燃氣機渦輪連接螺栓斷裂原因分析
2012-10-22 07:42:56孫智君
失效分析與預防 2012年4期
關鍵詞:裂紋
劉 磊,孫智君,苗 淼,李 鵬
(1.中航工業西安航空發動機(集團)有限公司,西安 710021;2.海軍裝備部,西安 710021)
0 引言
發動機是航空器的心臟,其性能的好壞是保障航空器利用率和飛行安全的重要因素。在因機械故障造成的飛行事故中,發動機故障比例最高,尤其是發動機熱端部件在高溫下工作,服役環境極其惡劣,為了保護這些熱端部件不受高溫氧化和熱腐蝕等危害,普遍采用涂敷涂層的方法來提高熱端部件材料的高溫防護性能[1-4]。
在航空器結構中,存在大量、各種形式的螺栓連接,其失效的基本類型主要有過載斷裂失效、疲勞失效和氫脆斷裂失效等[5-6]。某燃機渦輪系統用連接螺栓,試車分解檢查時發現多件螺栓斷裂。本研究通過斷口宏微觀觀察,金相組織分析,能譜分析,故障模擬驗證試驗等方法,對失效螺栓進行分析,以確定其失效原因。
1 試驗過程與結果
某燃氣輪機低壓渦輪支撐環工作100 h以上,熒光檢查螺栓正常。復裝試車后,33件螺栓中,8件斷裂,11件裂紋。其中13件由螺栓根部斷裂或開裂,6件由螺桿和螺紋轉接頸部斷裂或開裂。所有螺栓屬于同一批次。
1.1 宏觀觀察
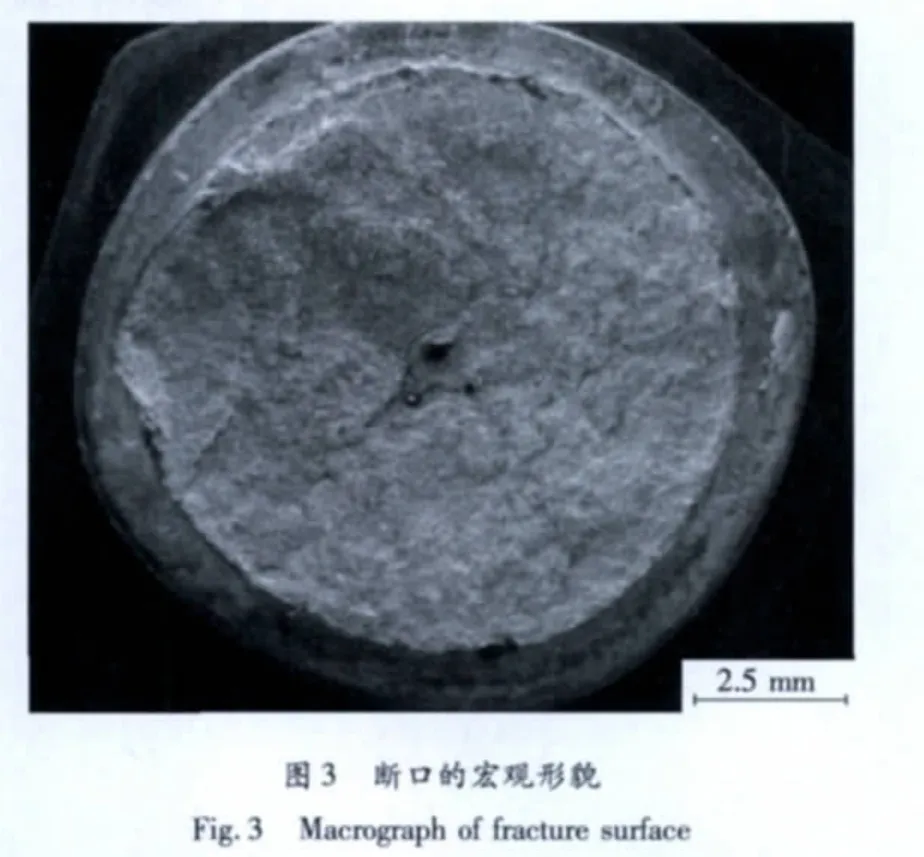
失效螺栓斷裂分別位于螺栓根部或螺桿與螺紋轉接頸部(圖1)。螺栓及斷口表面均呈灰黑色,局部略帶灰白。無論根部或頸部斷裂,其斷口形貌相似,明顯分為2個區域:A區斷口相對平齊,呈顆粒狀特征,起始于螺栓根部或頸部轉接R,向另一側擴展,有清晰放射棱線,部分邊緣存在灰白月牙形區域,向心部變為灰黑色,約占斷口面積的1/2;B區斷口光亮,有金屬光澤,斷口粗糙,未見明顯塑性變形,應屬于最后瞬時斷裂區(圖2)。


1.2 微觀觀察
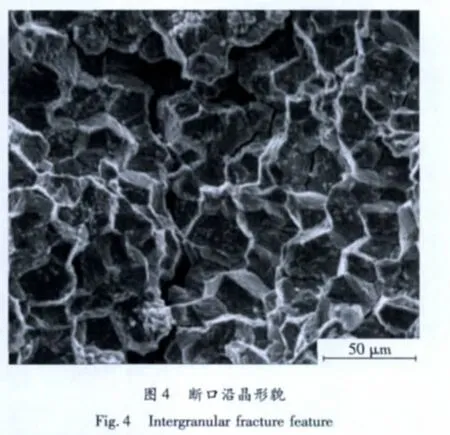
采用FEI-Quanta400型掃描電鏡對失效螺栓斷口進行微觀觀察,其宏觀形貌如圖3。斷口由轉接R多處起始,起始區未見材料冶金缺陷,未見機械損傷痕跡。斷口顯微形貌主要為沿晶斷裂特征,晶面有腐蝕產物覆蓋,并有二次裂紋,瞬斷區局部可見少量韌窩特征(圖4、圖5)。
1.3 能譜結果
對螺栓斷口表面和類似晶間腐蝕的晶界加粗區域進行能譜分析,結果見表1。
結果表明,斷口存在較高含量的Mo、Pb、O、S元素,螺栓表面含量更高,隨著斷口由A區向B區發展,Mo、S、O、Pb元素含量呈現遞減趨勢。
鑒于斷口和金相發現Mo、Pb、S元素含量較高,經排查分析,認為是由螺栓裝配時涂抹的高溫絲扣脂引起,取樣在熱處理爐內烘干后進行了能譜分析,結果見表2。

結果表明,高溫絲扣脂含有大量S、Pb、Mo元口素,螺栓表面及斷面的S、Pb、Mo元素主要來源于高溫絲扣脂,這層高溫絲扣脂是為防止螺栓在高溫長期作業發生氧化而涂敷的。

表1 斷口能譜分析結果(質量分數 /%)Table 1 Energy spectrum analysis result of fracture surface(mass fraction/%)

表2 高溫絲扣脂能譜分析結果(質量分數 /%)Table 2 Energy spectrum analysis result of grease(mass fraction/%)
1.4 金相觀察
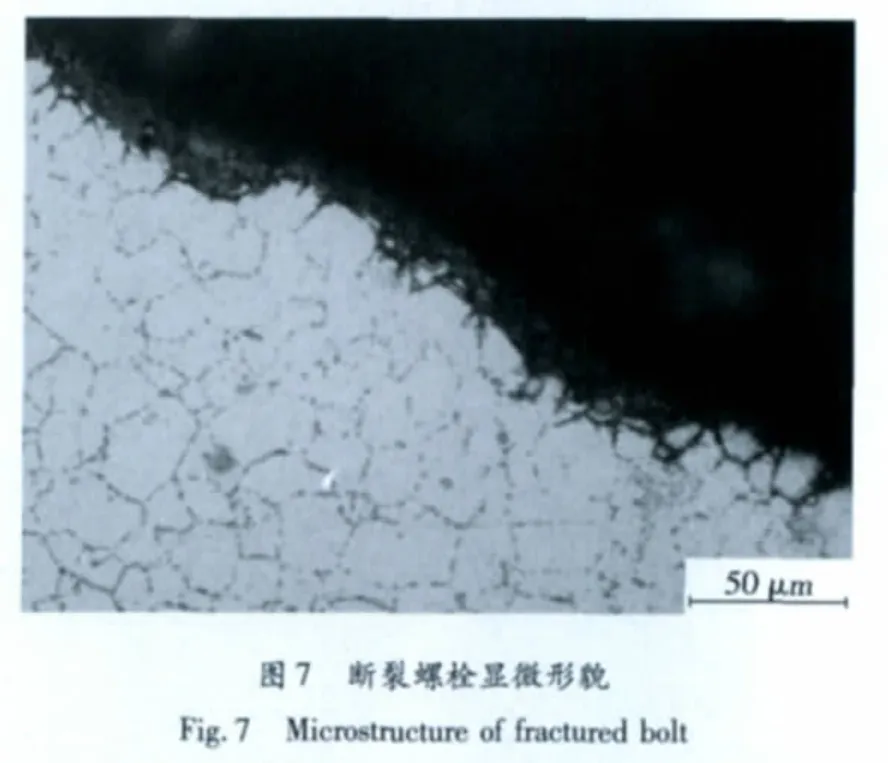
縱向解剖斷裂螺栓和無裂紋螺栓制備金相試樣,磨拋并經Nimonic腐蝕劑腐蝕后,采用Olympus-GX71型光學顯微鏡對試樣進行顯微組織觀察。裂紋螺栓的表面有一層深約0.025~0.1 mm的附著物,次層類似晶間腐蝕,晶界加粗區域,深約25 μm,局部形成深約 150 μm 的沿晶裂紋;而無裂紋螺栓表面無明顯附著物,局部有深約15 μm類似晶間腐蝕特征區(圖6~圖8)。
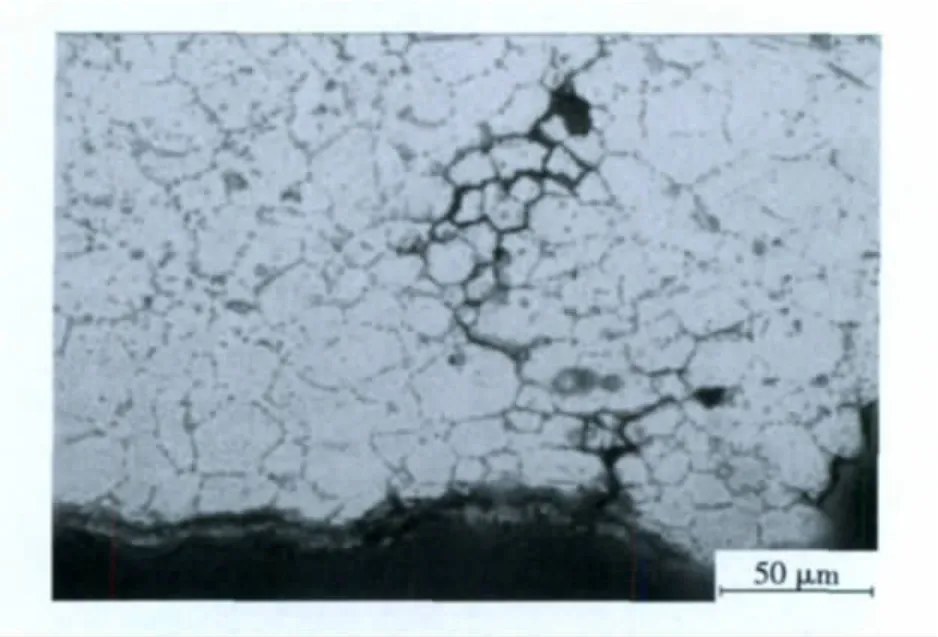
圖6 斷裂螺栓沿晶裂紋Fig.6 Intercrystalline cracks

2 故障模擬驗證試驗
為進一步驗證故障模式,進行了故障復現試驗:將60件同件號螺栓分別涂抹6種潤滑脂,采用與零件裝配方式和實際工況相似的條件進行試驗,并對3個試驗階段的螺栓進行金相分析。
2.1 第一階段試驗
第一階段試驗,將涂抹潤滑脂的螺栓裝配進行160 h試驗。試驗結束后,熒光檢查未發現螺栓斷裂或裂紋。解剖后金相檢查,涂抹高溫絲扣脂(與故障螺栓使用相同)的螺栓和涂抹純Pb的螺栓,其表面均有一定深度的沿晶腐蝕損傷(圖9a、圖9b),涂抹其他潤滑脂(不含元素Pb)的螺栓未見明顯的沿晶腐蝕損傷現象。
2.2 第二階段試驗
對第一階段后熒光顯示無裂紋螺栓重新涂抹潤滑脂,二次裝配繼續進行15 h試驗(總計175 h)。試驗結束后拆卸檢查,其中11件涂抹高溫絲扣脂的螺栓有5件斷裂,1件熒光檢查發現裂紋。對5件斷裂螺栓進行分析觀察,試驗螺栓與故障螺栓斷裂位置和斷口形貌相同,斷口由轉接R處起始,起始區未見材料冶金缺陷和機械損傷痕跡。斷口顯微形貌主要為沿晶斷裂特征,晶面有腐蝕產物覆蓋,并有二次裂紋(圖9c~圖9e)。試驗斷裂螺栓與故障失效螺栓斷裂模式相同。
解剖熒光顯示裂紋螺栓,螺栓裂紋起始于螺釘根部轉接R處,裂紋起始附近基體組織沒有明顯的塑性變形,裂紋起始較粗,逐漸變細,并沿晶界向心部擴展,為沿晶裂紋。能譜分析,斷口表面存在較高含量的Pb元素,尤其螺栓表面含量更高,與故障失效螺栓情況相同。
解剖熒光顯示無裂紋的螺栓,金相分析證明,涂抹7451高溫絲扣脂的螺栓和涂抹純Pb的螺栓,其表面均有一定深度的沿晶腐蝕損傷,涂抹其他潤滑脂(不含Pb元素)的螺栓未見明顯的沿晶腐蝕損傷現象。
2.3 第三階段試驗
對第二階段后熒光顯示無裂紋螺栓重新涂抹潤滑脂,再次裝配繼續進行10 h試驗(總計185 h)。試驗結束后拆卸檢查,3件涂抹高溫絲扣脂的螺栓中有2件發生斷裂,4件涂抹純Pb的螺栓中有2件發生斷裂,斷裂模式與第二階段螺栓斷裂模式相同。解剖熒光顯示無裂紋的螺栓,金相分析證明,涂抹高溫絲扣脂的螺栓和涂抹純Pb的螺栓,其表面均有一定深度的沿晶腐蝕損傷,涂抹其他潤滑脂(不含Pb元素)的螺栓未見明顯的沿晶腐蝕損傷現象。
3 分析與討論
從斷口分析結果看出,螺栓屬于沿晶脆性斷裂,斷口存在S、Pb、Mo元素,金相分析也發現存在類似晶間腐蝕區,晶界也有大量S、Pb、Mo元素存在,因此具有環境介質腐蝕損傷致脆性斷裂的特征[7]。
金屬材料在腐蝕介質,環境溫度或與一些低熔點液體金屬、固態金屬接觸時,常常發生脆性沿晶斷裂。環境介質腐蝕損傷致脆性斷裂的發生需要3個條件:1)腐蝕介質;2)環境溫度;3)拉應力作用。在本試驗研究的螺栓失效中,低熔點元素Pb和S作為腐蝕介質,在工作環境溫度和拉應力的共同作用下,沿晶界浸入螺栓基體,環境溫度加速晶界腐蝕損傷,拉應力促進裂紋的萌生和腐蝕的擴展[8]。
結合螺栓使用狀態和歷史情況,涂抹有高溫絲扣脂的螺栓在環境溫度工作,承受應力為預緊拉應力和熱應力,表現為沿螺栓軸向的拉伸應力,具備低熔點金屬Pb和S腐蝕損傷致脆性斷裂的條件。從金相檢查結果看,未開裂螺栓表面也有深約15 μm類似晶間腐蝕特征區,這就是低熔點金屬Pb和S長時間腐蝕引起的損傷。這種損傷也有其發生發展的歷程,當其表面形成損傷層,由于螺栓分解和二次裝配,使得表面損傷層的某些薄弱晶界開裂,新涂抹的高溫絲扣脂直接作用于微裂紋的前沿,使得螺栓在隨后的試車過程中大量開裂。螺栓屬于拉伸應力作用下低熔點元素Pb、S腐蝕損傷引起的脆性斷裂。
故障模擬驗證試驗也表明,涂抹含Pb高溫絲扣脂及純Pb的螺栓,均有低熔點元素Pb沿晶浸入引起晶界腐蝕損傷的現象,斷裂模式與故障螺栓斷裂模式相同;同時,對涂抹高溫絲扣脂及純Pb的螺栓進行拆卸復裝,加速了螺栓的沿晶腐蝕損傷;涂抹其它潤滑脂(不含Pb元素)的螺栓都未發現明顯的沿晶腐蝕損傷現象。
4 結論
通過采用斷口宏微觀觀察,金相組織分析,能譜分析,故障模擬驗證試驗等手段,對螺栓的斷裂原因進行了綜合分析,得出以下結論:
1)斷裂螺栓失效模式屬沿晶脆性斷裂;
2)在一定的拉應力、溫度作用下,低熔點元素Pb引起晶界腐蝕損傷是螺栓脆性斷裂主要原因;
3)低熔點元素Pb主要來源于裝配時使用的高溫絲扣脂;
4)對螺栓進行拆卸復裝,加速了螺栓的沿晶腐蝕損傷。
[1]林翠,杜楠,趙晴.高溫涂層研究的新進展[J].材料保護,2001,34(6):4 -7.
[2]陳孟成,霍曉,高陽,等.高溫涂層的研究和發展[J].材料工程,1999(6):40-45.
[3]江龍平,徐可君,隋育松.航空發動機故障診斷技術[J].航空科學技術,2002(2):38-40.
[4]曾榮昌,韓恩厚.材料的腐蝕與防護[M].北京:化學工業出版社,2006:17 -20.
[5]王勝霞,竇松柏,李燕萍,等.連接螺栓的失效分析[J].失效分析與預防,2009,4(4):225 -228.
[6]陶春虎,劉高遠,恩云飛,等.軍工產品失效分析技術手冊[M].北京:國防工業出版社,2009:377-381.
[7]張棟,鐘培道,陶春虎,等.失效分析[M].北京:國防工業出版社,2008:113 -114.
[8]崔約賢,王長利.金屬斷口分析[M].哈爾濱:哈爾濱工業大學出版社,1998:206-207.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
