焊接變形有限元數值模擬分析
2012-11-16 05:07:50曹勇徐建輝侯波汪歡
中國新技術新產品 2012年21期
曹勇 徐建輝 侯波 汪歡
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽110043)
ANSYS是大型通用有限元軟件之一。基于其自動網格劃分功能,尤其是自適應網格劃分技術,進行二次開發,對于處理焊接數值模擬具有獨特的優勢。它強大的非線性分析功能可以有效地模擬焊接非線性過程;后置處理器可以很方便地將計算結果進行彩色等值、矢量圖和梯度等多種直觀顯示[1]。由于ANSYS具有以上功能及可靠性和可開放性等特點,應用該軟件模擬焊接過程越來越受到人們的關注。
傳統工藝中基本都是依靠改變焊接參數來減小焊接變形,效果不是很明顯。采用大型有限元分析軟件ANSYS模擬火焰筒襯套組件焊接變形過程,模擬馬鞍與內環焊接過程中溫度場及變形情況,總結變形規律,為焊接工裝控制焊接變形的措施提供理論設計依據及數值基礎。
模擬軟件針對不同焊接情況下的焊接變形進行模擬。依據模擬結果,選取能最大減小焊接變形的工藝方法,減少工裝種類及數目,縮短設計周期,而且節省試件經費,提高經濟效益。
1 材料的物理性能分析
材料的物理性能直接影響焊接過程及其相應的應力與變形模擬精度,尤其是材料參數隨著溫度的變化而對焊接數值模擬影響尤為劇烈。材料線膨脹系數、彈性模量、屈服強度、熱導率隨溫度的變化而變化。密度一般隨著溫度的變化不是十分明顯,這里選取20℃時[2],相應焊接材料的密度作為計算過程中的密度數據。焊接材料N263高溫合金的密度為350Kg/m3,Hast X高溫合金的密度為8280Kg/m3。泊松比隨溫度的變化不明顯,這里選取泊松比為0.3。N263高溫合金和Hast X高溫合金的熱物理參數如圖1和圖2所示。

圖1 N263材料的線膨脹系數隨溫度的變化曲線圖
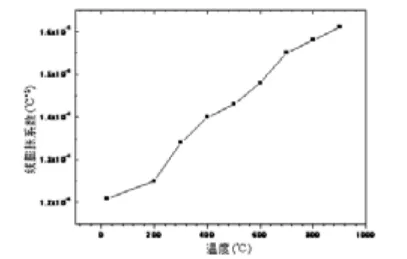
圖2 Hast X材料的線膨脹系數隨溫度的變化曲線圖
2 有限元模型的建立
內環與馬鞍焊接組件是薄壁件,在長度和厚度方向比例相差較大。生成節點和單元網格劃分,過程包括三個步驟:1) 定義單元屬性;2) 定義網格生成控制;3) 生成網格。為保證計算精度和提高計算速度,將其劃分成非均勻網格,在焊縫處局部進行網格加密處理,內環與馬鞍焊接組件網格化圖見圖3。有限元模型選用8節點的三維實體單元,共劃分10194個節點,34503個網格單元。
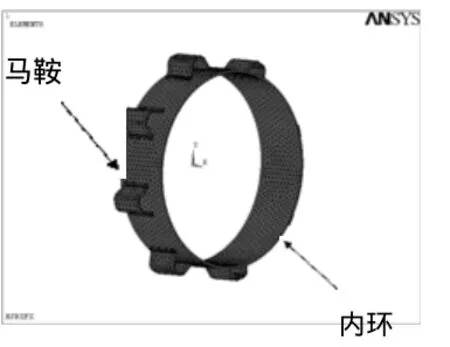
圖3 網格化圖
3 焊接溫度場對焊接殘余變形的影響
內環與馬鞍焊接組件數值模擬主要研究改變焊接先后順序對焊縫位移場的影響,熱源是通過假設焊縫單元內部熱生成模擬施加于焊縫處。假設焊接的熱源效率為0.7,室溫下的輻射率為7X10-8W/m2K4,熱載荷施加在焊縫處節點上,見圖4,并在規定時間內完成焊接工作。室溫為20℃[3]。
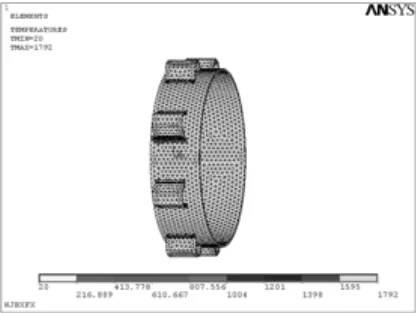
圖4 施加熱載荷圖
通過模擬分析,可以看出,焊接過程中,焊接溫度分布比較集中,主要分布在焊接熱源附近,最高溫度值為1792℃,溫度實測值為1765℃。可見溫度場數值模擬結果還是比較準確的。而溫度場的準確模擬是進一步計算焊接應力與變形的基礎。研究還發現焊縫附近存在比較大的溫度梯度,而經典焊接結構理論表明,比較大溫度梯度會使結構在焊接完成后在焊縫內部及其附近區域產生比較大的殘余塑性應變,進而由于結構協調作用而產生比較大的焊接殘余變形,影響結構的使用及裝配[4]。
4 焊接變形模擬結果分析與討論
在進行有限元分析時,材料模型選為熱彈塑性,屬于材料非線性,材料屈服遵循Von mises屈服條件。焊接時,焊縫及其周圍附近區域因熱膨脹受到周圍較低溫度金屬的約束,產生大量的塑變,冷卻后焊縫及其附近存在的殘余塑變,其大小和分布就決定最終的殘余應力和變形[5]。
圖5所示,內環與馬鞍焊接組件模擬結果,MAX的最大變形為0.494mm,在其對應的180°處變形為0.756mm,通過計算內環與馬鞍焊接后徑向最大的變形為1.25mm,與實際模擬結果相符。由此可見,內環與馬鞍焊接組件模擬圖與實際值吻合良好。

圖5 內環與馬鞍焊接完成后變形圖
結語
通過對火焰筒襯套組件上對接、角接、塞焊等焊縫產生的特殊變形規律進行理論分析,采用合理焊接工藝參數,在有限元模擬結果指導之下,有針對性的設計不同焊接夾具,有效控制焊接變形。采用有限元分析軟件ANSYS模擬火焰筒襯套組件焊接過程,模擬馬鞍與內環焊接過程的溫度場及變形情況;模擬結果表明,MAX最大變形為0.494mm,在其對應的180°處變形為0.756mm。通過計算可知,內環與馬鞍焊接后徑向最大變形為1.25mm,與實際焊后測量結果相符。利用焊接前反變形法及焊接夾具剛性固定法有效克服焊接收縮變形大的問題。通過使用焊接夾具,使內環圓度變形1mm降到0.3mm。由此可見焊接變形模擬分析對控制焊接預變形起到了良好的作用。
[1]В.А.Виноуров.Сварочнъте деформадии и Налряжения. Мосва Машнностроение[M].1978:73-78.
[2]李冬青, 孟慶國, 陶軍.等. 焊接動態位移場的建模與數值模擬[M]. 2002:3-21.
[3]中國機械工程學會焊接學會編. 焊接手冊, 第3卷[M]. 2001:233-237.
[4]沈鴻.機械工程設計手冊[M]. 1982:21-32.
[5]陳丙森. 焊接手冊.焊接結構, 第3卷[M].2002:354-367.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
