硬質合金滾刀與硬齒面滾齒的設計工藝
2012-11-16 05:07:42吳家偉
中國新技術新產品 2012年21期
關鍵詞:設計
吳家偉
(哈爾濱天源石化工程設計有限公司 , 黑龍江 哈爾濱 150000)
一、硬質合金滾刀設計
(1)滾刀材料
硬齒面滾齒加工的特點是:工件硬度高、切削過程斷續和切削層很薄,在切削過程中,刀具承受著較大沖擊載荷、較高的切削溫度和強烈的摩擦,因此,對刀具切削部分材料的沖擊韌性的要求就很高。通過試驗,推薦采用我國國產牌號YT14,該材料具有較高的耐磨性,再添加碳化鋰等高溫碳化物來提高刀片的沖擊性和耐磨性,以獲得良好的切削性能。
(2)滾刀的熱處理及鍍層
滾刀的熱處理采用鹽浴爐等溫淬火,鹽浴爐分級等溫及真空淬火等方式。淬火范式的改進使刀具的硬度穩定的控制在一個合理的范圍內。滾到表面采用鍍TiN、TiALN和鍍碳復合納米材料,是滾刀的耐用度大幅度提高。
(3) 滾刀的結構形式
目前,世界各國所設計的硬質合金滾刀,其結構主要有3種:整體式、機夾式、焊接式。
整體式硬質合金滾刀
其特點是剛性強機械加工省時,可做到較高精度。但受整體壓型工藝限制,目前只能做到外徑85mm的滾刀,且損耗昂貴的硬質合金較多,成本高,只宜做模數m=3mm以下的滾刀。
機夾式硬質合金滾刀機夾式結構比較復雜,夾緊可靠性也較差,特別是在加工大模數淬硬齒輪時,齒面的擠壓力較大,且交變作用顯著,因此對刀片的夾緊要求較高。我國韶關工具廠生產的硬質合金滾刀就是此類結構。這種結構可用于前角g=0°~ -30°(此處需要對照原文)的各類中模數(m1—6)硬質合金滾刀,切削效果很好。
焊接式硬質合金滾刀
其特點是結構簡單,聯接強度高,而且硬質合金刀片燒結容易,材料節省,應用較廣泛。但由于焊接應力引起的裂紋一直是產品質量不穩定的因素,因此需要較高的焊接技術,近年來日本對此問題解決較好,并已在生產中應用。我國重慶、漢江等工具廠采用這種結構。
(4)滾刀前角
由于硬質合金的沖擊韌性較差,因此,在硬質面滾齒時,極易產生崩刃,崩刃是硬質合金滾刀要解決的主要問題。為此,設計滾刀時,采用大負前角的特殊形式。
確定前角時要考慮兩點:
·刀具刃磨后齒形精度的保持性;
·提高刀齒抗崩刃的能力,降低刀刃
前角推薦值
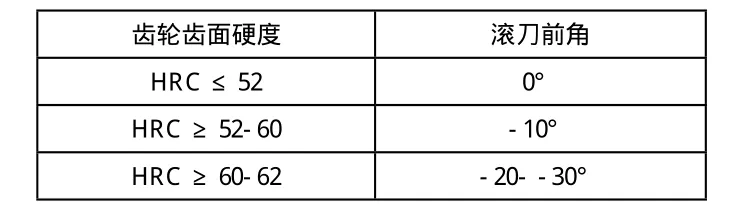
負前角的大小將直接影響刀具刃 磨后齒形精度的保持性以及抗崩刃的能力。負前角越大,精度保持性越差,但負前角過小,則刀具的抗崩刃能力越小。
從理論上分析,隨著硬質合金滾刀負前角的增大,滾刀側刀刃傾角增大,使滾刀刀齒平穩地切入金屬層,從而減小了沖擊,保護硬質合金刀齒不致崩刃,耐用度明顯提高。國內外的試驗和使用情況也得到同樣的結論。但是,負前角值越大,要保證滾刀的齒形精度就越困難。根據被加工齒輪的齒面硬度,前角推薦值如上表所示。
(5) 滾刀前面偏位值的修正
直槽滾刀重磨后,習慣上規定前面偏位值不變,認為這樣能保證其齒形精度。但從理論上來講是不符合的。近年來使用的直槽前角硬質合金滾刀也證明了這一點。隨著滾刀重磨量的增加,被滾切輪齒的漸開線誤差,在齒頂處逐漸朝負向偏差,通過理論分析和試驗,發現在重磨時改變前面偏位值能保證直槽滾刀刃磨后的齒形精度,從而提高滾刀的使用壽命。總之,使刃磨后的前角增大,才能保證刃磨后的齒形精度。
(6)滾刀基本尺寸的確定
滾刀的基本尺寸指的是滾刀的外徑、孔徑和長度等要根據滾刀的規格、用途、結構形式和機床條件等因素來確定。
A滾刀的外徑和孔徑
減小直徑的利處:克服變載荷引起的振動,進而提高滾刀與齒輪的速度,縮短切入切出時間,增加滾刀兩次刃磨的間隔等問題。
減小直徑的弊處:將引起滾刀螺旋升角增大,會導致滾刀的造型誤差變大,精度下降。
大直徑的滾刀,因其具有較大的內孔,有較好的剛性,應在實際設計中優先考慮。
B滾刀的長度
滾刀的最小長度應滿足以下要求:·滾刀應有充分的“竄刀”長度·滾刀能完整的包絡出被加工齒輪的全部齒形
·滾刀端頭的刀齒載荷不應過重。
二、硬齒面滾齒工藝
隨著機械工業的不斷發展,齒輪的應用越來越廣泛,對傳動系統和變速系統中齒輪精度和機械性能的要求越來越高,越來越多的齒輪傳動采用承載能力大,抗點蝕性能好的硬齒面齒輪。國外發達國家的工業齒輪,經表面淬火和整體淬火硬度在350HBS以上的硬齒面幾乎已完全取代硬度低于350HBS的軟齒面。我國自80年代以來,開始推廣硬齒面齒輪的應用。
硬齒面滾齒加工的工藝路線如下:
(1)普通精度齒輪(7-9級):滾齒→淬火→硬齒面半精滾,
(2)衍齒齒輪(6-7級):滾齒→淬火→硬齒面半精滾→衍齒;
(3)磨齒齒輪(3-6級):滾齒→淬火→硬齒面半精滾→磨齒。
影響齒形精度的原因主要有兩個方面:
一是滾齒機的穩定性和傳動剛度差;
二是制造高精度硬質合金滾刀存在一定的困難,大負前角的滾刀在重磨后齒形變化很大。為此,需要對滾刀的結構和參數進行精心設計和計算,對重磨后的齒形精度進行分析,并提出改進措施。
滾齒作為齒形加工中最常用、生產率較高的一種加工方法。不僅應用于齒形加工,也可用于精加工。但是在滾齒的加工過程中,由于工藝系統在制造、安裝和調整中會不可避免地存在誤差,這些誤差影響傳遞運動的準確性、傳動平穩性和載荷分布的均勻性。
因此,在設計硬質合金滾刀時,為滿足其使用要求,對設計時的材料、形狀和規格要求也是非常嚴格的,滾齒齒面缺陷及齒面粗糙度達不到設計要求,也會引起齒輪傳動時發生噪音,加劇齒面的磨損,從而降低使用壽命。合理的設計刀具,能有效的提高刀具的強度和使用壽命,合理的調整參數,具有重要的使用價值。隨著科學不斷進步,新型高效率的刀具將會取得新的研究成果。
[1]丁俊一,機械制造技術基礎[M]北京:機械工業出版社,2004.
[2]《齒輪制造手冊》編輯委員會.齒輪設計手冊[M]北京,機械工業出版社,1998.
[3]袁哲俊,劉華明,唐易勝主編《齒輪刀具設計》上冊[M],新時代出版社,1983.
[4]亢再章等,硬齒面齒輪滾切技術,機械傳動,1998.
[5]朱紹華,機械加工工藝[M]北京:機械工業出版社,1999.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
