C620車(chē)床上銑削方形曲面槽
2012-10-26 05:20:10周建平
中國(guó)科技信息 2012年8期
周建平
臺(tái)州技工學(xué)校,浙江 臺(tái)州 318000
C620車(chē)床上銑削方形曲面槽
周建平
臺(tái)州技工學(xué)校,浙江 臺(tái)州 318000
工廠對(duì)大批量生產(chǎn)方形曲面槽,在工藝上零件加工長(zhǎng)度超過(guò)X62銑床縱向行程長(zhǎng)度,擬采用的辦法是在C620普通車(chē)床的基礎(chǔ)上,根據(jù)銑削的原理、特點(diǎn),自行設(shè)計(jì)銑削靠模裝置和車(chē)床改造,使之能夠車(chē)床代替銑床進(jìn)行方形曲面槽加工,并通過(guò)車(chē)床改造與生產(chǎn)證明了車(chē)床代替銑床改造的加工效果,解決了零件加工長(zhǎng)度超過(guò)X62銑床縱向行程長(zhǎng)度的問(wèn)題,并對(duì)方形曲面槽的加工能有效地減少對(duì)大型機(jī)床設(shè)備的投資,這種加工方法是符合實(shí)際情況。
銑床;車(chē)床;方形曲面槽;靠模
1 大批生產(chǎn)方形曲面槽加工中遇到的問(wèn)題
作者所在單位有一家普通的校辦機(jī)械實(shí)習(xí)工廠,車(chē)床、刨床、鉆床等通用機(jī)床設(shè)備占有相當(dāng)數(shù)量,而一些專(zhuān)用機(jī)床,如鏜床、銑床、插床等數(shù)量卻相對(duì)較少甚至沒(méi)有。根據(jù)(圖1)方形曲面槽的零件,零件的加工長(zhǎng)度為1800mm,材料:尼龍,加工精度要求高,大批量生產(chǎn)。根據(jù)學(xué)校的機(jī)械實(shí)習(xí)工廠設(shè)備與加工生產(chǎn)方形曲面槽的要求是不能組織生產(chǎn)加工,主要問(wèn)題是:(1)我們校辦機(jī)械實(shí)習(xí)工廠銑床加工的有效長(zhǎng)度范圍為1250mm,零件的加工長(zhǎng)度已經(jīng)超過(guò)銑床加工的有效長(zhǎng)度范圍。(2)如果在大型機(jī)床設(shè)備上加工,學(xué)校要對(duì)其設(shè)備上的投資,是不符合我校校情的。(3)產(chǎn)品放到其他協(xié)作單位加工生產(chǎn)會(huì)影響經(jīng)濟(jì)效益,不利于組織生產(chǎn)。
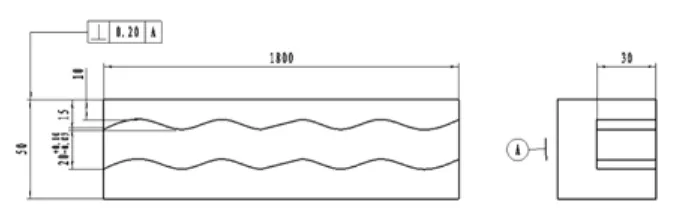
圖1 方形曲面槽零件
2 問(wèn)題分析
解決上述生產(chǎn)遇到問(wèn)題的關(guān)鍵是:要少投入資金,多產(chǎn)出產(chǎn)品的指導(dǎo)思想,如何組織生產(chǎn)方式來(lái)提高生產(chǎn)效率和經(jīng)濟(jì)效益。根據(jù)零件加工的技術(shù)要求,有不同情況加以分析,在分析加工技術(shù)問(wèn)題上,我們經(jīng)過(guò)反復(fù)討論和技術(shù)分析,決定利用學(xué)校現(xiàn)有機(jī)床設(shè)備組織生產(chǎn),采用了現(xiàn)有C620×2000mm舊車(chē)床改造成代替銑床的加工方法,解決了上述幾個(gè)遇到的技術(shù)問(wèn)題,找到一條投入少量資金的合適加工方法。
3 解決問(wèn)題的方法
3.1 C620車(chē)床代替銑床的改造
對(duì)C620車(chē)床代替銑床改造方案是:在原有車(chē)床上銑刀作縱向進(jìn)給運(yùn)動(dòng)時(shí),銑刀運(yùn)動(dòng)軌跡可以用大滑板沿著車(chē)床的床身導(dǎo)軌作縱向進(jìn)給運(yùn)動(dòng),不需要對(duì)其進(jìn)行改造,而銑刀的旋轉(zhuǎn)與垂直、橫向進(jìn)給的運(yùn)動(dòng)是銑削加工必須具備的運(yùn)動(dòng),這就是要對(duì)C620車(chē)床的重點(diǎn)改造環(huán)節(jié)如下:
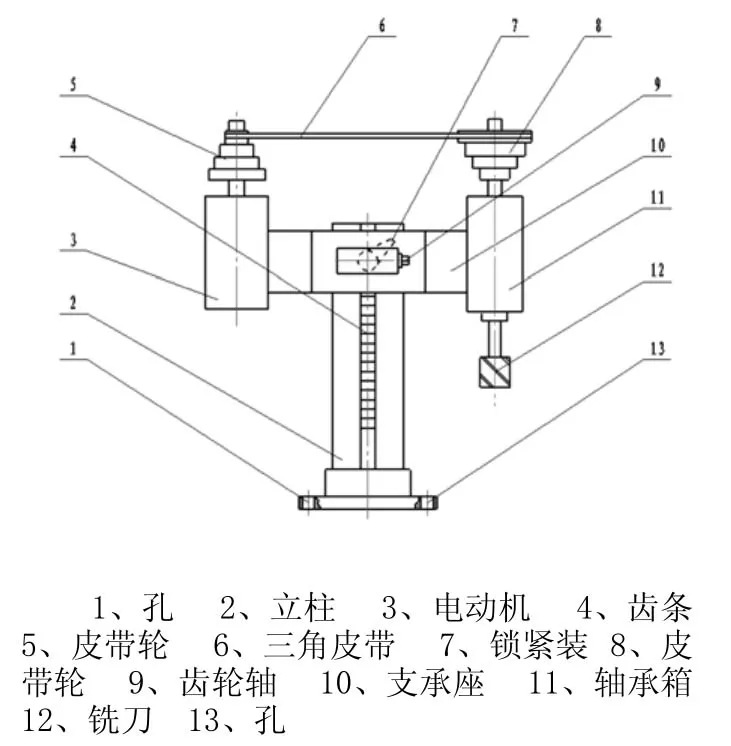
圖2 立銑頭
3.2 銑刀的旋轉(zhuǎn)與垂直進(jìn)給運(yùn)動(dòng)的改造(圖2)
拆去車(chē)床上的小滑板和刀架,在中滑板的轉(zhuǎn)盤(pán)T形槽有兩只螺栓與立銑頭的立柱2上有兩個(gè)孔1、13一起捏緊固定。銑刀的旋轉(zhuǎn)系統(tǒng)是:當(dāng)電動(dòng)機(jī)3接通電源時(shí),電動(dòng)機(jī)的旋轉(zhuǎn)帶動(dòng)皮帶輪5,經(jīng)過(guò)三角皮帶6帶動(dòng)皮帶輪8,再傳至銑刀12做旋轉(zhuǎn)運(yùn)動(dòng)。
銑刀作垂直進(jìn)給運(yùn)動(dòng)時(shí),先放松鎖緊裝置7,然后,旋轉(zhuǎn)齒輪軸9通過(guò)齒條4使支承座10和軸承箱11一起,作水平垂直直線(xiàn)上下移動(dòng),就這樣軸承箱上銑刀實(shí)現(xiàn)了作垂直進(jìn)給運(yùn)動(dòng)。
3.3 用靠模法橫向進(jìn)給運(yùn)動(dòng)的改造
拆去車(chē)床中滑板絲桿上的底座,中滑板絲桿改成加長(zhǎng)絲桿增加一副彈簧與滾輪連接,在彈簧的作用下滾輪拉住靠模板始終貼緊靠模型面,可以沿著方形曲面槽靠模板自由橫向進(jìn)給運(yùn)動(dòng)。
3.4 銑削加工工作臺(tái)的改造
在C620車(chē)床上是沒(méi)有銑削加工工作臺(tái),加工方形曲面槽必須要建立一個(gè)長(zhǎng)度為2000mm,寬為350mm銑削加工工作臺(tái)。如圖4,在車(chē)床的導(dǎo)軌兩端上增設(shè)兩幅支承座17和壓板2,六角螺栓6通過(guò)墊片9、支承座孔5和壓板的內(nèi)螺紋3捏緊與車(chē)床床身1固定著一起,再在上面放上工作平臺(tái)8,用內(nèi)六角螺栓10通過(guò)工作平臺(tái)內(nèi)孔7與支承座內(nèi)螺紋4把工作平臺(tái)與支承座固定在一起。但是,在安裝工作平臺(tái)時(shí),要初步校正工作臺(tái)面的平面度0.30mm范圍內(nèi)。
工作臺(tái)的安裝要保證工作臺(tái)面加工工件的裝夾精度。要對(duì)工件進(jìn)行切削加工,把工件裝夾在工作臺(tái)面上,工件裝夾精度直接影響到工件的加工質(zhì)量,要保證工件的加工質(zhì)量要有較高的工件裝夾精度。我們把工作臺(tái)安裝到最后,要在本機(jī)床上工作臺(tái)面進(jìn)行銑削加工,這樣,工作臺(tái)面與車(chē)床的導(dǎo)軌面平行度精度較高,有利于保證加工工件的形狀公差和位置公差。在工作臺(tái)面上安裝兩個(gè)定位銷(xiāo),保證安裝工件的各側(cè)面的位置精度。
4 靠模的設(shè)計(jì)與安裝
4.1 靠模的設(shè)計(jì)
用靠模法加工方形曲面槽是由刀具按照靠模曲線(xiàn)軌跡裝置進(jìn)給對(duì)工件進(jìn)行加工的方法,這種靠模加工方法適用于工件長(zhǎng)度較長(zhǎng),精度要求較高的零件。靠模設(shè)計(jì)主要是確定靠模的外形,即確定靠模的型面曲線(xiàn)。
4.2 靠模型面的設(shè)計(jì)
靠模型面及尺寸常用作圖法或計(jì)算法求得。作圖法比較簡(jiǎn)單省事,但不準(zhǔn)確,一般精度低于0.2毫米。計(jì)算法較為精確,但較復(fù)雜。我們不采用上述二個(gè)方法,該方形曲面槽有標(biāo)準(zhǔn)樣件,采用反靠法按標(biāo)準(zhǔn)樣件直接制造靠模,然后根據(jù)試切的工件檢驗(yàn)結(jié)果返修靠模外形。
4.3 靠模的安裝
方形曲面槽靠模的安裝(見(jiàn)圖3),利用內(nèi)六角螺栓14把底座15和靠模體13一起固定在車(chē)床床身內(nèi)螺紋16上,校正好靠模體臺(tái)面的平面度捏緊。再校正方形曲面槽靠模板12的側(cè)面有一個(gè)基準(zhǔn)面與車(chē)床大滑板的縱向運(yùn)動(dòng)軌跡平行,螺栓11把方形曲面槽靠模板固定在靠模體上。
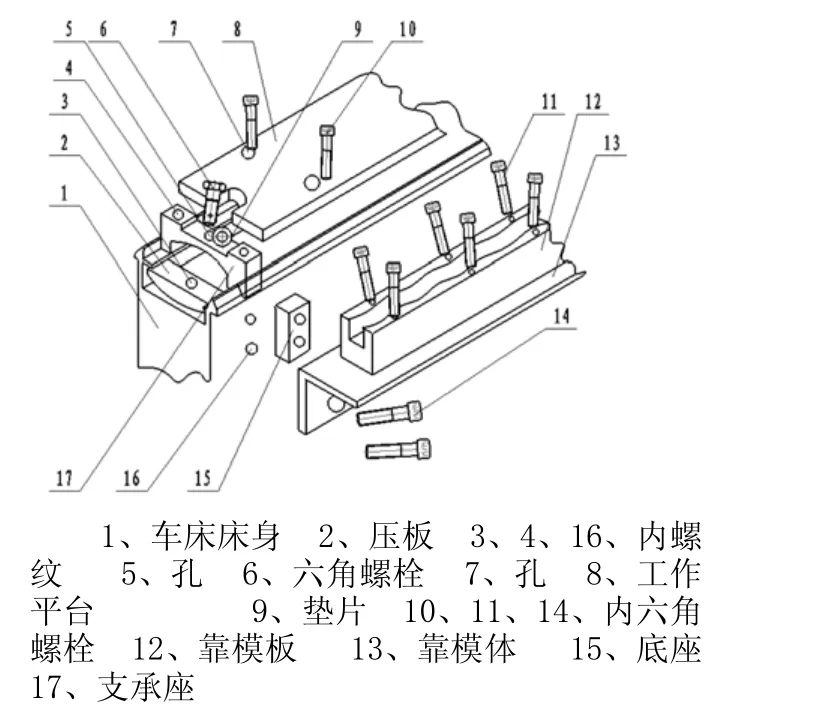
圖3 工作臺(tái)和靠模的結(jié)構(gòu)
[1]濮良貴主編.機(jī)械設(shè)計(jì),第五版.高等教育出版社,1989
[2]顧維邦主編.金屬切削機(jī)床.機(jī)械工業(yè)出版社
[3]勞動(dòng)部教材辦公室組織編寫(xiě).車(chē)工工藝學(xué).中國(guó)勞動(dòng)出版社,1997
周建平(1967年1月),男,浙江臺(tái)州人,車(chē)工高級(jí)技師,一級(jí)實(shí)習(xí)指導(dǎo)教師,機(jī)械設(shè)計(jì)制造及其自動(dòng)化專(zhuān)業(yè)本科,已發(fā)表論文2篇,主要研究方向:金屬切削加工。