404 Not Found
404 Not Found
遼筑4000型瀝青混凝土拌合站操作與維護
汪 波
(黑龍江省廣通公路工程有限公司)
0 引言
最近幾年我國公路建設突飛猛進的增長,公路瀝青路面是我國當前較為普遍的路面結構,具有表面平整、堅實、無接縫、行車舒適、耐磨、噪聲低、施工期短、養護維修簡便,且適宜于分期修建等優點,得到了廣泛的應用。瀝青攪拌設備的好壞、技術先進程度直接關系到路面的施工質量,為此選擇一套技術先進、性能穩定可靠的瀝青拌合站是成本和質量全面控制的關鍵。
1 LJD4000型拌合站結構與特點
1.1 拌合站的總體布局及流程
LJD4000型強制間歇式瀝青混合料拌合站主要由冷料供給系統(包括冷料斗、配料機和集料傳運平皮帶)、皮帶運輸機、干燥滾筒、熱料提升機、拌合樓(包括振動篩、熱料倉、計量裝置、拌缸)和供粉裝置(包括粉倉、螺旋輸送機、粉料提升機等)及除塵裝置、瀝青供給系統、油爐、氣壓機、控制室等組成。其布局主要按方便生產程序和利用現場條件而定。通常采用圖中的形式,方便生產和運輸并做到布局緊湊而有序。為減少占地面積,冷級配機組與皮帶輸送機成“T”字型布置。主機拌合樓居中,控制室設在拌合樓和滾筒近處,對于觀察冷料上料、干燥筒、攪拌樓各總成和成品料提升儲存系統以及除塵系統的運行是極其方便的,而設備中央和成品倉頂部各設置一部監控攝像頭,對整個現場,特別是冷料部分的運行情況和提升斗運料情況在操作室內監視一目了然。
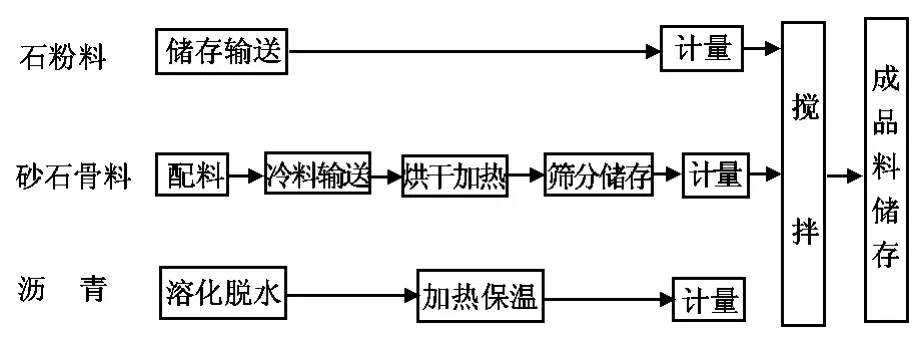
圖1 該設備的主要工藝流程
1.2 主要結構特點
主要組成部分由冷料供給系統、干燥滾筒、熱料提升機、主機部分(包括振動篩、熱料倉)、計量系統、攪拌器、粉料供給系統、瀝青供給系統、供熱系統、除塵系統、成品料提升儲存系統和框架結構組成。
1.3 電氣控制系統
電氣控制由專用計算機控制系統組成,系統主要由電機運轉及狀態監視單元、配料控制與過沖量自動補償單元、成品料累計單元及斗車控制單元所組成的分布式計算機控制系統。各單元由信號采集、計算處理、執行輸出以及通訊等部分組成。控制系統的界面軟件使用《MICROSOFT WINDOWS2000》工作平臺,監控畫面主要包括工藝流程畫面(各電機運轉狀態、故障狀態報警指示、配料參數顯示、實時溫度曲線及斗車的運行狀態等)、參數設定畫面(物料配比、拌和時間參數及拌和總量設置)、配比存取畫面、統計表(每批次)、累計表(每天)查詢及打印畫面。全部設備均可在中央控制室內實現遠距離集中控制,畫面簡捷、直觀,計量準確、穩定,操作簡單、方便。
2 操作使用方法
2.1 供料部分
供料部分有兩種啟動方式:手動及自動工作方式。
手動工作方式是指各控制對象(各個回路)可通過觸摸屏及計算機界面上單獨啟動,不受聯鎖控制,一般在設備調試、檢查或維修時采用手動方式。在自動工作方式下各控制對象(各個回路)也可通過觸摸屏及計算機界面上單獨啟動,但其有聯鎖控制,也就是說每個受控回路必須是前一級啟動后后一級方可啟動,以保證在故障狀態時相應的單元能自動停止。聯鎖控制如下所示。
篩分→熱提→滾筒→斜皮帶→平皮帶→冷料熱粉提→二級攪籠→轉閥→積塵攪籠。
在自動工作方式下只須將供料轉換開關打至“自動”位置,然后按下供料啟動按鈕1 s,系統將按以下的順序依次啟動各個回路。
引風機→空壓機1→空壓機2→拌缸→篩分→熱提→滾筒→斜皮帶→熱粉提→二級攪籠→轉閥→積塵攪籠
待燃燒器點火之后后煙箱溫度達到設定溫度之后,系統將自動啟動小振篩,平皮帶及冷料(須將變頻器開關打開)。
無論是何種工作方式,只要每個回路的PLC輸出點有輸出但無反饋信號輸入時,PLC就有報警輸出,計算機及觸摸屏界面上有報警提示信息,此時操作者可以根據提示信息查找故障原因,PLC輸出復位,必須按下操作臺上的消音按扭(非自動啟動)后,該報警回路才能再次啟動。
2.2 配料部分
有兩種工作方式:手動及自動兩種。
在手動工作方式下,稱石料、稱石粉(冷、熱粉)、稱瀝青、放石料、噴瀝青、放石粉及成品門都是通過操作臺上的按扭來完成的。各個都是點動的,噴瀝青時間.拌合時間及成品門時間都需人為干預。
在自動工作方式下,稱石料、稱石粉(冷、熱粉)、稱瀝青、放石料、噴瀝青、放石粉及成品門都是自動完成的。
轉換:在石料秤、粉料秤及瀝青秤值必須處于零位范圍內且拌缸中無料時可以將開關轉至自動工作方式,按下配料啟動按鈕后系統便進入自動工作狀態。任何時候均可將自動方式變成手動方式,此時如果不按配料啟動按鈕,系統自動將整個拌合過程完成結束自動工作方式。如果在手動工作方式下按啟動按鈕則系統不論處于什么狀態都結束自動工作過程。
3 正常工作時的監視及操作
(1)生產過程中要盡量保證熱料倉中熱料能夠稱,當出現等料或溢料現象應及時調整給料機的上料速度。在細冷料斗壁上裝有倉壁振動器,在粉倉倉壁上裝有振動電機,當有給料機不下料時,可以通過操作臺上的指示燈觀察出來,在自動振動方式下,可以自動啟動振動過程,必要時可以人為干預。隨時注意石粉及瀝青的供應情況,若出現瀝青供給不正常,應及時檢查瀝青溫度及瀝青輸送系統。
(2)要保證成品料的溫度控制符合要求,操作者應隨時觀察滾筒出料口的溫度曲線及熱料溫度并進行溫度調節。
(3)對于布袋除塵系統要隨時觀察后煙箱的溫度及布袋入口溫度,要保證布袋的正常使用溫度,以保證最佳除塵效果。
(4)定時觀察電流表的讀數是否在額定范圍以內,出現異常情況及時處理。
(5)注意觀察微機監控畫面及觸摸屏,觀察各電機的工作狀態,配料過程及配料數據是否準確,相關動作機構的開關狀態,斗車的裝卸料情況及上下運行是否到位等。
(6)清理平皮帶時,若發生意外,可按動現場平皮帶停止按鈕。
(7)充分利用監視器觀察現場的情況,和現場工作人員密切配合以保生產的順利運行。
4 標定電子秤及料位位計
在標定電子秤之前,必須將振動篩及拌缸停止再標定,并且應檢查各傳感器是否正常,確認之后可以將需標定的秤清零,清零結束之后可以秤值應該為零,然后可以往秤中加砝碼,記下加入的砝碼重量,將配重值輸入進去,按下配重確認按鈕,等秤處于穩定狀態之后,可以按下“標定“按鈕,即標定完成了,此時操作者可以看到標定系數。
料位計可以隨時標定,當確認料倉中無料時可以將其清零,在料倉中裝滿料或估計料倉中所裝料的百分比可以進行標定,將標定值的百分比寫入之后可以按下標定按鈕,之后須按下寫入PLC按鈕才完成標定。每個料位計均設有獨立的清零及標定按鈕。
5 設備調試
5.1 調試時應注意事項
(1)大功率電機在啟動時,應注意觀察其電流情況。
(2)空機運轉時,燃燒器只能在小火狀態下運行,后煙箱溫度不得超過300℃。燃燒器試車時應注意引風機一定要啟動,把滾筒前端維修門關好,以防點火時灼燒人。對于非自動燃燒器,在第一次點火失敗時,應啟動燃燒器鼓風機進行吹掃一段時間后再進行第二次點火。
(3)拌缸與熱提第一次試啟動時,一定要把拌缸電機前鏈子、熱提的棘爪取下方可試車。
(4)試車時現場應設專人對設備運行及人員安全監視。
(5)調整好熱元件電流值與星角轉換設定時間。
(6)布袋除塵器在燃燒器試車時應用平皮帶上2~4 t礦粉并開動整機使礦粉掛在布袋的表面,以保證布袋的使用壽命。
6 設備的保養與維護
(1)設備的保養主要針對需潤滑的部分按要求注潤滑油、潤滑脂。
(2)保證設備正常運轉。每班應有維修人員跟班作業,凡有小毛病都要及時處理,杜絕隱患擴大或事態發展。遇有更換零件,應事先做好準備,特別是更換襯板、拌葉之類的易損件和電機軸承鏈條等,更應事先準備好備用件,安排好時間,及時檢修更換,保證時間,保證質量。
(3)各部結構件,包括機架、罐、金屬管道等每兩年應進行除銹和涂漆一次,起到防腐、耐用、美觀作用。
(4)保持好操作室衛生和設備完好無損,使指揮靈敏、準確有效。
