大噸位精整壓力機快速返程時慣性沖擊原因分析及對策
2012-11-13 06:41:06張新國
鍛壓裝備與制造技術 2012年2期
張新國,韓 杰,孫 林,馮 濤
(揚州捷邁鍛壓機械有限公司,江蘇 揚州 225127)
大噸位精整壓力機快速返程時慣性沖擊原因分析及對策
張新國,韓 杰,孫 林,馮 濤
(揚州捷邁鍛壓機械有限公司,江蘇 揚州 225127)
精整壓力機主要用于零件校平、整形等工序。由于工序特點需要,精整壓力機都具有快速下降、等速壓制和快速返程的特性。小噸位多連桿壓力機在實現上述運動特性曲線時,快速返程的慣性沖擊問題并不突出。但在大噸位多連桿壓力機工作時,快速返程時的慣性沖擊已對設備性能的可靠性和穩定性構成了較大影響。本文即針對大噸位多連桿結構壓力機工作時的慣性沖擊進行分析研究,從而有效抑制壓力機工作時的慣性沖擊,效果良好。
機械制造;慣性沖擊;精整壓力機;快速返程;雙作用平衡缸
0 前言
校正整形大都是在沖裁、彎曲和拉深工序之后進行的,主要是把工件的不平度、形狀、角度或圓角半徑加以精整,從而達到零件精度要求。校正整形工序的特點是變形量小,對模具精度和粗糙度要求高,所用壓力機也需要具有較高的精度和剛性,能夠滿足高負荷工作的要求,這是傳統壓力機難以達到和完成的。精整壓力機就是應這種特殊的工藝要求而產生的。本文所述精整壓力機是一種精密、高速、高效的精密整形拉深壓力機,設備采用六連桿機構并進行了優化設計,使該設備既具有類似于液壓機的運動特性曲線,又具有較快的行程次數,設計行程次數達到35min-1。使該設備既可完成傳統工藝中需液壓機才能完成的工藝,又具有較高的節拍速度以便在連線生產時滿足快速節拍生產的需要。但是,由于設備公稱噸位大,行程次數高,在為滿足特定的運動曲線而采用多連桿式結構后,壓力機運轉時的慣性沖擊超出了國標限定范圍。本文即針對精整壓力機工作時的慣性沖擊進行分析,提出采用雙作用平衡缸方案進行控制,并通過實踐得到驗證。
1 精整壓力機的運動特性分析
精整壓力機采用六連桿機構。六連桿機構的結構形式為在傳統的曲柄連桿機構之前增設一套四連桿機構,因此在進行運動分析時,可以先按傳統的鉸鏈四桿機構的分析方法求得從動桿的角速度ω3,再用ω3替換傳統曲柄連桿運動分析中的ω值,即可得到六連桿壓力機的行程s、速度v及加速度a值特性曲線。
按照鉸鏈四連桿機構的運動分析公式:
得到ω3后,即可按照傳統的壓力機運動計算辦法,求得滑塊運動時的s、v、a值:
式中,ω以ω3代入,α以φ3代入,即可求得精整壓力機的s、v、a值。其曲線如圖1所示。
六連桿機構精整壓力機滑塊的s、v、a曲線放大展開圖分別如圖2、3、4所示。
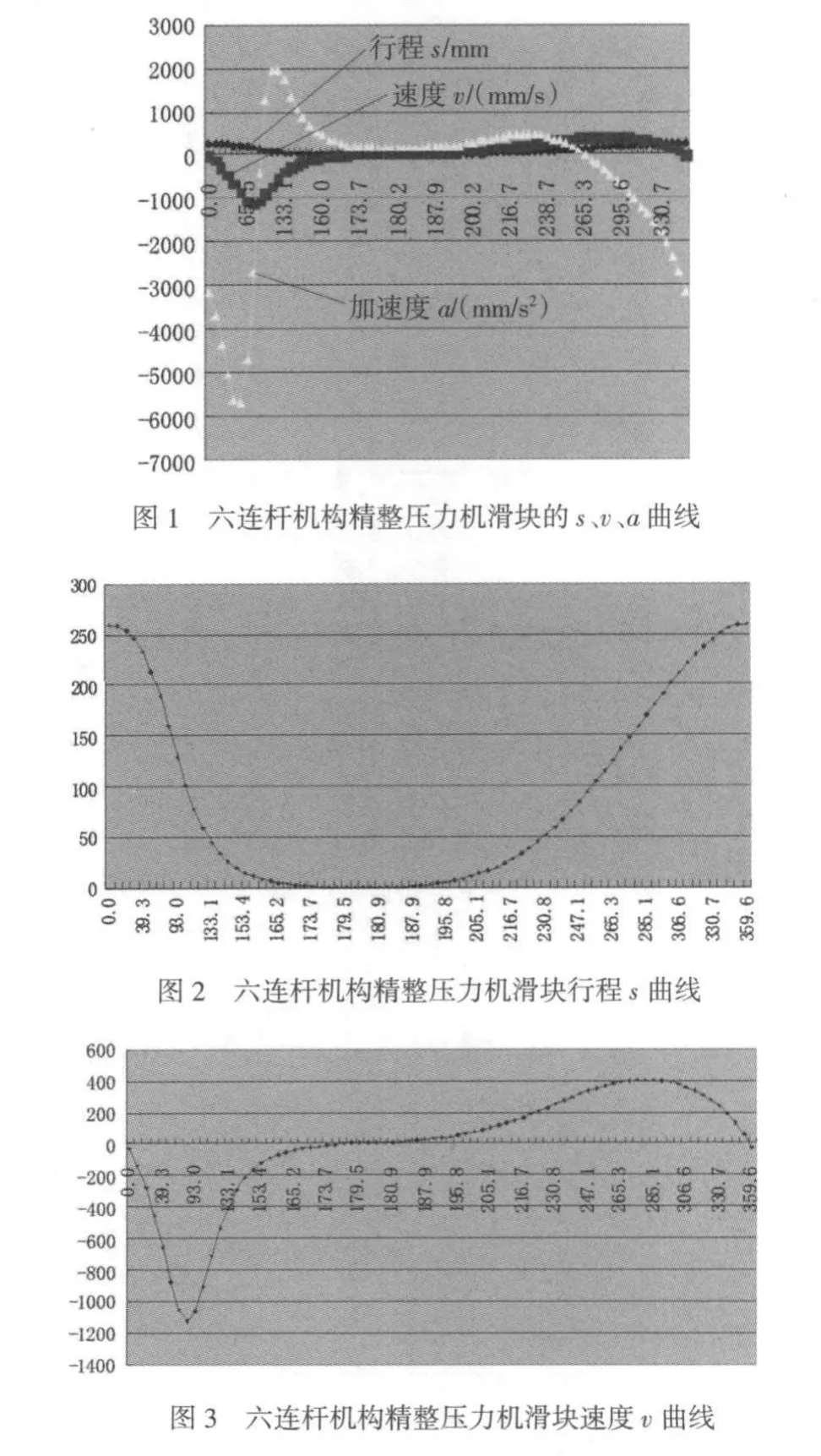
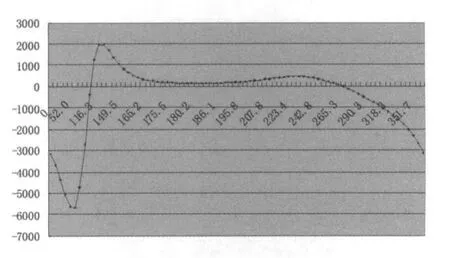
圖4 六連桿機構精整壓力機滑塊加速度a曲線
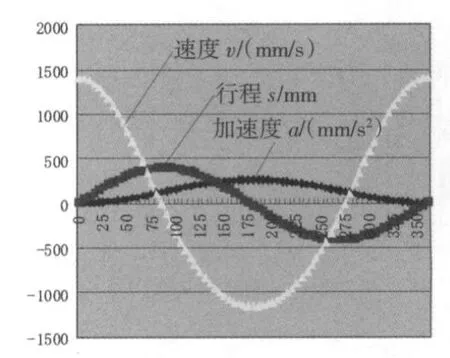
圖5 傳統壓力機滑塊的s、v、a曲線
在相同的行程和行程次數下,傳統曲柄連桿壓力機滑塊的s、v、a運動曲線如圖5所示。
傳統壓力機計算分析時,ω以恒定值對待(實際上傳統的壓力機工作過程中ω也是隨著飛輪的轉速變化而變化的)。在進行多連桿傳動分析時,用ω3替換了傳統曲柄連桿運動分析中的ω值,ω就不再恒定,因此所得到的s、v、a運動曲線(圖1)也就不同于傳統壓力機運動曲線(圖5)。由此可根據成形工藝需要對多連桿壓力機的s、v、a曲線進行設計。
從圖 1、2、3、4 的精整壓力機 s、v、a 曲線可以看出,經過桿系優化后,滑塊的運動曲線幾近完美。在圖2行程曲線上,曲柄轉角從177°到182°滑塊保持在下死點位幾乎不動,在此區間的行程變化量僅在0.15mm以內,這是傳統壓力機難以做到的。同時可以看出,精整壓力機工作時,在下死點位置附近,滑塊的速度接近為恒速,滑塊的加速度也基本維持在0值附近,s、v、a運動曲線完全可以滿足精整工藝的要求。
2 運動沖擊分析
設備樣機制造完成后,在進行試車時,壓力機在工作位置的狀態表現非常理想,但在壓力機滑塊回程到接近上死點位置附近時,沖擊非常大,設備幾乎有“躍起”感。此問題不解決,即使壓力機在下死點的工作位置特性多優良,設備依然不能正常使用。
通過對傳統壓力機加速度曲線與六連桿機構精整壓力機加速度曲線的比較可以看出,采用傳統的曲柄結構壓力機,滑塊的加速度峰值為1.2m/s2;采用多連桿機構的精整壓力機,滑塊的加速度峰值達到了5.8m/s2,約為傳統壓力機加速度峰值的4.8倍。同時經過觀測發現,沖擊發生的位置與計算出的加速度峰值出現的位置很吻合,都是發生在滑塊回程到接近上死點位置附近。由此判定,沖擊是由于設備的工作行程次數高,設備運轉時的加速度峰值隨之也增高,加速度峰值與滑塊重量合作生成的慣性力超出了壓力機自身的平衡能力所致。
3 精整壓力機的慣性平衡方案
根據分析結果判斷得出沖擊原因后,如何平衡滑塊的慣性力沖擊就成了壓力機正常工作的首要問題。經過幾次試驗,最終采用雙作用平衡缸方案獲得成功。
傳統壓力機平衡缸的作用是提高滑塊運動的平穩性。由于滑塊及上模重量較大,當滑塊運動時,飛輪負荷增加,尤其在向下運動時,其重量使運動部分加速,引起“超前”,導致傳動部分撞擊。增加平衡裝置后,能使滑塊運動平穩。其平衡力曲線見圖6。
針對精整壓力機回程時的沖擊問題,根據前述分析采取雙作用平衡缸方案。通過電磁閥控制,使平
衡缸的控制電磁閥在曲柄轉角的θ角位得電換向,從而得到如圖7所示的平衡力曲線。其中θ角的位置就是滑塊運動加速度最大點的位置。θ角之前為壓力機的正常工作區間,在此區間電磁閥不做控制動作,平衡缸作用力的方向為向上的托力,其作用與常規壓力機平衡缸的作用相同。從最大加速度發生的θ角位開始,通過電磁閥的控制,平衡缸的作用力開始反向向下,對滑塊進行反向向下的壓制,以克制滑塊向上的慣性沖擊力;當滑塊回程到上死點位置時,對平衡缸的控制解除,壓力機的平衡缸恢復正常工作狀態。
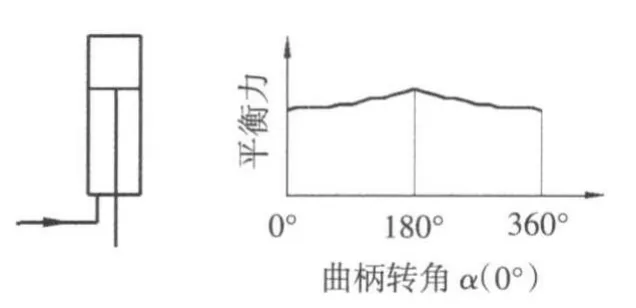
圖6 普通平衡缸平衡力曲線

圖7 雙作用平衡缸平衡力曲線
采用上述雙作用平衡缸方案后,精整壓力機回程時的沖擊得到有效控制,運轉時最大噪聲由115db降到83db,完全符合國家標準最大噪聲值要求。
4 結束語
對于一般的普通型壓力機,由于滑塊的質量較小,加速度的峰值也較小,壓力機滑塊運動時的加速度影響并不明顯。但是對于快速多連桿壓力機而言,由于滑塊重量的加大和加速度峰值的提高,加速度的影響已不容忽視,這在設計過程中進行桿系優化時就要給予足夠的重視。本文介紹的雙作用平衡缸在快速多連桿機構壓力機上的成功運用,也為快速多連桿機構壓力機的加速度平衡做了一次大膽嘗試。實踐證明采用雙作用平衡缸方案對滑塊的加速度沖擊進行抑制是完全可行的。
[1] 趙升噸,張學來,高長宇,等.高速壓力機慣性力平衡裝置及其特性研究.鍛壓裝備與制造技術,2005,(4).
[2] 阮衛平,劉 強,吳殿軍.高速曲柄壓力機的動平衡機構探討.鍛壓裝備與制造技術,2008,(6).
[3] 成大先,主編.機械設計手冊.北京:化學工業出版社,2001.
[4] 何德譽,主編.曲柄壓力機.北京:機械工業出版社,1987.
Reason analysis and countermeasure on big ton sizing press quick return inertia attack
ZHANG Xinguo,HAN Jie,SUN Lin,FENG Tao
(Yangzhou JFMMRI Metalforming Machinery Co.,Ltd.,Yangzhou 225127,Jiangsu China)
Sizing press is mainly used on the bending and drawing parts'face lifting and flat parts'equalization ect..Because the characteristic need of working procedure,the sizing press have the characteristics of quickly approach the parts,fastly work to realize face lifting and quickly return.When the small ton multi-link press realize the upper move characteristic curve,the problem of quick return inertia attack is not distinct.But when the big ton multi-link press work,quick return attack have big infection on the machine reliability and stability.The text do research and analysis on the big ton multi-link press working inertia attack,thereby effectively control the press working inertia attack,and get good result.
Multi-link sizing press machine;Quick return;Inertia attack reason analysis;Countermeasure
TG315.5+3
A
1672-0121(2012)02-0014-03
2011-12-27
張新國(1965-),男,高級工程師,長期從事壓力機等研發設計
