) 離子源刻蝕時間選擇5 min,對基材的清潔效果最佳。
(2) 鉭膜層厚度控制在50 nm左右為最佳。若鉭膜層太薄,模仁熱壓過程中的析出物容易顯現;若膜層太厚,附著力會有所降低。
(3) 錸–銥膜層厚度控制在200 nm左右,總膜層厚度控制在250 nm左右,則模仁的耐熱壓性能較好,使用壽命相對較長。
(4) 鉭膜層與錸–銥膜層相結合的膜層結構在高溫下穩定性高,不易發生氧化。
鍍膜厚度的增加有效抑制了光學玻璃與模仁材料間的相互微擴散作用,降低了光學玻璃沾黏情況的發生。然而鍍膜層厚度超過一定限度,光學玻璃的沾黏現象又會有所增加,因此鍍膜厚度的選擇對延長模仁壽命而言非常重要。
[1] 楊忠信. 市場高畫素的需求帶動光學技術的躍進[R/OL]. 臺中: 國立中興大學, 2006. [2006–11–09] http://www.nchu.edu.tw/~acende/rdmp/ 951109.pdf.
[2] 吳宗憲, 霍正邦, 周文成, 等. 光學玻璃與模仁材料界面化學反應之探討[C] // 中國機械工程學會第二十四屆全國學術研討會論文集. 中壢:中原大學, 2007: 49-54.
[3] 馬廣仁. 玻璃模造硬膜技術之進展分析[C] // 工研院模造玻璃研討會, 2004.
[4] 林穎毅. 數位影像產品走紅臺灣光學廠商搶搭熱潮[J]. 光學組件, 2004, 11 (54): 40-44.
Optimization of magnetron sputtering of rhenium–iridium coating on mold core (tungsten carbide) used for aspheric glass molding //
DU Qi-jian
The problems of short service life and sticking of tungsten carbide (WC) mold core used for aspheric glass molding were solved by combination of tantalum mediate coating and rhenium–iridium composite coating. The parameters of ion source and coating thickness were optimized and the optimal plating conditions were obtained. The surface quality of mold core was improved and its service life greatly extended. The molding core with a coating having a total thickness of ca.270 nm obtained by successively plating Ta for 15 min and Re–Ir for 21 min can be reused for more than 3 000 times in hot embossing.
aspheric glass; molding; mold core; tungsten carbide; tantalum; rhenium–iridium coating; magnetron sputtering
TG174.444
A
1004 – 227X (2012) 01 – 0034 – 05
2011–09–20
2011–10–24
杜琪健(1982–),男,陜西耀縣人,本科,新技術研發課課長,主要從事真空鍍膜領域及材料表面處理方面的研究工作。
作者聯系方式:(E-mail) yushan8340@126.com。
[ 編輯:溫靖邦 ]