7050鋁合金攪拌摩擦焊接頭微觀組織及力學性能分析
2012-11-14 07:55:18姜玉恒劉金合周衛濤
電焊機 2012年7期
關鍵詞:焊縫
姜玉恒,劉金合,周衛濤
(西北工業大學 材料學院,陜西 西安 710072)
7050鋁合金攪拌摩擦焊接頭微觀組織及力學性能分析
姜玉恒,劉金合,周衛濤
(西北工業大學 材料學院,陜西 西安 710072)
采用攪拌摩擦焊焊接厚12 mm的7050鋁合金,分析接頭的微觀組織和力學性能。研究結果表明,焊核區由于熱循環作用形成細小的等軸再結晶組織;熱機影響區受機械和熱的雙重作用組織發生了較大程度的變形,在熱循環的作用下發生回復反應;熱影響區僅受熱循環的作用,組織稍微有粗化現象。力學試驗表明:旋轉速度400r/min、焊接速度180mm/min時,接頭的抗拉強度可以達到391 MPa,為母材的77%;焊接速度200 mm/min,旋轉速度450 r/min時,接頭的抗拉強度可以達到376 MPa,為母材的74%。斷口形貌分析顯示,接頭斷裂模式為穿晶和沿晶混合型斷裂。
攪拌摩擦焊;7050鋁合金;微觀組織;力學性能;斷口形貌
0 前言
7050屬高強度可熱處理合金,具有極高的強度及抗剝落腐蝕和抗應力腐蝕斷裂性能。常用于飛機結構件的中厚板擠壓件、自由鍛打件和模鍛件。
1 試驗材料和方法
試驗材料選擇12mm厚的7050鋁合金軋制板,規格為300 mm×100 mm,其主要化學成分如表1所示。試驗在中國攪拌摩擦焊中心自主研制的FSW-1DB-025型懸臂式攪拌摩擦焊機上進行,沿試樣軋制方向進行對接試驗。焊接前,將兩塊待焊鋁合金厚板剛性固定在鋼墊板上,焊接傾角2.5°,壓入量充分。焊接前用粗砂紙對焊接區域進行打磨,并用丙酮擦拭試樣表面[1]。
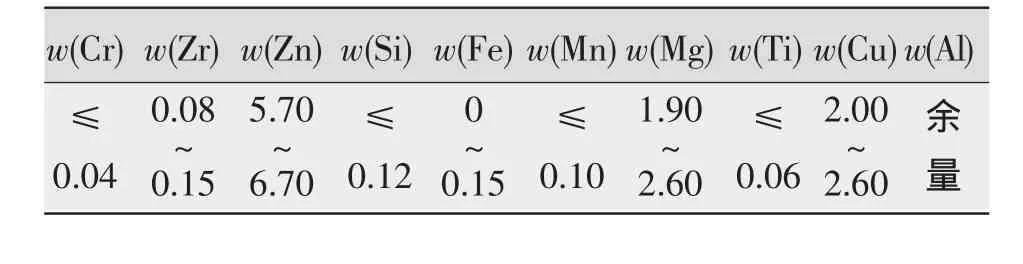
表17050 鋁合金主要化學成分 %
焊接時,攪拌頭高速旋轉插入待焊板材接縫,當攪拌頭軸肩壓實鋁板后,沿接縫前進以完成焊接過程。攪拌頭旋轉速度300 r/min,攪拌頭沿焊縫方向的焊接速度150mm/min。焊接后,在拼焊板上沿焊縫橫向分別取樣,在Z100電子萬能材料試驗機上進行拉伸試驗;沿垂直焊接方向截取試樣,經粗磨、細磨和機械拋光后,使用柯氏試劑對試樣進行腐蝕,在OLYMPUS-PMG3光學顯微鏡下觀察微觀組織,然后使用HX-100硬度計測量橫截面和焊核區厚度方向的顯微硬度;最后用VEGA-Ⅱ型(SEM)掃描電鏡觀察微觀端口形貌[2]。
2 試驗結果和討論
2.1 接頭微觀組織分析
在攪拌頭轉速300 r/min、焊接速度150 mm/min的焊接工藝條件下,7050鋁合金板焊縫橫截面的宏觀形貌如圖1所示。

圖1 7050鋁合金焊縫宏觀橫截面形貌
由圖1可見,焊縫區上寬下窄,呈“V”字形,焊縫上部近似與攪拌頭軸肩等寬。宏觀組織的光澤存在明暗差異,有較明顯的界線。在軸肩影響區下方為焊核區,其形狀、大小與攪拌針相似;焊核區與熱機影響區交界處兩側呈現不同的宏觀形貌,前進側呈現明顯的拐角,而后退側平滑過渡,這是由于前進側在焊接過程中發生了較大的塑性變形。可將焊接接頭分四個組織性能區:焊核區WNZ(weld nugget zone)、熱機影響區TMAZ(thermo-mechanically affected zone),熱影響區HAZ(heat affected zone)、母材區BM (base metal),如圖2所示。
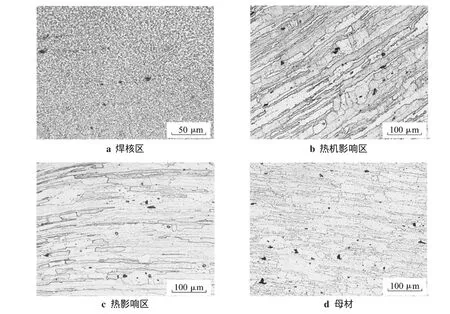
圖2 7050鋁合金焊縫微觀組織和區域
焊核區WNZ由于受到攪拌棒強烈的機械攪拌作用,以及由劇烈摩擦產生的局部高溫作用,組織發生動態再結晶。該區受攪拌棒機械作用的影響最大,發生再結晶的晶粒來不及長大就在攪拌的作用下發生破碎,形成細小的等軸晶組織(見圖2a)。熱機影響區TMAZ在攪拌頭的劇烈攪拌作用引起的塑態鋁的粘附作用下,在接近焊核區的小部分區域發生了局部破碎和粘附長大現象,而其他部分的組織發生了較大程度的彎曲變形,在板條狀組織內形成了回復晶粒組織,并在焊接熱循環作用下發生回復和再結晶,其晶粒相比焊核區要大些(見圖2b)。熱影響區HAZ是沒有受到攪拌頭機械攪拌作用的區域,但在焊接過程中由于受到的焊接熱循環的作用比焊核區弱,僅僅發生回復反應,相對于母材,該區內組織發生粗化(見圖2c)。母材沒有受到熱機械作用,晶粒組織仍成板條狀,沿軋制方向分布(見圖2d)[4]。
2.2 接頭力學性能分析
2.2.1 拉伸性能分析厚12 mm的7050鋁合金FSW接頭力學性能如圖3所示。由圖3a可知,當旋轉速度400 r/min、焊接速度150~200 mm/min時,隨著焊接速度的增加,接頭抗拉強度和斷面伸長率呈先上升后下降的趨勢。由圖3b可知,當焊接速度200 mm/min、轉速度400~500 r/min時,接頭抗拉強度和斷面伸長率同樣呈先上升后下降的趨勢。

圖3 焊接參數對接頭拉伸性能的影響
2.2.2 接頭顯微硬度分析
當旋轉速度300r/mm、焊接速度150mm/min時,7050鋁合金攪拌摩擦焊接接頭微觀硬度分布如圖4所示。由圖4可知,焊核區微觀硬度較高,熱影響區微觀硬度相對較低。焊核區經歷較高溫度的焊接熱循環,并在攪拌針作用下發生劇烈塑性變形,組織為再結晶晶粒,晶粒細小,顯微硬度較高。熱影響區由于強化相發生聚集現象,使熱影響區溫度較低,產生過時效現象,降低顯微硬度[4]。
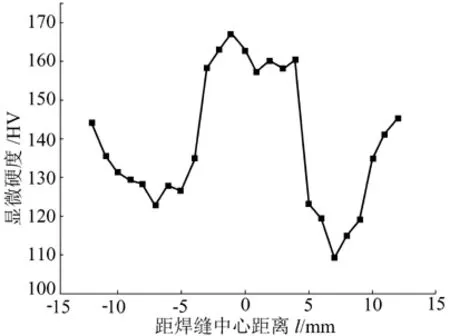
圖47050 鋁合金FSW焊接接頭的顯微硬度分布
2.3 接頭斷口分析
7050鋁合金攪拌摩擦焊接接頭斷口形貌如圖5所示,試件斷裂于焊接熱影響區與熱機影響區交界處,因為這兩部分金相組織過渡不平滑,易產生應力集中。從圖5a體形貌來看,斷口表面光滑平整,局部區域有少量的纖維狀特征。從圖5b的微觀斷口形貌可以發現大量的等軸韌窩和撕裂棱,部分區域有解理斷裂和沿晶斷裂的特征。從斷口形貌分析,接頭斷裂模式穿晶和沿晶混合型斷裂[5]。
3 結論
(1)7050鋁合金攪拌摩擦焊接接頭焊核區發生動態再結晶,組織為等軸晶組織,微觀顯微硬度較高,而熱影響區組織粗化,并受強化相聚集的影響,該區域微觀顯微硬度較低。焊接接頭顯微硬度整體趨勢呈現“W”形。
(2)當旋轉速度400 r/min、焊接速度180 mm/min時,接頭抗拉強度和斷面伸長率接近母材的抗拉強度和斷面伸長率,接頭的抗拉強度可以達到391 MPa,為母材的77%;當焊接速度200 mm/min、旋轉速度450 r/min時,接頭抗拉強度和斷面伸長率接近母材的抗拉強度和斷面伸長率,接頭的抗拉強度可以達到376 MPa,為母材的74%。
(3)7050鋁合金攪拌摩擦焊接接頭斷口處于熱影響區和熱機影響區交界處,屬于穿晶和沿晶混合型斷裂。
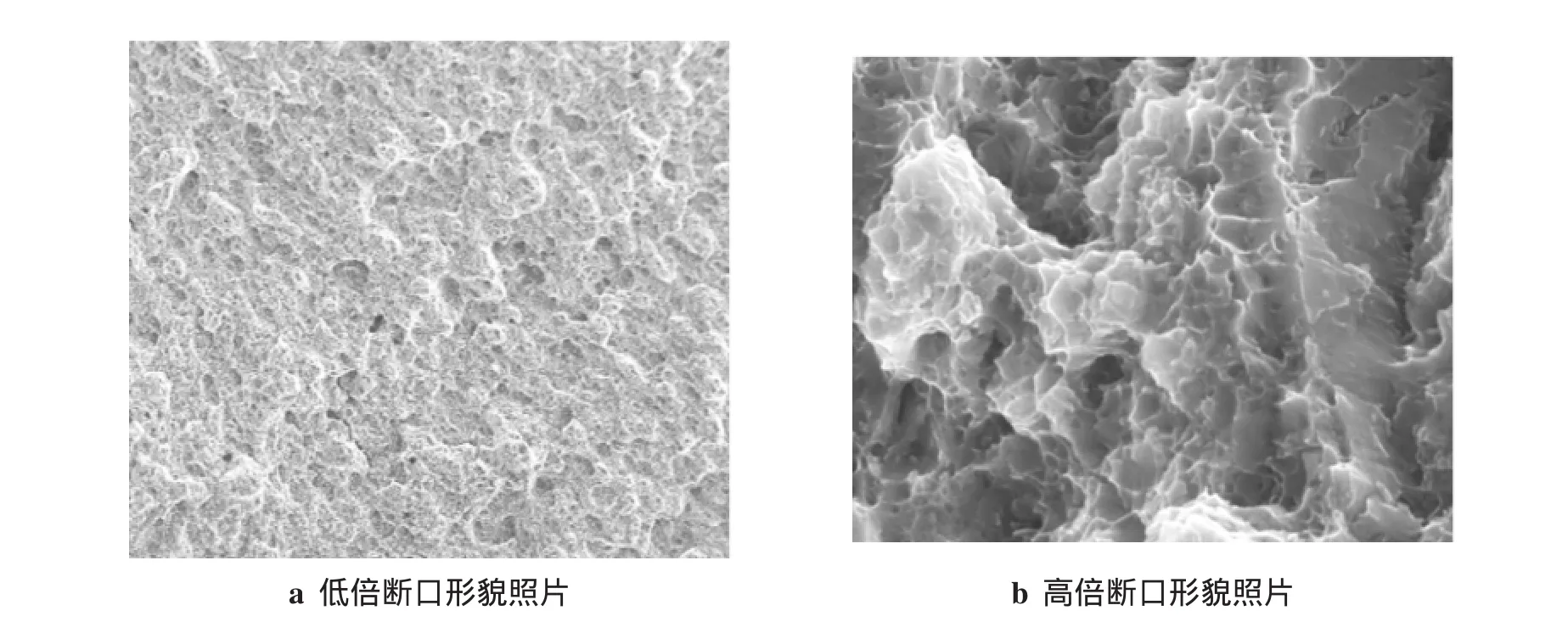
圖5 接頭斷口形貌
[1]周萬盛,姚君山.鋁及鋁合金的焊接.北京:機械工業出版社,2006.
[2]柯黎明,邢 麗.攪拌摩擦焊工藝及其應用[J].焊接技術,2000,29(2):7-8.
[3]王慶國,趙衍華.鋁合金的攪拌摩擦焊接[M].北京:中國宇航出版社,2010.10.
[4]徐韋鋒,劉金合,架國紅,等.厚板鋁合金攪拌摩擦焊接頭顯微組織與力學性能[J].金屬學報,2008,44(11):1404-1408.
[5]趙衍華,林三寶,申家杰,等.2014鋁合金攪拌摩擦焊接頭的微觀組織及力學性能[J].航空材料導報,2006,26(1):67-70.
Microstructure and mechanical properties analysis of welding joint 7050 Aluminum alloy in friction stir welding
JIANG Yu-heng,LIU Jin-he,ZHOU Wei-tao
(School of Materials and Engineering,Northwestern Polytechnical University,Xi'an 710072,China)
The butt joints of 7050 aluminum alloy plates with thickness of 12 mm were obtained by friction stir welding with optimizal parameters,and the microstructure and Mechanical properties of the joints were analyzed.The results indicate that weld nugget zone is the formation of small equiaxial recrystallization organization.Thermo-mechanically affected zone with machine and hot dual role organization has undergone great degree of distortion,under the action of thermal cycle,happened reply response.Heat affected zone only the function of the heat cycle,coarse grains were found in heat affected zone.Mechanics test shows that the rotation speed is 400 r/min,welding speed is 180 mm/min,joint tensile strength can reach 391 MPa,the 77%of mother material and the Welding speed is 200 mm/min,rotation speed is 450 r/min,joint tensile strength can reach 376 MPa,the 74%of the mother materials.The fracture morphology analysis show joint fracture mode is wear crystal and the intergranular mixed fracture.
friction stir welding;7050 aluminum alloy;microstructure;mechanical properties;fracture morphology
TG457.19
A
1001-2303(2012)07-0086-04
2012-01-30
姜玉恒(1978—),男,甘肅慶陽人,碩士,主要從事攪拌摩擦焊工藝和模擬的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
