錦屏二級水電站轉子磁軛熱加墊工藝應用分析
2012-10-23 05:12:02李佳佳王光彬李興易
水電站設計 2012年1期
王 承,李佳佳,王光彬,李興易
(四川二灘國際工程咨詢有限責任公司,四川成都 610072)
1 前 言
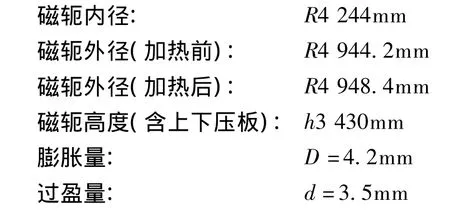
錦屏二級水電站發電機由天津阿爾斯通設計制造,總裝機容量為4 800MW(8×600MW)。轉子支架為圓盤式斜立筋結構,斜立筋結構具有彈性,能同時承受徑向力和切向力,當機組運行受熱向徑向膨脹,使轉子向斜向支臂阻力最小的方向扭轉,不但改善了轉子的熱應力,而且使轉子在徑向方向能自由、同心地均勻熱膨脹,提高了發電機的同心度。磁軛由經鈍化處理厚4mm的高強度矽鋼片在現場疊裝而成,磁軛及轉子支架采用主鍵及副鍵配合方式進行周向固定,熱加墊過盈配合保證了轉子磁軛與支架的整體剛度。轉子磁軛熱套主要技術參數如下:
2 熱加墊原理
磁軛熱加墊采用傳統的電熱板加熱,使磁軛與支架之間形成溫差,磁軛受熱膨脹,即與支架之間形成間隙,當膨脹間隙達到設計要求時,立即在主鍵背后進行加墊并打入主鍵,鎖定副鍵后自然均勻降溫,使轉子支架和磁軛通過主鍵形成過盈配合。轉子在高速運行過程中,磁軛受到較大的離心力作用,會導致磁軛產生徑向變形,為保證機組穩定,必須使轉子磁軛和支架緊密結合在一起,通過加墊形成過盈配合的方式以增加轉子整體剛性,保證機組安全運行。
加墊形成的過盈量是控制熱打鍵效果的關鍵因素。錦屏二級機組轉速較高,如果過盈量過大,則轉子支架主立筋的應力就會上升;如過盈量過小,當機組達到額定轉速或在過速狀態下時,極有可能造成支架與磁軛分離,釀成重大安全事故。同時,在轉子加熱過程中,磁軛受熱不均勻會使轉子局部膨脹過快,轉子成為橢圓形,導致空氣間隙不均勻,降低機組運行穩定性。另外,如果加墊尺寸計算錯誤,冷卻收縮后同樣會形成橢圓。因此,加溫和加墊測量計算是熱加墊的關鍵。
3 關鍵工藝控制
3.1 加墊量計算及精度補償的應用
錦屏二級轉子共18根主鍵,加熱前需提前將每個凸鍵的墊片準備好,并進行配對編號。配墊的關鍵在于加墊量的確定,需現場進行測量計算。進行間隙測量時,為避免磁軛發生位移變形,不宜將所有主鍵全部拔出,至少預留對稱6根主鍵,并打緊副鍵鎖定,保證磁軛疊裝尺寸。磁軛與副立筋之間間隙測量存在無凸鍵和有凸鍵兩種情況:
(1)無凸鍵定位:測量時須分別測量副立筋與磁軛之間上、中、下三點的間隙。錦屏二級主鍵長約3 430mm,測量點分布由上而下分別為距上端800mm、1 600mm,距下端800mm。加墊量的計算公式為:δ=K+α1-(Rn-R平均)-α2,式中 δ—加墊厚度;K—過盈量;α1—磁軛與副立筋實測間隙值;Rn—凸鍵對應位置磁軛實測半徑;R平均—磁軛整體平均半徑;α2—主鍵實測厚度。
(2)有凸鍵定位:重新對稱放入6根主鍵,拔出原定位的6根主鍵,測量及計算方法同上。如為施工方便,不取出主鍵,可利用塞尺分別測量主鍵與磁軛和副立筋之間的間隙。加墊量計算公式為:δ=K-(Rn-R平均)+α1+α2,式中 δ—加墊厚度;K—過盈量;Rn—凸鍵對應位置磁軛實測半徑;R平均—磁軛整體平均半徑;α1—主鍵與副立筋實測間隙值;α2—主鍵與磁軛實測間隙。
上述即為加墊量的確定方法。在轉子熱套工藝中,常采用實測半徑與設計半徑比較后進行加墊,計算公式為:δ=K+α1-(Rn-R設計)-α2。采用設計值進行計算時,可能出現各部位加設的墊片尺寸差值較大,熱套冷卻后出現局部過盈量較大,導致轉子支架局部應力集中及橢圓度較大,不利于機組安全穩定運行。錦屏二級采用平均半徑進行對比計算,降低應力集中點,同時可很好地調整轉子熱加墊后的圓度,進而最大限度保證了轉子磁軛圓度和空氣間隙均勻。
特殊情況下在進行上述常規加墊計算后,可根據實際磁軛疊裝尺寸采取加設階梯墊的方式進行垂直度和轉子整體偏心的精度補償。進行階梯墊確定時,測量間隙時分別在上下兩端300mm左右各增加一個測點,根據實際測量值分段加設階梯墊,用于補償上下垂直度偏差和整體偏心,達到優化打套后磁軛垂直度和同心的效果。
3.2 配墊準備
間隙測量計算完成后,即根據測量結果進行配墊。配墊時,將副立筋和磁軛鍵對應順序編號,將調整墊片安裝在磁軛凸鍵上。墊片的固定非常重要,否則將導致加墊失敗。且不宜將有效長度內的墊片過多分段。如須加配階梯墊,階梯墊對接接頭必須無間隙,且相鄰接頭的墊片厚度不宜相差過大,一般控制在0.3mm內最為適宜,避免出現局部空隙,影響加墊的收緊效果。
3.3 加溫及漲量監測
(1)溫度控制:加熱板沿磁軛高度方向鋪設在磁軛上下及外表面。為保證磁軛均勻膨脹,加熱過程應嚴格控制溫升,每隔30min或1h進行一次溫度記錄,要求溫升控制在5~10℃/h。如果單位時間內溫升過快,磁軛外表面溫度上升也較快,受傳熱性能影響,熱量無法及時傳遞,而磁軛內側溫度較低,內外溫差過大,將因磁軛漲量不均勻而導致磁軛膨脹成橢圓,影響疊裝圓度;同時,加熱板多分為幾組,組內串聯接線,一旦有加熱板損壞,就會導致該組加熱板整體斷電,如不及時發現,同樣會造成磁軛橢圓膨脹。故加熱時,施工人員必須定期利用紅外線測溫槍檢查加熱板運行情況,保證加熱裝置正常運行。
(2)漲量監測:加溫約8~10h后,每隔半小時測量一次漲量,當漲量均達到設計要求后,及時開始加墊。加墊時,必須對稱同步進行,以免造成磁軛偏心。進行漲量監測分析時,應選取墊片及主鍵厚度最大的點,如加設有階梯墊,則取該根主鍵和墊片總體最大點為控制點。以錦屏二級1號機轉子熱套為例,18號主鍵加墊形式為階梯墊,加墊厚度參見表1。
由表1可見,18號主鍵最大加墊厚度位于底部300mm段,加墊厚度為4.5mm。因主鍵和墊片熱套時由上端插入,故該部位監測漲量必須達到5.5mm方能順利加墊。在實際監測過程中發現,磁軛底部間隙漲量往往小于上部漲量,經分析,主要是由于加熱時熱氣流上升,熱量集中于保溫被頂部,上部間隙漲量往往大于下部間隙,故測量時一般以下部間隙是否達到衡量膨脹量為標準。
3.4 熱加墊
在加墊過程中,由于凸鍵與磁軛的配合間隙較小,直接加墊比較困難,為了順利加墊,采取了以下措施:
(1)將墊片下端彎折于磁軛主鍵下面,并與其焊接牢靠。
(2)在主鍵及墊片表面抹上二硫化鉬后放入對應位置,必要時可以進行適當錘擊。根據實際測量結果,錦屏二級1號機轉子加墊厚度一般在4.5mm左右,當加熱達到膨脹間隙后墊片與主鍵一并插入。但在實際操作過程中,因墊片較長且厚度較薄,易發生彎折及脫落現象,無法順利地穿配就位。為便于墊片和主鍵同時穿配,技術人員在配墊過程中,將墊片整體與主鍵背部貼緊并壓緊后采用氬弧焊分段點焊在主鍵背部;而墊片一般由幾層組成,薄墊片必須放在靠近主鍵的一側,厚墊片放在最外側,即可避免穿配主鍵時因墊片剛性較差而產生彎折或脫落。
(3)如膨脹間隙遲遲達不到設計要求,可以對轉子支架用冰塊或水降溫,使其與磁軛產生間隙。
(4)主鍵和墊片安裝完成后,在打入副鍵過程中應注意安裝主鍵卡板,防止主鍵一起向下運動。為防止卡鍵與主鍵鎖定槽出現間隙,在冷卻過程中,定時用銅錘敲擊主鍵,消除冷卻過程中出現的殘余間隙。副鍵應與主鍵緊密貼合,副鍵鍵入深度和貼合程度必須達到80%以上。可利用著色法檢查貼合情況,如無法順利貼合,應在現場修磨試配,直至達到要求。
3.5 降溫及溫控
加墊后停止加熱,控制降溫不大于10℃/h。至室溫后,再次進行冷打鍵檢查,對轉子磁軛拉緊螺栓再次壓緊,并檢查磁軛半徑和計算圓度、同心度,檢查下壓板水平度。
4 實際控制效果
通過精確測量、精心配墊,嚴格加熱、加墊、冷卻等關鍵工序的控制,錦屏二級發電機轉子磁軛圓度等關鍵技術參數控制遠遠高于國標,以2號機轉子為例,主要技術參數參見表2。
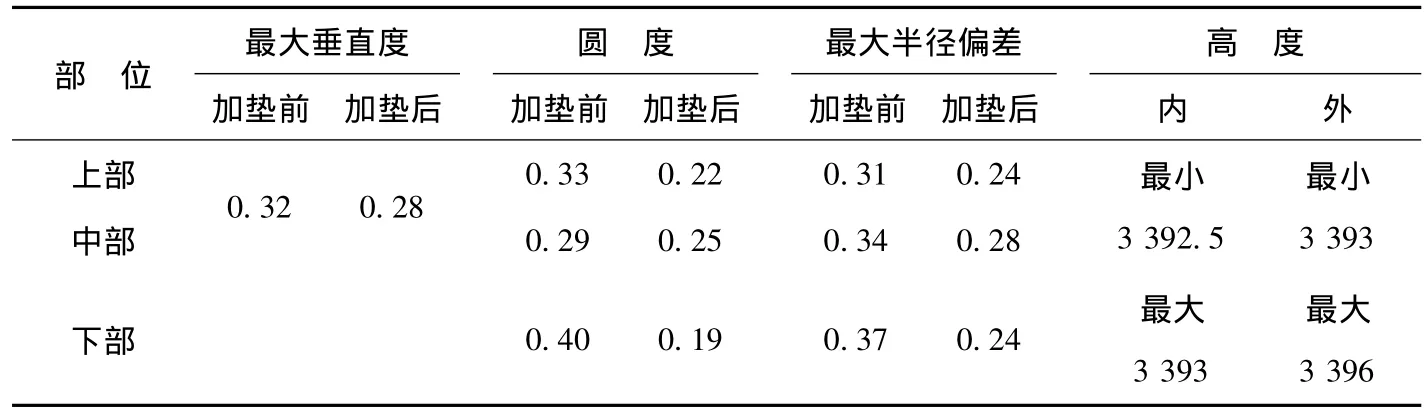
表2 2號轉子磁軛主要技術參數 mm
5 結束語
目前國內大容量機組轉速均較低,唯有錦屏二級比較特殊,最高水頭達318m,轉速達166.7r/s。轉子是機組轉動關鍵部件,組裝難度較大,技術要求高,特別是熱加墊工藝質量的好壞直接關系到機組的安全穩定運行。熱加墊工藝雖然在大中型機組中已得到廣泛應用,但錦屏二級工藝比較特殊,經增加階梯墊片調整了轉子的垂直度和圓度,使熱加墊后轉子的各技術參數均達到優良水平。在實際應用過程中,對各道工序的過程監督控制尤為重要。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
