CRH5型動車組用中心銷鑄造工藝研發(fā)
2012-11-04 13:59:48閆成玉
中國鑄造裝備與技術(shù) 2012年5期
閆成玉,賈 旭
(江蘇朗銳茂達鑄造有限公司,江蘇江陰 214445)
CRH5型動車組用中心銷鑄造工藝研發(fā)
閆成玉,賈 旭
(江蘇朗銳茂達鑄造有限公司,江蘇江陰 214445)
介紹了CRH5型動車組用中心銷鑄鋼件結(jié)構(gòu)特點和內(nèi)、外質(zhì)量要求,通過對其鑄造工藝的設(shè)計、ProCast三維模擬和試制再調(diào)整,最終生產(chǎn)出滿足客戶方要求的產(chǎn)品,加速了該產(chǎn)品的國產(chǎn)化進程。
CRH5型動車組;中心銷;鑄造工藝
根據(jù)長客股份提供的圖紙及技術(shù)要求,經(jīng)過鑄造工藝設(shè)計及模擬優(yōu)化,研制出了CRH5型動車組用中心銷鑄鋼件樣品,經(jīng)驗證其主要性能(機械性能、外觀及內(nèi)在質(zhì)量)均達到國際同等水平,并成功通過了客戶FAI;基本上實現(xiàn)了350km/h動車組轉(zhuǎn)向架用中心銷等產(chǎn)品的國產(chǎn)化,預(yù)計將來經(jīng)濟效益可觀。

圖1 加工后的中心銷產(chǎn)品
1 中心銷鑄件結(jié)構(gòu)特點和質(zhì)量要求
1.1 鑄件結(jié)構(gòu)特點
中心銷性能需滿足350km/h動車組的運行要求,行車外部環(huán)境溫度在-40℃~+45℃,持續(xù)運行速度350km/h,最大設(shè)計軸重17t。作為轉(zhuǎn)向架系統(tǒng)關(guān)鍵受力件之一的中心銷,其鑄件質(zhì)量的優(yōu)劣,將直接影響著行車的安全性。
中心銷屬于左、右對稱結(jié)構(gòu),輪廓尺寸為700×630×360(mm);左右兩筋板厚度16mm,內(nèi)側(cè)不加工,且間距要求592mm±1mm,該部位容易變形,尺寸較難保證。
1.2 客戶質(zhì)量要求
中心銷產(chǎn)品的重要等級為B級,依據(jù)標(biāo)準DIN 1690-2,所有表面均需進行磁粉探傷和目視檢查,驗收標(biāo)準參照EN1369,關(guān)鍵區(qū)域為1級要求,其余區(qū)域為2級要求;內(nèi)在質(zhì)量要求較高,要求進行射線探傷檢查,鑄件關(guān)鍵區(qū)域滿足ASTM E446的Ⅱ級要求,其余區(qū)域滿足Ⅲ級要求。

圖2 鑄件關(guān)鍵區(qū)域示意圖

表1 中心銷化學(xué)成分( %)
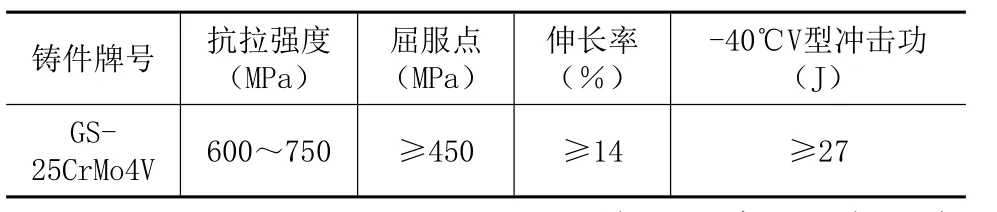
表2 中心銷機械性能要求
材質(zhì)選為GS-25CrMo4V,其中殘余P元素要求小于0.020%,殘余S元素小于0.015%,使用中頻爐熔煉,具有一定的難度;結(jié)合國內(nèi)客車的實際運行狀況,機械性能指標(biāo)中又增加了對-40℃低溫沖擊的要求(27J)。
2 鑄造工藝性分析
根據(jù)對該產(chǎn)品使用狀況、結(jié)構(gòu)特點和質(zhì)量要求的分析,發(fā)現(xiàn)其鑄造有一定的難度,主要表現(xiàn)如下:
(1)技術(shù)條件要求鑄件所有部位進行X射線探傷檢測,而部分區(qū)域厚度達195mm,通用的X射線厚度僅為100mm左右;
(2)兩筋板臂厚度16mm,內(nèi)側(cè)不加工,鑄造過程中,筋板容易變形,內(nèi)檔尺寸不易得到保證;
(3)表觀質(zhì)量要求高,筋板內(nèi)表面多不加工,為后續(xù)打磨工作造成很大負擔(dān);
(4)成分和性能控制較嚴格,需要在中頻爐熔煉和熱處理工序中進行調(diào)整。
3 鑄造工藝設(shè)計及模擬
根據(jù)中心銷鑄造工藝性分析結(jié)果,利用公司動車組類鑄件工藝設(shè)計方面的經(jīng)驗,結(jié)合ProCast三維軟件模擬效果,采用在關(guān)鍵部位采取特別措施的方法,利用酯硬化水玻璃砂造型,選取鋯英粉涂料,確保出品率和表面粗糙度的同時,盡可能避免鑄件產(chǎn)生裂紋、夾砂、變形及縮松等缺陷。
3.1 鑄造工藝設(shè)計
圖3 中心銷工藝示意圖
中心銷鑄造工藝主要要點如下(見圖3):①水平分型,無坭芯,確保底、蓋箱定位準確;② 一箱兩件,對稱分布,澆口從筋板處頂注;③ 中心銷孔位置放一圓鋼內(nèi)冷鐵,減少縮孔缺陷,加工時去除;④大平面熱節(jié)部位放置兩腰圓冒口;⑤內(nèi)澆口筋板內(nèi)側(cè)面及字牌部位放置鉻鐵礦砂,其厚度不小于25mm。
3.2 中心銷工藝模擬分析
利用ProCAST三維模擬軟件對制定的工藝進行了模擬分析,充型過程較平穩(wěn),鑄件凝固后發(fā)現(xiàn)拉筋厚大部位存在一定量的縮孔,后期鑄造過程中在該部位覆蓋鉻鐵礦砂。其它部位模擬結(jié)果良好。具體模擬結(jié)果如圖4所示。
4 工藝改進
試制初期,由于鑄件內(nèi)部縮孔、成分、性能不達標(biāo)等問題,造成廢品率高達50%以上,經(jīng)過分析、研究,結(jié)合ProCAST三維模擬軟件模擬的結(jié)果,采取以下幾項工藝措施:
(1)底部R40大圓弧對應(yīng)部位,增加2只120mm的冒口,以增加補縮;
(2)凹錐內(nèi)側(cè)增加補貼量,+20mm/+5mm,人為提供補縮通道,保證凝固順利(見圖5);
(3)鑄件表面,尤其是內(nèi)澆口附近,刷2次醇基鋯英粉涂料,以減少粘砂;
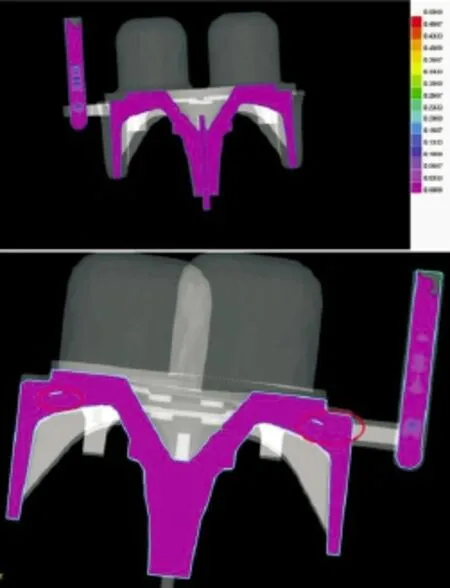
圖4 中心銷模擬界面截圖及縮孔部位
(4)采用Al+(Si-Ca)符合脫氧的方式,降低因單純由Al脫氧造成的Al含量超標(biāo)的問題;
(5)結(jié)合中頻爐熔煉特點,廢鋼料直接選用低P爐料,從源頭上減少P、S等元素的含量;
(6)調(diào)質(zhì)處理時,適當(dāng)提高回火溫度(+10℃~+20℃),增強其低溫沖擊性能。
采取以上工藝措施后,通過生產(chǎn)驗證,鑄件內(nèi)部質(zhì)量有了很大的提升,解決了內(nèi)部縮孔的問題,同時解決了鑄件成分、性能不符合要求的問題,達到預(yù)期的效果。

圖5 增加補縮通道,消除縮松缺陷
5 結(jié)論
(1) 利用酯硬化水玻璃砂工藝制造類同中心銷結(jié)構(gòu)的鑄鋼件,可以保證鑄件表面質(zhì)量;
(2)降低殘余P、S元素的含量,對于提高該材質(zhì)的低溫沖擊性能是有利的;
(3)內(nèi)冷鐵的使用,特別要確保芯頭定位的穩(wěn)定性,以免鋼水沖擊時產(chǎn)生傾斜,造成因內(nèi)冷鐵加工不掉造成的返修或報廢;
(4)內(nèi)澆口內(nèi)側(cè)面多為過熱部位,粘砂較為嚴重,打磨相對不便,采用多次刷涂的方法,可以基本上解決此類問題;
(5)適當(dāng)增加補貼,人為提供補縮通道,確保整個鑄件可以實現(xiàn)順序凝固。
Developing of Casting Technology of Centre Pivot for CRH5 EMU
YAN ChengYu, JIA Xu
(Jiangsu Lang Rui Mao Da Foundry Co.Ltd., Jiangyin 214445, Jiangsu China)
The structure characteristics and both inner and outer quality demand for centre pivot for CRH5 EMU have been introducd. The casting technology design, ProCast 3D simulation and eventually adjustments have met requirements for products of ChangKe and Simens hence accelerated the localization process.
CRH5 EMU; Centre pivot; Casting technology
TG242;
A;
1006-9658(2012)05-0029-3
2012-08-03
稿件編號:1208-091
閆成玉(1984-),男,從事鑄造工藝設(shè)計
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
