錐形端蓋拉深工藝與模具設(shè)計(jì)
2012-11-13 06:40:26黃素英
鍛壓裝備與制造技術(shù) 2012年3期
關(guān)鍵詞:工藝
黃素英
(鄭州鍋爐股份有限公司,河南 鄭州 450001)
錐形端蓋拉深工藝與模具設(shè)計(jì)
黃素英
(鄭州鍋爐股份有限公司,河南 鄭州 450001)
介紹了某錐形端蓋拉深工藝及其復(fù)合模具設(shè)計(jì)。該復(fù)合模具壓制成形工件不起皺,壓制后回彈量小,尺寸、形狀均符合圖紙要求。在凸、凹模模壁強(qiáng)度允許的條件下,采用復(fù)合工藝。對(duì)雙壁空心零件采用反拉深法可獲得良好的防皺效果。
機(jī)械制造;錐形端蓋;拉深工藝;模具設(shè)計(jì)
1 前言
我公司35t、60t鍋爐產(chǎn)品鍋筒內(nèi)部汽水分離裝置零件端蓋屬于錐形拉深件,材料08Al,如圖1所示。在鍋爐產(chǎn)品生產(chǎn)時(shí),由于各種原因零件壓制后起皺嚴(yán)重,形狀、尺寸均不符合圖紙要求,影響總體安裝及鍋爐運(yùn)行。于是重新進(jìn)行工裝設(shè)計(jì)。由于該零件為錐形拉深件,在壓制過程中應(yīng)力集中易引起局部變薄,自由面積大而壓邊圈作用小,易起皺且回彈嚴(yán)重。根據(jù)現(xiàn)有生產(chǎn)條件并結(jié)合工件特點(diǎn),經(jīng)過對(duì)幾種工藝方案的反復(fù)論證,從中選擇了技術(shù)上最合理、制造成本低的復(fù)合模成形方案。經(jīng)過幾臺(tái)產(chǎn)品試制,該復(fù)合模壓制的工件不起皺,壓制后回彈量小,形狀、尺寸均符合圖紙要求。以下簡單介紹該模具設(shè)計(jì)過程,供同行參考。

2 工藝及模具設(shè)計(jì)
2.1 修邊余量的確定
拉深過程中,受材料方向性、模具間隙不均、板厚變化、摩擦阻力不等及定位不準(zhǔn)等影響,造成拉深件口部周邊不齊,必須進(jìn)行修邊。修邊余量查表4-4(無凸緣圓筒形拉深件的修邊余量)[1]取δ=2。
2.2 毛坯尺寸計(jì)算
在不變薄拉深中,材料厚度雖有變化,但其平均值與毛坯原始厚度十分接近,因此,毛坯的展開尺寸可根據(jù)毛坯面積與拉深件面積(加上修邊余量)相等的原則求出。按拉深件毛坯直徑的計(jì)算公式:

經(jīng)過試壓修正,取圓環(huán)毛坯尺寸:?410mm/?150mm。
2.3 壓邊圈的采用及其類型
為了防止在拉深過程中工件邊緣起皺,應(yīng)使毛坯在被拉入凹模圓角前保持穩(wěn)定狀態(tài),其穩(wěn)定程度主要取決于毛坯的相對(duì)厚度t/D×100=2/410×100=0.48,拉深系數(shù) m=0.746,按文獻(xiàn)[1]圖 4-114(根據(jù)毛坯相對(duì)厚度和拉深系數(shù)確定是否采用壓邊圈),根據(jù)毛坯相對(duì)厚度和拉深系數(shù)及設(shè)備條件,確定采用彈性平面壓邊裝置。
2.4 拉深件的拉深系數(shù)和拉深次數(shù)
在制定拉深件的工藝過程和設(shè)計(jì)拉深模具時(shí),必須預(yù)先確定該零件是否可以一道工序拉成,正確確定拉深次數(shù)直接關(guān)系到制造的經(jīng)濟(jì)性和壓制成形工件的質(zhì)量。在確定工件的拉深次數(shù)時(shí),必須做到使毛坯內(nèi)部的應(yīng)力既不超過材料的強(qiáng)度極限,還能充分利用材料的塑性。

式中:d1——拉深前毛坯直徑;
D——拉深后工件的直徑。
08Al塑性好(即 δ、ψ 大)且屈服比小(即 σs/σb小),所以拉深系數(shù)m可小些。采用壓邊圈拉深時(shí)的拉深系數(shù)查文獻(xiàn)[1]表4-15(無凸緣筒形件用壓邊圈拉深時(shí)的拉深系數(shù)),m1=0.55~0.58<0.746,所以工件可以一次拉深完成。
2.5 拉深模工作部分尺寸的確定
尺寸?308標(biāo)注在拉深件的外徑,應(yīng)以凹模為準(zhǔn),間隙取在凸模上,即減小凸模尺寸得到間隙。

式中:Δ——零件的公差;
δ凹——凹模的制造公差,查文獻(xiàn)[1]表4-66(圓形拉深模凸、凹模的制造公差),取

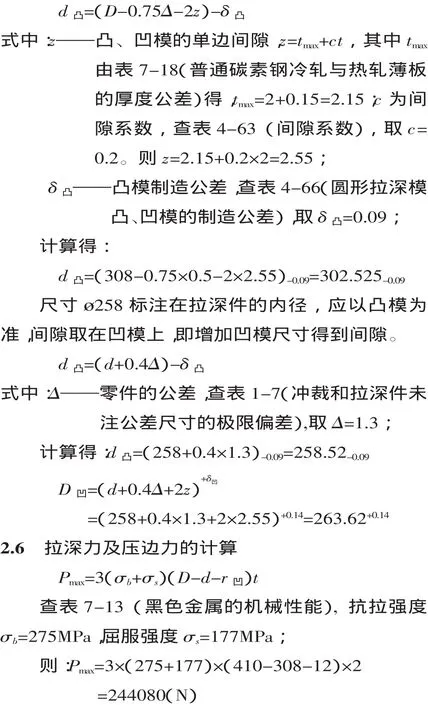
2.7 壓邊力的計(jì)算
壓邊圈的壓力必須適當(dāng),壓邊力過大會(huì)增加拉深力,甚至?xí)构ぜ眩瑝哼吜^小會(huì)使工件的邊緣起皺。在生產(chǎn)中壓邊力Q可按拉深力P的1/4選取:

經(jīng)計(jì)算,結(jié)合公司設(shè)備條件,決定選用LB175單動(dòng)油壓機(jī)。
2.8 模具設(shè)計(jì)(圖2)
在凸、凹模模壁強(qiáng)度允許的條件下,采用復(fù)合工藝。對(duì)雙壁空心零件采用反拉深法由于增加了徑向拉應(yīng)力σ1的作用,根據(jù)塑性方程式 σ1+σ3=βσs的關(guān)系可知,減小了σ3的作用,因而能獲得良好的防皺效果。頂件裝置浮動(dòng)模芯內(nèi)的彈性元件由于空間位置限制采用承載負(fù)荷大、安裝、調(diào)整均方便的橡膠。
壓制時(shí),將毛坯圓環(huán)(?410/?150)放在浮動(dòng)模芯上,開動(dòng)壓力機(jī),凸模及壓邊圈向下移動(dòng),壓邊圈就對(duì)毛坯產(chǎn)生一定壓力,上模繼續(xù)下移,零件被壓制成形,工作行程結(jié)束滑塊向上移動(dòng),浮動(dòng)模芯內(nèi)的橡膠將成形后的工件頂出。

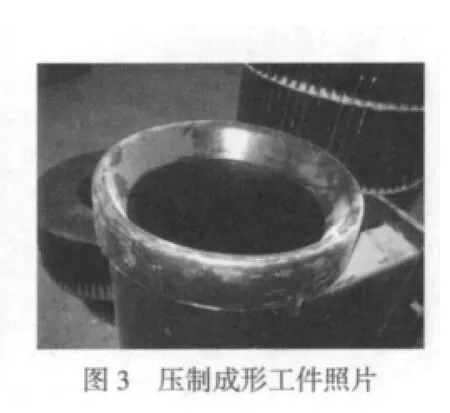
3 結(jié)論
經(jīng)過多臺(tái)產(chǎn)品試制,該模具壓制成形的工件不起皺,壓制后回彈量小,尺寸、外形均符合圖紙要求(圖3)。裝入產(chǎn)品運(yùn)行,整體效果良好,且模具制造成本低。
[1] 王孝培,主編.沖壓設(shè)計(jì)手冊.北京:機(jī)械工業(yè)出版社,1983.
[2]《沖模設(shè)計(jì)手冊》編寫組.沖模設(shè)計(jì)手冊(模具手冊之四).北京:機(jī)械工業(yè)出版社,1988.
[3] 吳詩忄卓,主編.沖壓工藝學(xué).西安:西北工業(yè)大學(xué)出版社,1987.
[4] 第四機(jī)械工業(yè)部標(biāo)準(zhǔn)化研究所.冷壓沖模設(shè)計(jì).1979.
Drawing process and tool design for end cap
HUANG Suying
(Zhengzhou Boiler Co.,Ltd.,Zhengzhou 450001,Henan China)
In the composite tool design of taped drawing parts,the workpiece can be formed without any wrinkle under small springback,the dimension and profile of which can satisfy the drawing very well.Within the strength allowance of the convex and concave tool wall,the composite process could be adopted.Good anti-wrinkle effect can be gained to the double wall hollow parts by use of the reverse drawing method.
End cap;Drawing;Process;Design of tool
TG385.2
B
1672-0121(2012)03-0080-02
2011-12-08
黃素英(1968-),女,工程師,從事成形工藝裝備設(shè)計(jì)工作
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52