立式鋁箔分切機主控制系統分析
2012-10-15 01:19:48宋曉亮
制造業自動化 2012年23期
宋曉亮,張 偉,許 卓
(北京機械工業自動化研究所,北京 100120)
0 引言
鋁箔分切機是鋁箔加工中的精整設備,在“精整”裝備的全球化發展中,可喻為高端高精的現代化裝備。鋁板經過冷軋機、鋁箔粗軋機、鋁箔精軋機的軋制,形成雙層0.03~0.006mm的鋁箔。通過鋁箔分切機把雙層的鋁箔分開,同時按照不同的商業要求把1000~1850mm寬的鋁箔分切成不同寬度的鋁箔若干條,并按恒張力方式卷成鋁卷。由于鋁箔分切機是鋁箔生產重要的后部工序,對鋁箔的質量和成品率有著重要的影響,所以鋁箔分切機是現代鋁加工企業必須和關鍵技術裝備。
1 設備組成
立式鋁箔分切機由開卷機、導輥、上下卷取機、拔軸系統、超聲波焊接機、氣液系統和電氣控制系統組成。
圖1是立式鋁箔分切機設備的側面簡視圖,圖中開卷機為對錐式,直流電機驅動,開卷機在機列中完成帶材的開卷和對中,帶材的后張力由開卷機產生。導輥是一組輥系,由直流電機通過齒形皮帶同步驅動,在整個系統運行過程中起到平衡前后張力的作用,并控制整個機列的運行速度,完成鋁箔導向、分卷和剪切。
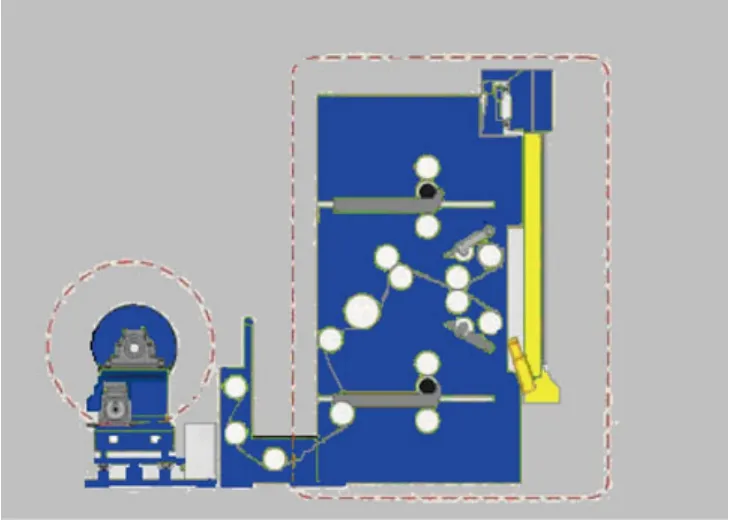
圖1 立式鋁箔分切機側面簡易圖
卷取機分上卷取和下卷取,分別完成雙合鋁箔的收卷,為了保證成品卷的質量,其張力由卷取機直接產生;超聲波焊接機是利用超聲波的振動將斷帶后鋁箔接上,以提高成品率;拔軸系統主要是完成卸卷后的拔軸工作;氣動系統主要應用在夾送輥、上下壓平輥和上下支撐輥上,這些輥調整的好與壞直接關系到成品的質量;液壓系統主要是完成分切機的其他輔助動作,如開卷卷取的加緊打開,上料小車的側板升降等。
電氣控制系統由交流控制中心,直流電機驅動系統,主控PLC系統和操作臺組成。分切機控制系統框圖如圖2所示。
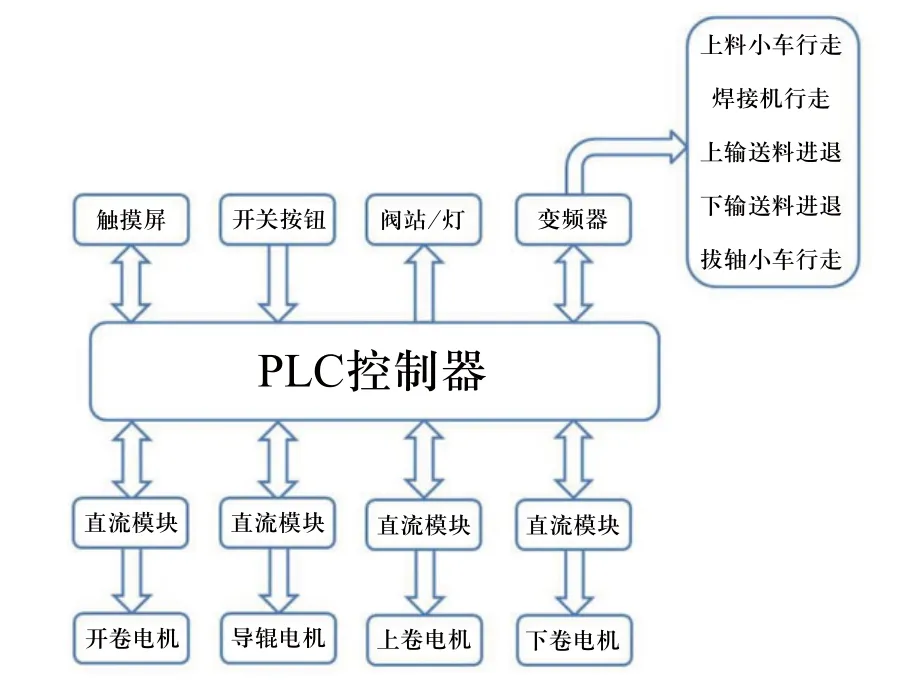
圖2 分切機控制系統框圖
交流控制中心采用組合式開關柜,完成交流進線,電源分配和交流電動機控制,直流驅動系統用于開卷機,導輥和卷取機的直流電動機驅動控制,采用德國西門子公司全數字可控硅直流裝置6RA70系列。主控系統采用德國西門子公司的PLC-300系列和安裝在控制柜及操作臺上的ET200M分站單元,通過PROFIBUS-DP通訊電纜和主機架相連,極大地簡化了布線,這樣用一根通訊電纜鏈接即可實現主機架和遠程I/O機架所在控制柜、操作臺的信息交換,解決了電纜老化問題,節省了工程費用。
2 控制系統分析
2.1 概述
立式分切機剪切的材料極薄,最薄的可以達到單張厚度為0.006mm,而且運行速度很快,最高速度可以達到800m/m in,因此對運行的張力和速度控制精度提出了很高的要求,恒速度控制精度為0.5%,恒張力控制精度為2%,并可根據卷取卷徑的變化自動進行錐度張力控制。
2.2 張力控制
直流電機的總電磁轉矩為:

其中: CT為電機結構常數;
Φ為電機磁通;
Ia為電機電樞電流。
本系統開卷和卷取設計采用了西門子的6RA70直流模塊,根據該直流模塊特點采用了速度欠飽和下的轉矩限幅控制。其功能框圖如圖3所示。
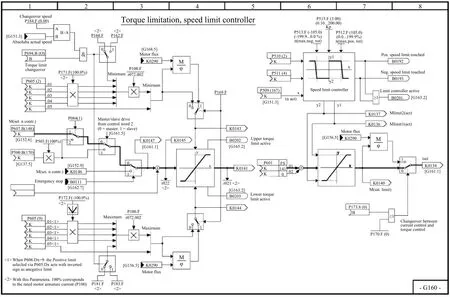
圖3 西門子直流模塊轉矩限幅框圖
由框圖中可知,直流模塊的直接輸出可以換算成一個轉矩值,當電機的實際速度沒有達到給定速度時,直流模塊會增加輸出轉矩值以使電機增加轉速,當電機的實際速度超過給定速度時,直流模塊會減小輸出轉矩或出負轉矩以使電機減速或制動,當電機實際速度和給定速度相等時,直流模塊的輸出轉矩和負載轉矩達到平衡狀態。從框圖中可看出P605參數是用來直接設置直流模塊轉矩輸出限幅值的,只要電機沒有達到設定速度值,我們就可以根據此參數來控制直流模塊的輸出轉矩。
根據轉矩計算張力為:

其中: Tem為電機轉矩;
R為鋁箔卷半徑。
開卷卷材的卷徑是應用超聲波測距儀進行直接測量得到,卷取卷材的卷徑用直線電位器直接測量。在分切機運行過程中開卷是放卷過程,只要保證料材平展,張力恒定即可,但對于卷取機,若采用恒張力卷取,隨著卷取卷材直徑的增大,會出現外緊內松現象,造成勒卷劃傷等缺陷,因此在系統中需要設置錐度張力控制,即隨著卷取機卷材直徑的增大,使卷取張力呈線性下降,其數學模型如圖4所示。
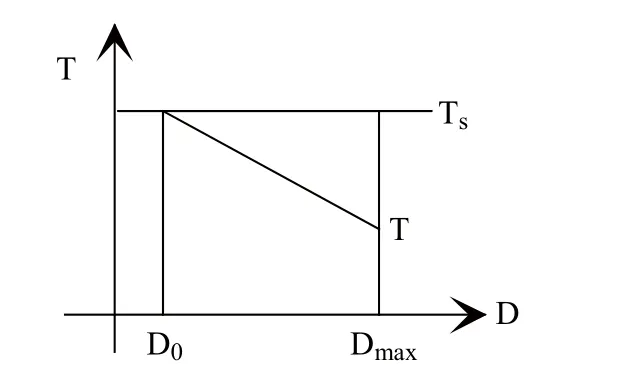
圖4 錐度張力控制

其中:Ts為恒張力基準;
A為錐度比率0~60%;
Dact為卷徑實際值;
D0為最小卷徑值;
Dmax為最大卷徑值。
開卷機和上下卷取機都采用了直接轉矩控制,為了減小開卷張力和卷取張力間的相互影響,設備有一個夾送輥裝置,有效的保證了兩個張力的相互獨立性。設備選用的都是具有3~4倍弱磁能力的直流電機,開卷電機剛開始運行時,卷徑比較大,轉速比較慢,在電機基速以下,電機工作在滿磁模式下且輸出較大扭矩,隨著設備的運行,開卷卷徑變小,轉速變快,在電機基速以上,電機工作在弱磁模式下且輸出較小扭矩;卷取電機正好相反,在開始運行時工作在弱磁模式下,在運行到臨近結束時工作在滿磁模式下。
張力基準由操作臺設定,設定值經過計算換算成轉矩值分別傳送給直流模塊,且開卷和上下卷取張力可分別單獨給定,方便操作手根據實際生產的具體情況進行細微調整。
2.3 速度控制
機列速度基準也是由操作臺設定,設定值直接進入導輥電機的速度設定,機列速度實際值由導輥電機的編碼器速度反饋得到,開卷電機的速度基準是給定一個運行方向反方向的小速度值,這樣可以保證其轉矩限幅有效,且當發生斷帶時,直流模塊的速度環替換轉矩限幅,使電機在反向較小速度下運行,不會產生飛車危險。卷取電機的速度基準給定是機列速度基準附加一個正向速度值,當設備正常運行時,卷取電機運行速度無法達到設定速度基準,轉矩限幅有效,即卷取張力可控,若發生斷帶,直流模塊速度環生效,轉矩限幅失效,保證卷取電機的運行安全。
2.4 導輥控制
導輥電機的主要作用是保證機列在設定速度下運行,使開卷張力和卷取張力達到平衡,且要防止箔材劃傷,直流模塊在速度環模式下運行,當卷取總張力大于開卷張力時,導輥電機輸出負轉矩以使兩邊張力達到平衡,當卷取總張力小于開卷張力時,導輥電機輸出正轉矩來使兩邊張力達到平衡,這樣系統就可以保證設備穩定恒速運行了。
該立式分切機控制系統已經在現場得到應用,實際生產情況驗證該控制方式可行,且運行穩定,操作簡單。如圖5所示。

圖5 立式分切機現場實物
3 結束語
目前,這臺立式分切機已完成帶負荷調試,各項指標均達到了設計要求。當然,設備中也還存在著一些不盡人意的地方。比如卷取機的壓平輥和支撐輥都采用的氣動比例閥控制,其壓力的大小有限,對于有些型號的箔材需要調整的壓力無法達到,影響卷材的整體質量;導輥電機是依靠導輥和箔材間的摩擦力才平衡前后張力的,若初始時兩邊張力相差太懸殊,會造成導輥打滑現場,影響成卷質量,因此在開卷卷取的張力給定控制上要加以完善,以更好的方便新操作手的操作。這些問題的存在要求我們在以后的設計中不斷改進,以滿足用戶對產品質量的更高要求。
[1] 李志鵬, 李興根. 分切機上位機控制系統的設計[J]. 輕工機械, 2006, 03.
[2] 郭秋痕. 鋁箔分切機自動控制系統[J]. 設備管理與維修.2009, 10.
[3] 張生, 海于偉. 高速鋁箔分切機電氣控制系統[J]. 有色金屬加工. 2005, 01.
