線切割加工碼后處理算法研究
2012-10-18 09:42:02喻聲頻古文偉
中國現代教育裝備 2012年3期
喻聲頻 古文偉 黃 河
宜賓職業技術學院 四川宜賓 644003
☆職業教育大家談☆
線切割加工碼后處理算法研究
喻聲頻 古文偉 黃 河
宜賓職業技術學院 四川宜賓 644003
通過對線切割加工碼數據的分析,總結出一種多次加工碼生成的方法,并提出了快速進行工件內外切割的判斷方法和對定義對于平面集上直線和圓弧的偏移算法以及支撐余量的變換方法。
線切割;后處理;多邊形;偏移
數控電火花加工是利用電腐蝕作用原理,對金屬工件進行加工的一種工藝方法。電火花加工形式很多,其中電火花成形加工(簡稱電火花加工)和電火花線切割加工(簡稱線切割加工)的應用最為廣泛。目前線切割加工采用的編碼一般采用G代碼或3B代碼,其中3B代碼為我國獨創的程序格式,其針對性強,通俗易懂,為我國絕大多數快走絲線切割機床生產廠家采用。
當前線切割加工趨于經多次切割而獲得較高精度表面,且第一次加工時,加工速度較低,放電波形穩定,每個加工脈沖放電能量基本穩定,在后續加工時能降低表面粗糙度值,在多次加工中根據加工次數選擇不同的電參數和走絲速度,從而達到多次加工、提高加工精度的目的。在此加工過程中根據加工件是凸模或凹模而選擇不同的切割方法。目前有兩種方法,即往復切割與重復切割法。往復切割是在加工一件凸模或凹模時,先設定工件某一段暫不切割,作為支撐臂,然后讓電極絲在設定的起切點和返回點之間往復切割,每切一次都可按設定的偏移量進行偏移,一直達到加工要求的尺寸。重復切割法則是不留支撐臂,電極絲按一個方向對工件進行加工。這就要求對線切割加工碼進行相應的后處理以滿足不同切割的需要。
線切割一次加工碼的后處理首先是對加工碼的分析,得出穿絲孔位置、加工形式、加工方向等信息,按實際加工的需要設置加工次數、分配每次加工量、設計支撐余量、加特定控制參數,生成多次處理加工碼。其中加工形式判斷、加工碼的偏移、支撐余量的處理是關鍵性問題。本文側重研究如何有效利用原有一次加工碼,按往復切割與重復切割法對其進行變換,自動分析與處理該碼并生成合格的多次加工碼的方法與步驟,重點探討了原有加工碼的內外加工識別、對象偏移、支撐處理方法。通過此研究開發出了一套通用的一次加工碼后處理軟件,并已投入使用。
1 內外加工判斷
對于一次加工3B代碼(見表1),其有穿絲孔位置和引線,對凸模或凹模一般都存在。在一般情況下,作為通用的判斷方法,單通過加工碼無法事前知道工件的形狀,工件邊界的構成是直線、圓弧或曲線,或者說工件的構成是由曲線所圍成的封閉區域。內外加工判斷依據為穿絲孔位置是在該封閉區域之內還是之外。對于點與多邊形的關系問題現已提出了很多判斷方法。針對多邊形或多邊形與圓弧或圓弧所圍成的區域進行判斷點與其位置關系問題,提出一種簡潔、快速的判斷方法。
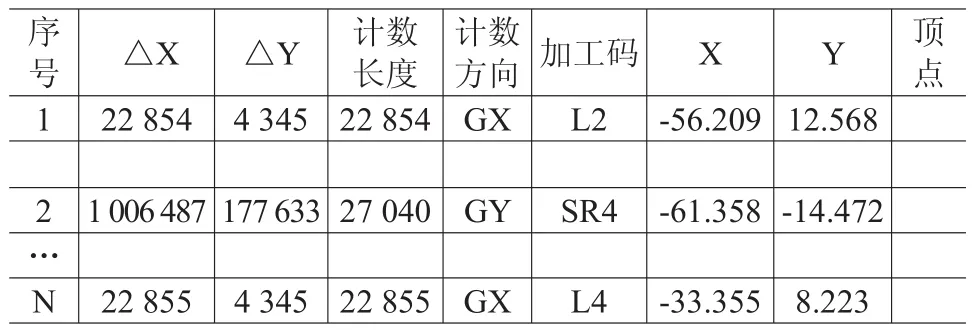
表1 線切割3B文件代碼
設穿絲位置點為P0(X0,Y0),如果加工工件區域為多邊形,則可定義其頂點為P1(X1,Y1),P2(X2,Y2) ,…,PN(XN,YN)及多邊形的各邊P1P2,P2P3,…,PNP1。并構造線段P0Pi,其中Pi為臨時二維點,即Pi(X,Y)。
根據射線交叉法,如果線段P0Pi與上述多邊形的邊分別相交,如果有偶數個交點,則說明穿絲點在多邊形外,如果有奇數個交點則說明穿絲點在多邊形內。
過穿絲點P0作射線P0Pi,選擇多邊形中頂點Pi,判斷線段P0Pi與線段P1P2,P2P3,…,PNP1是否有交點。由于Pi是多邊形上的點,所以P0Pi在與多邊形求交的過程中已與線段PiPi+1有一個交點了(取一條線的一端點),則只要求與其他線段是否有交即可,如果有交點數目和為奇數,則說明穿絲點P0在內部,在進行后處理時,無論是幾次加工,鉬絲都向內部偏移;反之,則只能向外進行偏移。所以問題的關鍵是判斷兩線段是否有交點。
設PmPl為構成多邊形中的一段,P0Pi為過穿絲點P0所作的線段,假如線段PmPl和線段P0Pi所在直線相交,交點為Pk(Xk,Yk),如果兩線段是延長相交〔如圖1(a)所示〕,Pk則為虛交點,則∣Xk∣<∣X0∣和∣Xi∣,或者∣Xk∣>∣X0∣和∣Xi∣ ;如果兩線段是實相交〔如圖1(b)所示〕,Pk則為實交點,則∣X0∣>∣Xk∣>∣Xi∣,或者∣X0∣<∣Xk∣<∣Xi∣。只要判斷Pk與 P0和Pi的坐標位置關系就可判斷兩線段是相交還是不相交。對于直線處于特殊位置則更易判斷是否相交。
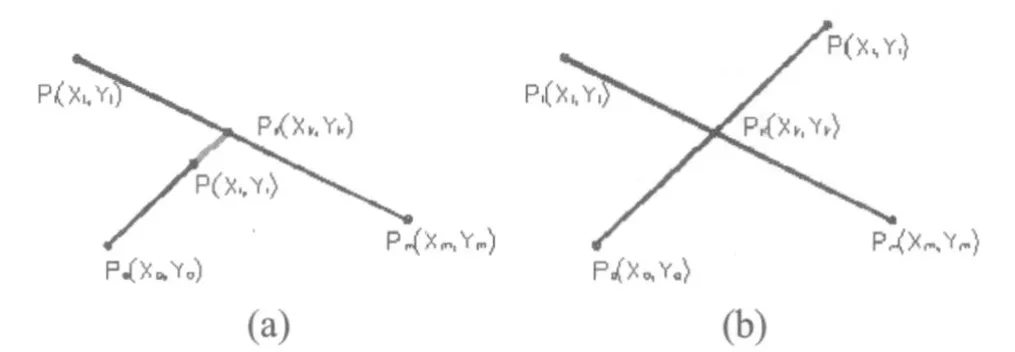
圖1 兩線段相交判斷
綜上所述,遍列 P1P2,P2P3…,PNP1各邊,得出實相交點數目,即可判斷內外加工的類型。前面主要論述了工件是多邊形的情況,如果工件的邊中含有圓弧則可利用將圓弧分解為折線的方法構建新的多邊形,按上述方法同樣可以判斷出穿絲點在其內部還是外部。
2 加工碼的偏移算法
2.1 直線圓弧的偏移算法
在線切割加工碼中只有兩類線型:直線和圓弧。直線是通過方向和終點來定義的,而圓弧則是終點、起點相對圓心的坐標值、計數長度和加工碼來定義的。對于單段直線的偏移是其起點和終點垂直于加工方向(與原直線平行)在上述多邊形外側或內側偏移δmm(偏移量)得到;對于單段圓弧是其起點和終點沿著徑向向內或外側偏移δmm(偏移量)得到(如圖2所示)。
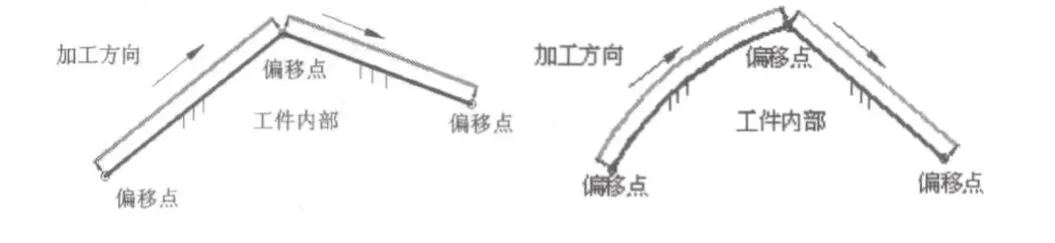
圖2 直線和圓弧外偏移
在圖2中,直線偏移的結果是與其等長且平行的線段,圓弧偏移后也是圓弧,該圓弧是原圓弧的同心圓弧,起點和終點、圓心、原起點和終點同線。這樣偏移的結果會造成如圖2所示的加工掉段現象,也可能出現圖3所示直線與直線、圓弧與直線、圓弧與圓弧偏移后相交的情況,為解決此問題則需對其進行補線處理或截線求交點處理(如圖4所示)。對于補線的情況,一般采用補直線的方法;對偏移后相交則求出偏移后兩線段的交點,以該交點代代替偏移后的兩個交點。對于補線在進行逐條線段偏移過程中應進行排序處理,以避免加工順序混亂。
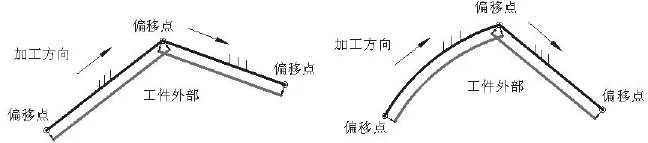
圖3 直線和圓弧內偏移

圖4 補線與截線處理
2.2 偏移次數的奇偶性
當偏移次數等于1時,產生的偏移碼與原碼一致,沒有發生變化;當偏移次數大于等于2,加工次數為偶數時,加工偏移對象與原加工碼順序相反;加工次數為奇數時,加工偏移對象與原加工碼順序一致。如圖5所示,當偏移次數為奇數時,偏移順序由“指令1”開始,到“指令N”結束;在進行下一次偏移時,偏移次數為偶數,偏移順序由“指令N”到“指令1”結束。
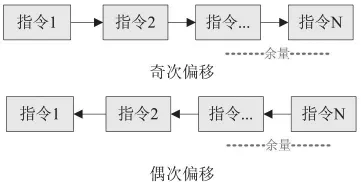
圖5 偏移次數奇偶性
對于不需支撐余量的多次加工碼變換,按原加工順序進行偏移變換,順序由“指令1”“指令2”“指令3”……“指令N”,又從“指令1”開始,此時加工偏移對象與原加工碼順序一致(重復切割);對于有支撐余量的多次加工碼變換,支撐余量寬度應從“指令N”開始,按所需長度量從“指令N”截取,若“指令N”所代表線段長度不夠,則應從“指令N-1”進行累截,直到所截長度與支撐寬度相等為止。奇次變換結束部分不再是“指令N”所在位置了,而應在被截線段位置開始作為起點進行偶次指令偏移變換(如圖6所示)。
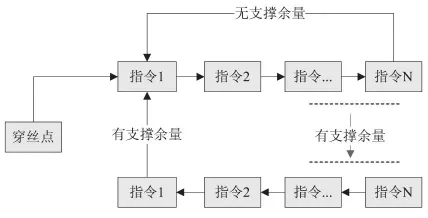
圖6 支撐余量對偏移變換位置的影響
2.3 支撐余量處理
對于有支撐余量的多次變換,在進行變換以后還需要對支撐部分〔圖7(a)中虛線所在位置〕進行多次切割。切割順序應根據變換的次數和余量構成進行,圖7中所示是進行4次切割加工變換,4次加工完成后,鉬絲在如圖7(b)所示“進行支撐余量切割”位置,處理時應對支撐部位絲轉折點進行位置確定,并按圖示序號進行多次切割。如果切割次數是奇數,“進行支撐余量切割”位置應在右則,加工方向應與圖示相反。
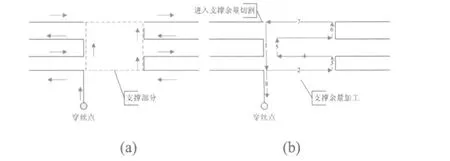
圖7 支撐余量處理
3 結束語
線切割一次加工碼的構成較簡單,但是對其進行多次加工變換涉及的問題相對較多,除應注意本文所述變換的關鍵要素之外,還應注意加工方向、過切保護、支撐余量跨線段多次變換等問題,本文所述設計思路與相應解決方法已在實際工程中得以應用,并開發出了一套有效的變換軟件,變換結果如圖8所示。
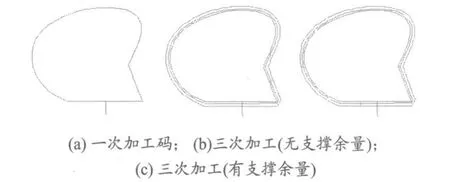
圖8 一次加工碼變多次加工碼
[1] 劉潤濤.一種簡單多邊形凸包的新線性算法[J].工程圖學學報,2008,2:89-92.
[2] 鄧建華,梁麗萍.高速走絲線切割機床多次切割技術[J].模具工業,2006,32:11:58-66.
[3] 盛國成.數控編程加工軌跡的確定及算法實現[J].廣西輕工業,2006,5:81-83.
Research algorithm of WEDM code post-processing
Yu Shengpin, Gu Wenwei, Huang He
Yibin vocational and technical college, Yibin, 644003, China
Based on analysis of WEDM code data, a new method is proposed to transform one code to multiple code, and put forward a method to judge the work inside and outside, and the line and arc in the def nition above the plane offset algorithm, and support part of the transformation method.
wire-cutting; post-process; polygon; offset
2011-05-26
喻聲頻,副教授。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
兒童故事畫報(2019年5期)2019-05-26 14:26:14
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
西安航空學院學報(2014年5期)2014-07-13 01:27:52