鋼構件焊接中對彎曲變形的應對
2012-10-18 11:44:16張德友
水利建設與管理 2012年3期
王 俊 張德友
(江蘇省淮沭新河管理處 淮安 223005)
1 工程概況
淮陰閘閘孔電站上游攔污柵采用Q235槽鋼焊制長5.86m、高1.8m的框架,中間三道腹梁。橫梁一側每10cm垂直焊接一道格柵(8mm×40mm扁鋼)。考慮到一側集中焊接可能會出現變形,作業時采用定位焊固法,將攔污柵與鋼制平臺焊接固定,但焊接完成后12h后解除固定時,變形已經產生,最大彎曲撓度2cm。
2 彎曲變形
在鋼構件加熱過程中容易發生變形,變形形式主要有以下幾種:縱向變形、橫向變形、彎曲變形、角變形、褶皺變形、凹凸變形、扭曲變形以及畸變變形等。
在焊接作業中出現的變形主要是彎曲變形。特別是在焊接梁、柱、樁等時更為常見。而彎曲變形對結構常常產生較大的影響。
2.1 變形成因
鋼板在加熱時受熱膨脹,但被周邊非加熱區阻擋,不能充分膨脹,產生壓縮塑性變形。因鋼板不太大,因此會在膨脹力作用下產生向下彎曲。冷卻后,加熱區鋼板進行收縮,雖然加熱時沒有充分膨脹,但收縮時卻充分收縮,結果收縮到比原來還短的長度,使鋼板發生向上彎曲。
2.2 變形狀況
如果焊件上的焊縫未在焊件的中心軸上,并且相對于中心軸不對稱,則焊接后焊件將會產生彎曲變形。如果焊縫集中在中心軸上方(或上方焊縫較多)則焊件焊后將產生下凹彎曲變形(見圖1)。

圖1 變形情況
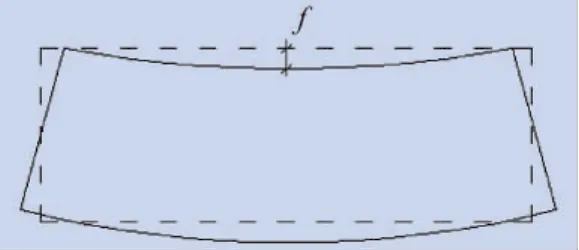
圖2 變形撓度
在生產中,彎曲變形的大小由撓度f表示,如圖2所示。f是指彎曲桿件中心軸偏離原桿件未彎曲時的中心軸的最大距離。f越大,說明桿件彎曲變形越大。對于槽鋼等型鋼,f≤L/1000但不大于5mm。
2.3 影響因素
一般來說,構件的彎曲變形與加熱引起的壓縮塑性變形區的寬度、加熱區離構件斷面重心(或中心軸)的距離及構件的抗彎剛度有關。加熱引起的壓縮塑性變形區寬度較大,造成的彎曲變形也較大;焊縫或火焰加熱位置不對稱于中心軸線,就容易造成彎曲變形;受熱部分越接近中心軸,產生的彎曲變形就越小;剛性是截面抵抗變形的能力,抗彎剛度越大,彎曲變形越小。
T形接頭雙面角焊縱向收縮產生彎曲變形的撓度估算公式為

式中 Fn——一條角焊縫的截面積;
e——焊縫塑形變形區中心至截面積中心軸的距離;
L——構件長度;
I——構件截面積慣性矩。
3 變形的矯正
矯正變形的各種方法實質就是設法造成新的變形以抵消殘余變形。在我國對型鋼彎曲變形矯正使用比較多的方法有錘擊矯正、熱矯正等。這里著重介紹熱矯正。
3.1 熱矯正的實質
對大型構件通常使用熱矯正,即氧—乙炔火焰作為熱源,也稱火焰矯正。其實質是利用局部受熱的鋼材冷卻后收縮所引起的新變形抵消已有變形。它不僅適用于低碳鋼結構,而且還適用于部分普通低合金鋼結構。這些鋼經熱矯正后,其機械性能基本上沒受影響。
3.2 熱矯正的火焰溫度
熱矯正的火焰,多采用中性一氧化焰,即氧氣與乙炔體積比為1.1~1.4,若欲使鋼材生產均勻收縮來達到矯正變形的目的,一般可采用1.1~1.2的中性焰,中性焰適合矯正10~30mm厚的鋼板;若欲使通過鋼材沿厚度方向溫度不均勻分布而產生不均勻收縮來達到矯正變形的目的,可采用1.3~1.4的氧化焰較快地加熱鋼材表面,氧化焰適合10mm以下厚度的鋼板。熱矯正時,溫度通常在600~800℃。對低碳鋼加熱溫度不宜超過800℃,溫度太高,鋼材會逐漸熔化而變軟,使鋼材遭到破壞。
3.3 熱矯正方法
變形矯正方法主要有點狀加熱、線狀加熱、三角形加熱三種。對于型鋼加熱一般采用三角形加熱(見圖3)。不論型鋼向哪個方向彎曲,三角形頂點應在彎曲凹面的一側,底面在彎曲凸面一側的邊緣上,采用中性焰,加熱深度為翼緣的厚度。一般中部適當多些,端部較少,三角形高度為型鋼高度的1/5~2/3。
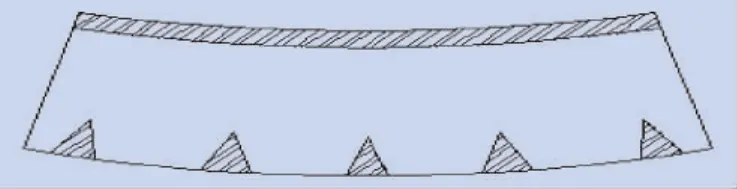
圖3 三角形加熱法示意圖
3.4 熱矯正步驟
a.了解變形的情況。何種變形形式以及變形量大小。
b.分析變形的原因并確定矯正的順序。原則上先整體后局部,先角變形后凹凸變形。
c.根據情況分析選擇合適的矯正辦法。確定是否需要加重量和外力。有的變形單靠熱矯正很困難,往往需要借助額外輔助工具。
d.確定加熱源的數量和溫度,劃出加熱區域。加熱區域應避免關鍵部位和同一部位反復多次加熱。
e.確定首次加熱區數量。首次加熱區數量要小于預計的總數。每次加熱須待自然冷卻至室溫時測量變形大小,再確定下次加熱區。嚴禁采用水冷。
f.矯正完成后對構件進行修整和檢查。矯正的效果必須在構件完全冷卻后才可以檢查。
4 變形預防措施
針對鋼構件彎曲變形,目前有很多有效的方法,但如果可以在作業前進行各種準備工作的籌備,就能夠規避或減少變形,這樣可以減少后期矯正的工作量。
a.選擇穩定的構件形式。變形不易被矯正的結構型式盡量避免使用;盡可能采用現有型鋼和鋼板煨彎及沖擊,少用焊接;特別是預計到因焊接會引起變形不易矯正時,盡量考慮回避焊接,采用螺栓連接。
b.選擇合理的焊縫。對稱布置焊縫,以便焊縫產生的變形有可能相互抵消;盡量減少焊縫長度。如果焊縫過長,可以采取分段焊接等措施;焊縫避免過分集中,特別在一個狹小的區域內更應注意;平行的焊縫之間距離不宜太近。
c.焊接準備工作。焊件放置要平穩,要有足夠的支撐點,以防焊接過程中出現彎曲或扭曲。
d.減少焊接線能量。一般而言,焊接時線能量越小,焊后變形也越小。盡量采用小直徑焊條和小電流,焊接過程中要保持焊接溫度一致。
e.選擇合理的焊接順序。對稱焊接可以使引起的變形有效相互抵消;不對稱焊接,應該先焊焊縫少的一側;采用合理的斷續焊接。
斷續焊接一般針對焊縫較長的焊件,當焊縫在1.5m以上時主要采用逐步退焊法(見圖4)。
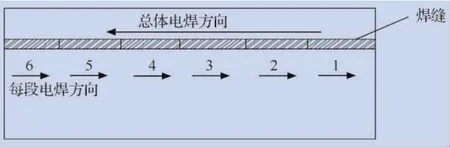
圖4 逐步退焊法示意圖
逐步退焊法將焊縫全長分為若干段,各段依次焊接,使每段終點與前段起點重合。如果每段長度不很長,溫差就不會很大。這樣就改善了不均勻加熱和冷卻的程度,減少了焊后變形。每段焊縫一般約為10cm。
5 結語
對發生彎曲變形的攔污柵實施了三角形加熱和錘擊矯正。在彎曲凸面一側邊緣上采用中性焰加熱,形成高約5cm、底長約8cm等腰三角形加熱區,中間每隔25cm設一加熱區,向兩側逐漸放寬間距。配合以錘擊矯正,使得最終最大變形撓度低于2mm,小于規范要求的5.0mm,攔污柵矯正成功。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36