PC/ABS合金塑料電鍍工藝改進
2012-11-16 03:43:08吳水茍
電鍍與涂飾 2012年1期
關鍵詞:工藝
吳水茍
(佛山南海平洲高美工貿有限公司,廣東 佛山 528251)
PC/ABS合金塑料電鍍工藝改進
吳水茍
(佛山南海平洲高美工貿有限公司,廣東 佛山 528251)
對衛浴產品用PC/ABS塑料件的電鍍工藝進行了改進:以酰胺類膨脹劑替代苯酚類膨脹劑進行預粗化,以改善鍍層的完整性和外觀;在催化前采用氨基甲酸鹽類高分子有機物進行表面調整,以減少氯化鈀催化劑的用量,提高表面沉鈀的質量,縮短電鍍時間。改進后的流程主要包括:預粗化,除油,親水,粗化,回收,中和,表調,預浸,催化,加速,化學沉鎳,活化,預鍍銅,鍍酸銅,鍍半光鎳,鍍光鎳,鍍鉻,烘干,包裝。以改進后的工藝對德國拜耳Bayblend?ABS+PC 2953和臺灣奇美Wonderloy?PC/ABS PC-365塑料件進行批量電鍍,鍍層百格結合力測試全部合格,外觀合格率達90%,每小時產值提高了約1 200元。
聚碳酸酯;丙烯腈–丁二烯–苯乙烯共聚物;塑料電鍍;粗化;表面調整
Author’s address:Foshan Nanhai Pingzhou Gaomei Industrial Trade Ltd., Foshan 528251, China
1 前言
PC/ABS合金是由聚碳酸酯(PC)和丙烯腈–丁二烯–苯乙烯共聚物(ABS)混合而成的熱可塑性塑膠,結合了2種材料的優異特性,既具有ABS的成型性,又具有PC的機械性、沖擊強度、耐溫等性質,被廣泛使用在汽車零部件、電子、衛浴等產品上。隨著市場競爭日趨激烈,人們對 PC/ABS塑料電鍍件的質量要求越來越高,普通的塑料電鍍工藝難以滿足生產需求。筆者在某廠垂直式環型自動電鍍線上電鍍衛浴產品配件(PC/ABS塑料件),其電鍍工藝流程為:
上掛─預粗化(膨脹)─上機─除油─清洗─親水─粗化─回收─清洗─中和─清洗─預浸─催化─清洗─加速─清洗─化學沉鎳─清洗─轉機─活化─清洗─預鍍銅─清洗─活化─鍍酸銅─清洗─微蝕─清洗─半光鎳─光鎳─清洗─鍍鉻─清洗─轉機烘干─QC包裝。
其中預粗化工藝采用苯酚類膨脹劑(體積分數為60%),有異味,溫度40 °C,時間2 min;粗化工藝采用含400 g/L CrO3的390 g/L H2SO4溶液,溫度68 °C,時間 10 min。催化工藝采用質量濃度為 50 mg/L的PdCl2溶液,溫度25 °C,時間2 min。電鍍時間為每臂走機90 s。然而,電鍍后產品表面砂點、麻點較多,少量工件有不規則的點狀和塊狀漏鍍,外觀合格率在50%左右。此外,鍍層與基材表面的結合力也不理想,穩定性差。因此,電鍍方法和工藝配方必須進行改進才能滿足電鍍質量要求和生產需求。
經研究分析,設想將預粗化所用的苯酚類膨脹劑改為無異味的酰胺類膨脹劑,改善粗化后鍍件的表面狀態,并解決催化鈀濃度高、電鍍時間長、鍍層與塑料結合力不穩定以及外觀差等問題。選用拜耳Bayblend?ABS+PC 2953和奇美Wonderloy?PC/ABS PC-365塑料工件分別作電鍍工藝試驗,然后進行由小到大的批量試驗,直至量產。
2 工藝分析與試驗
2. 1 預粗化工藝試驗情況
分別采用2種預粗化膨脹劑對2種塑膠件進行浸泡,考察電鍍后表面鍍層的完整性。不同膨脹劑的操作條件及試驗結果如表1所示。
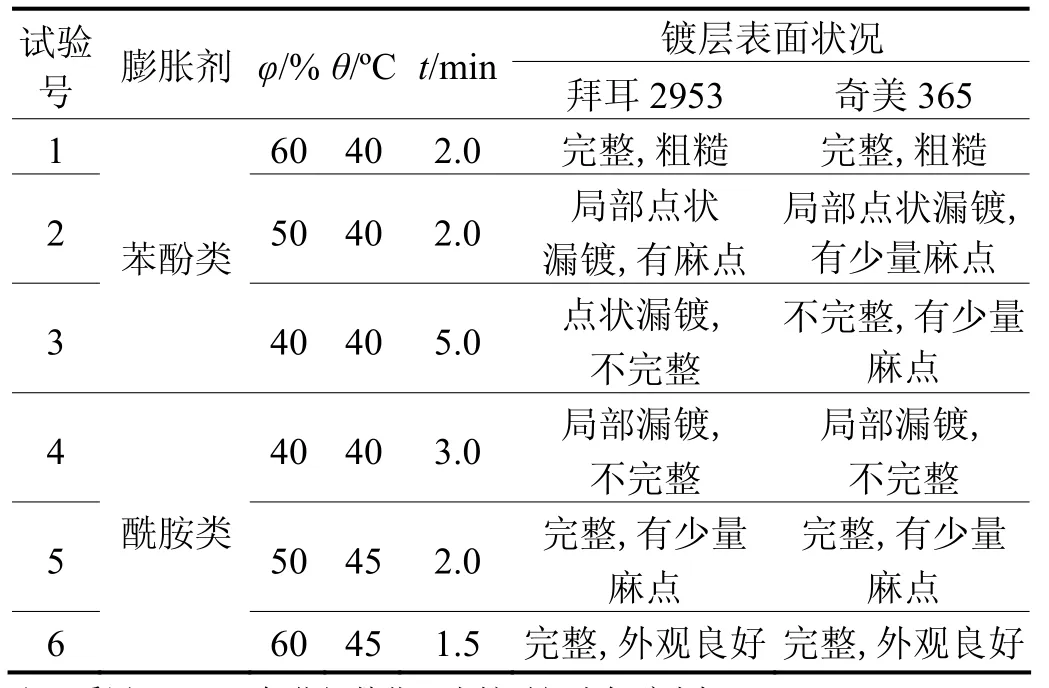
表1 不同預粗化處理后PC/ABS塑料件鍍層的表面狀況Table 1 Surface status of nickel coatings on PC/ABS plastics after pre-roughening by different methods
從表1可以看出試驗6的效果最好。于是將鍍層表面完整的試驗件做百格結合力測試,結果全部合格。因此,以試驗6的操作條件作為預粗化最佳工藝條件。
2. 2 催化工藝的探索與試驗
在膨脹和粗化后,PC/ABS塑料中的丁二烯顆粒因氧化而被腐蝕,聚碳酸酯也受到一定程度的腐蝕,從而導致塑件表面清洗困難及表面不規則,影響沉鈀前表面質量,使鈀的吸附效果變差,通常要通過提高氯化鈀的濃度和延長鍍銅時間才能使鍍層完整覆蓋。為此,粗化后有必要對塑料件表面進行調整處理。采用高分子有機物(氨基甲酸鹽類)調整粗化后塑件表面質量,通過清除表面異物來改變表面狀態,提高鈀的吸附能力。采用上述最佳預粗化工藝,在粗化條件不變的條件下,改變催化劑氯化鈀的含量,并用表調劑進行處理,試驗條件及結果如表2所示。
從表 2可以看出,增加表調工序可以降低催化劑中氯化鈀的濃度,并能改善鍍層表面品質,縮短電鍍時間(原每臂走機90 s,現為70 s)。
2. 3 新工藝流程及操作要求
工藝流程:上掛─預粗化─除油─清洗─親水─粗化─回收─清洗─中和─清洗─表調─清洗─預浸─催化─清洗─加速─清洗─化學沉鎳─清洗─轉機─活化─清洗─預鍍銅─清洗─活化─鍍酸銅─清洗─微蝕─清洗─半光鎳─光鎳─清洗─鍍鉻─清洗─轉機烘干─下掛─QC包裝。由于預粗化槽在自動電鍍線外,為操作方便,上掛預粗化后上機轉自動線電鍍。
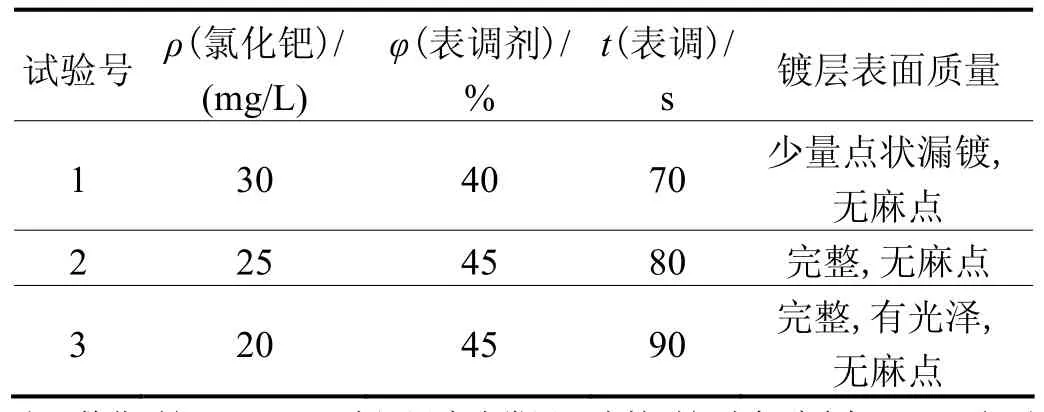
表2 催化及表調工藝條件對鍍層表面質量的影響Table 2 Effects of process conditions of catalyzing and surface conditioning on coating quality
工藝要求如下:
(1) 預粗化:膨脹劑60%(體積分數),溫度45 °C,時間70 ~ 90 s。浸漬時采用過濾機循環過濾,使溶液流動。
(2) 粗化工藝:CrO3400 g/L,H2SO4390 g/L,溫度68 °C,時間10 min。
(3) 表調:表調劑 45%(體積分數),室溫,時間90 s。
(4) 催化:氯化鈀20 ~ 25 mg/L,溫度22 ~ 25 °C,時間90 s。
(5) 加速:解膠鹽40 g/L,溫度45 °C,時間60 ~90 s。
(6) 化學鎳:化學沉鎳中次磷酸鈉含量不應過高,建議為10 ~ 12 g/L,否則反應過快會影響鍍層表面質量。
2. 4 試驗驗證
衛浴產品配件先后以2 000件德囯拜耳Bayblend?ABS+PC 2953和2 000件臺灣奇美Wonderloy?PC/ABS PC-365逐次按量電鍍生產,效果良好。電鍍產品經IPQC全檢,合格率90%以上,塑材與鍍層結合力測試100%合格。
3 PC/ABS塑料電鍍工藝改進前后的對比
3. 1 技術指標
原電鍍工藝小批量生產與改進工藝 2次批量生產后的數據對比見表3。從表3可以看出,改進工藝優于原工藝。應用證明,新工藝不僅可行,而且方便車間操作,有利于電鍍自動線連續生產,縮短了電鍍時間,提高了產量,穩定了電鍍品質。
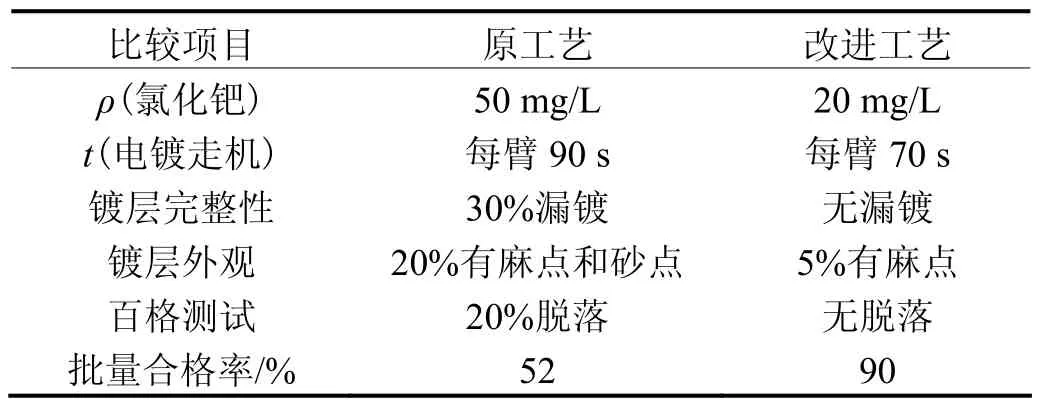
表3 工藝改進前后技術指標的對比Table 3 Comparison of technical indexes between original and improved processes
3. 2 經濟效益
(1) 提高工效:原每小時電鍍40掛,現增加到52掛,每掛按人民幣100元計,每小時提高總產值1 200元。
(2) 降低返鍍率:不良率由原40%左右降到10%,減少了返鍍工時,降低了廢品率。
(3) 節約貴金屬氯化鈀:原工藝的催化液中含氯化鈀50 mg/L,改進后為20 mg/L。鍍缸按1 000 L計,每缸省30 g,按鈀價112元/g計,節省3 360元。
Improvement on electroplating process for PC/ABS alloy plastic //
WU Shui-gou
A process for electroplating of PC/ABS plastic articles used for sanitary wares was improved by: (1) pre-roughening with amide-type swelling agent instead of phenol-type swelling agent to improve coating integrity and appearance; and (2) surface conditioning with carbamatetype high-molecular organic compound prior to catalysis to reduce the amount of PdCl2catalyzer, improve the quality of Pd deposit, and shorten the plating time. The improved process flow mainly includes pre-roughening, degreasing, hydrophilizing, roughening, reclaiming, neutralizing, surface conditioning; pre-dipping, catalyzing, accelerating, electroless nickel plating, activating, copper pre-plating, acid copper plating, semi-bright nickel plating, bright nickel plating, chromium plating, drying, and packaging. The results of batch plating with Bayer Bayblend?ABS+PC 2953 and Chi Mei Wonderloy?PC/ABS PC-365 plastics by the improved process showed that all products pass the cross-cut adhesion test and 90% of them have qualified appearance. The output value is raised by about 1 200 RMB per hour.
polycarbonate; acrylonitrile–butadiene–styrene copolymer; plastic plating; roughening; surface conditioning
TQ153.1; TQ153.3
A
1004 – 227X (2012) 01 – 0020 – 03
2011–07–01
2011–08–05
吳水茍(1954–),男,江西吉水人,大專,電鍍工程師,技術經理,從事電鍍30多年。
作者聯系方式:(E-mail) wu200866@126.com。
[ 編輯:溫靖邦 ]
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52