成品油長輸管道冬季焊接防護措施
2012-11-14 07:50:48李志飛
電焊機 2012年4期
劉 輝,周 翠,李志飛
(1.CPE新疆石油工程建設有限責任公司 壓力容器廠,新疆 克拉瑪依 834000;2.西南石油大學,四川 成都 610500)
成品油長輸管道冬季焊接防護措施
劉 輝1,周 翠2,李志飛1
(1.CPE新疆石油工程建設有限責任公司 壓力容器廠,新疆 克拉瑪依 834000;2.西南石油大學,四川 成都 610500)
寧夏石化成品油外輸管道工程沿線耕地較多,為降低成本,需在氣溫較低的冬季耕地、無經濟作物時施工。冬季焊接施工主要采用焊前預熱、使用防風棚、保持層間溫度、焊后后熱保溫和擋板封堵等措施保證質量。對L245管線鋼采取上述措施保證焊接質量,焊接接頭經力學試驗和射線探傷檢測,一次性合格率99.64%,符合質量標準要求。既保證了冬季焊接質量,又控制了施工成本,經濟和社會效益明顯。
長輸管道;冬季焊接;防護措施
0 前言
隨著油氣資源的不斷開發與利用,作為安全、經濟、有效的油氣運輸手段,成品油長輸管道得到了快速發展。寧夏石化成品油外輸管道采用常溫密閉順序輸送工藝,輸送油品為寧夏石化分公司生產的93#汽油、0#柴油、-10#柴油和-20#柴油。干線起于寧夏回族自治區的銀川市西夏區(中銀管道銀川原油末站),途經寧夏石嘴山、內蒙古烏海、阿拉善、巴彥淖爾,止于巴彥淖爾的臨河末站。油品外輸管道工程設計壓力6.4 MPa,使用L245管線鋼。L245管線鋼是在普通低碳鋼和普通低合金高強度鋼的基礎上添加了微量(含量不大于0.20%)的合金元素(主要是強烈的碳化物形成元素,如Nb、V、 Ti等),從而使鋼材具有良好的綜合力學性能、焊接性和抗腐蝕性能[1],常用于四川等西南地區輸氣管道的建設。西南地區冬季溫度較高,基本不影響其在冬季的焊接,然而西北冬季的氣溫較低(見表1),焊接施工時必須考慮防護措施,因此研究L245管線鋼的冬季焊接防護措施就十分必要。
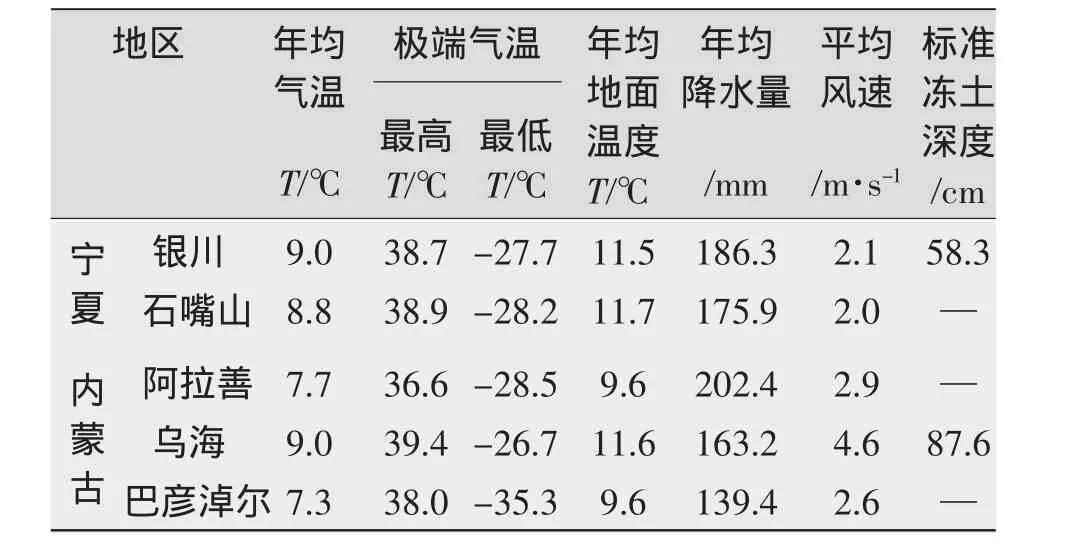
表1 管道沿線天氣情況
1 冬季焊接難點和解決措施
1.1 冬季焊接難點
(1)溫度較低,母材受氣溫影響,焊接時易出現冷裂紋。
在-15℃進行焊接操作時,因環境溫度過低,在焊接過程中會出現母材和焊縫受熱不均勻,使母材和焊縫局部產生應力集中,在熔合區出現冷裂紋。
(2)環境條件惡劣,產生氣孔、夾雜等缺陷。
現場施工基本上是在野外沙漠和荒地中進行。由于風的影響,在焊接過程中,母材中的C和空氣中的O發生化學反應,生成的CO會繼續與O發生反應產生CO2氣體,且不能及時溢出,將在焊縫中形成CO2氣孔。受風的影響,熔池金屬液成型不規則,熔渣出現在熔池中形成夾雜。
(3)焊后冷卻速度過快,易產生氫致裂紋。
由于溫度過低,焊后冷卻速度較常溫快,雖然使用低氫型焊條焊接,但空氣中的水和氫氣將與焊條中的CaF2反應生成HF,這是低氫型焊條的脫氫反應,用于控制焊縫中氫的含量。但由于冷卻速度增大,焊縫焊后冷卻時間變短,冷卻速度增大,脫氫反應不徹底,使焊縫中氫的含量比常溫焊接時高,易產生氫致裂紋。
1.2 解決措施
(1)使用防風棚。
在長輸管道焊接中,防風棚是使用最多也是最有效的一種防護措施。傳統管線焊接的移動電站都配備有焊接防風棚,在防風棚內施焊有利于提高焊接質量,減少環境因素對焊接質量的影響。
(2)焊前預熱。
本工程焊接規程中未要求進行焊前預熱。在常溫下焊接,L245管線鋼因焊接性良好,強度不高,無需預熱焊縫性能就能達到GB50369-2006規定要求;但在冬季施工時,由于氣溫較低,為避免出現冷裂紋等焊接缺陷和應力集中現象,給后面試壓等工序帶來風險,采用了焊前預熱方法。預熱能夠有效防止冷裂紋,但合理選擇預熱溫度十分重要。預熱溫度過高,一方面惡化了勞動條件,另一方面在局部預熱條件下,由于附加應力的產生反而促使產生冷裂紋[2]。因管徑小,考慮成本之后采用自制加熱器預熱,預熱溫度100℃~130℃,預熱寬度大于等于100 mm。
(3)層間溫度。
在焊接過程中,根焊后3 min內開始進行填充蓋面,始終保持層間溫度在80℃以上,如果不能及時進行填充蓋面,施焊前需對已冷卻的焊道進行加熱,保證焊縫受熱均勻。
(4)后熱保溫。
焊接條件下,加熱和冷卻速度都比較快,必然會對金屬的相變產生較大影響[3]。冬季焊接在溫度較低的情況下,焊后冷卻速度更快,對金屬相變會產生更大的影響。為了改善焊接熱影響區組織,應采用后熱保溫的措施來降低冷卻速度。施工中使用環形加熱器進行后熱,后熱后使用自制的保溫套進行焊后保溫,保溫時間24 h,保溫套是耐熱帆布里面填充石棉網,經濟有效,如圖1所示。

圖1 焊接后熱保溫
(5)擋板封堵。
在焊接組對前使用自制可拆卸鋼擋板封堵管端,控制管內風速,避免因管內風速過大造成焊接質量問題。
2 試驗材料和焊接工藝
2.1 母材
試驗用L245管線鋼規格φ 219.1mm×5.6 mm,由寶雞鋼管廠生產,化學成分和力學性能見表2、表3。
2.2 焊接材料
采用大西洋生產的E6010和E5015(J507)焊條,規格φ 3.2 mm,化學成分和力學性能見表4、表5。

表2 L245管線鋼化學成分 %

表3 L245管線鋼力學性能
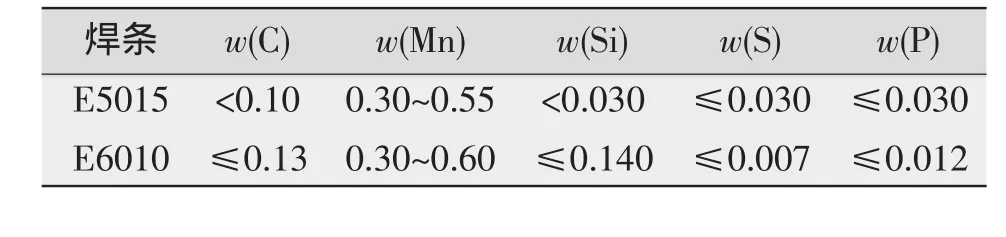
表4 焊條化學成分%
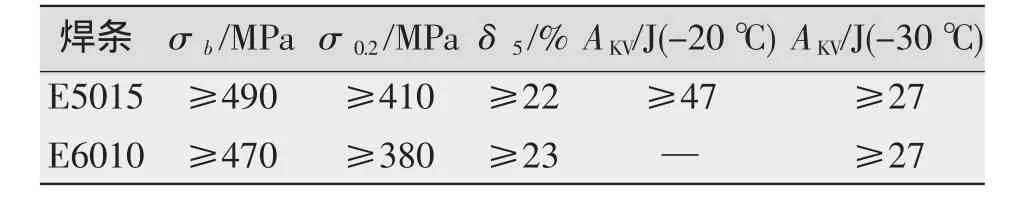
表5 焊條金屬力學性能
2.3 焊接工藝規程
采用焊條電弧焊,纖維素焊條根焊+低氫型焊條填充、蓋面,根焊與填充焊間隔時間小于5 min,層間溫度大于等于80℃,焊接工藝參數見表6。在溫度-18℃、風速10m/s時,采用上述措施進行現場焊接。

表6 焊接工藝參數
接頭形式為對接,V型坡口,坡口角度60°±5°,鈍邊0.5~1.5 mm,間隙2.0~3.0 mm。焊接坡口如圖2所示,焊接層數見表7,順序如圖3所示。

圖2 焊接坡口

表7 焊接層數
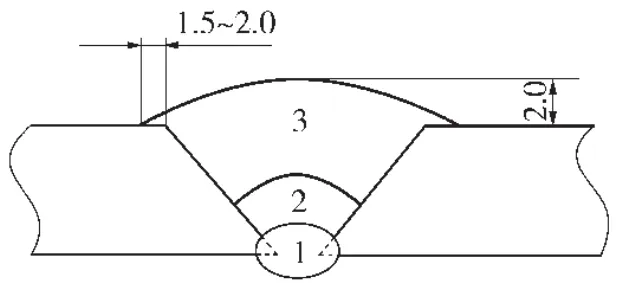
圖3 焊接順序
3 焊接結果
3.1 力學性能試驗
截取無損檢測合格的焊接接頭進行拉伸、冷彎、刻槽、硬度等力學性能試驗,結果見表8~表11。試驗結果符合GB50369-2006《油氣長輸管道工程施工及驗收規范》要求。
3.2 檢測結果
2011年12月1日~2012年1月15日焊接的3 326道焊口,經方圓檢測公司檢測,一次性合格率高達99.64%,其中Ⅰ級片子2823張,Ⅱ級片子491張。

表8 拉伸試驗
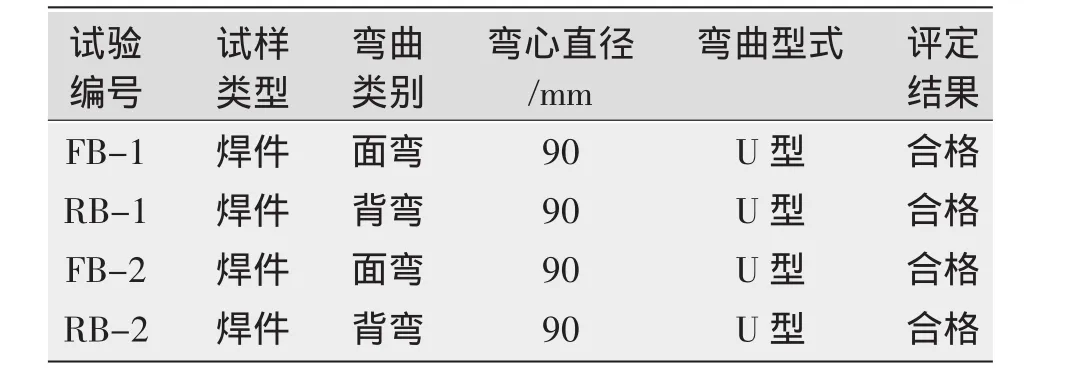
表9 冷彎試驗
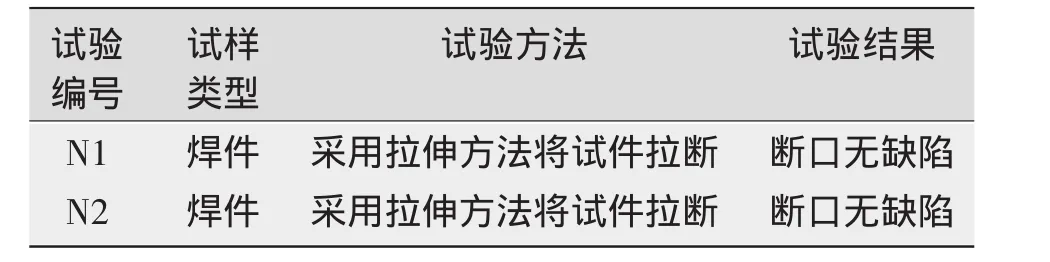
表10 刻槽試驗

表11 維氏硬度HV
4 結論
在工程中采取防護措施后,工程質量得到保證,各項性能均符合設計要求,焊后缺陷明顯減少,一次性合格率上升3%。
采用防風棚、焊前預熱、焊中加熱,焊后后熱保溫和使用防風擋板之后,在冬季低溫下能夠進行正常焊接,且未出現冷裂紋、氫致裂紋和氣孔等焊接缺陷。這些措施有效地提高了焊接質量,控制了施工成本,保證了工期進度。
[1]康小兵.微合金元素鈮、鈦對低碳微合金鋼組織——性能影響的研究[D].鞍山:鞍山科技大學,2005.
[2]張文鉞.用平板剛性拘束試驗測定焊接冷裂紋敏感性的研究[J].天津大學學報,1985(2):69-77.
[3]張文鉞.焊接冶金學[M].北京:機械工業出版社,1999.
Protective measures of welding in winter of long-distance refined oil pipeline
LIU Hui1,ZHOU Cui2,LI Zhi-fei1
(1.Pressure Vessel Factory,CPE Xinjiang Petroleum Engineering Construction Co.,Ltd.,Karamay 834000,China;2.School of Graduate,Southwest Petroleum University,Chengdu 610500,China)
Along the pipeline engineering of refined oil transportation produced by Ningxia Petrochemical Corporation,there are many cultivated lands,in order to reduce the cost,the pipeline engineering should be constructed in winter when the temperature is low and there are no cash crops.Welding in winter construction mainly takes measures such as preheating,windbreak shelter,keeping interpass temperature and post welding heat treatment,flap closure and so on,to ensure the welding quality.When the measures accounted above are used in the welding of L245 pipeline steel,the radiographic inspection test and mechanical properties of weld joint one-time qualified quality reaches 99.64%,which can satisfy the quality standards.Moreover,after the quality assurance measures are taken in the winter construction,the quality of the weld has been improved,the cost has been reduced and following great economic and social benefits.Key words:long-distance oil and gas pipeline;welding in winter;precaution measures
TG47
B
1001-2303(2012)04-0090-03
2012-02-20
劉 輝(1987—),男,四川南充人,學士,主要從事油氣長輸管道及儲罐焊接的工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
