氣液增壓-鉸桿機構增力雙工位高效夾具
2012-10-12 13:28:34肖瑩華鐘康民
制造業自動化 2012年4期
肖瑩華,鐘康民
XIAO Ying-hua, ZHONG Kang-min
(蘇州大學 機電工程學院,蘇州 215000)
0 引言
機械制造業中應用最為廣泛的機動夾具,是液壓與氣壓傳動夾具。氣壓傳動夾具的優點是,夾緊動作迅速,不會產生環境污染,便于自動化控制,系統故障少;夾緊后的切削加工過程中,依靠壓縮空氣的勢能,能夠持續保持對被夾緊工件的夾緊力,不再消耗能源,所以能量利率高。主要缺點是壓縮空氣容易泄露,所以系統壓力較低(一般為0.4~0.7MPa),因而造成夾緊力不可能很大。液壓傳動夾具的主要優點,是系統壓力高,夾緊力大。主要缺點能量利用率低,液壓泵噪音較大,且容易發生因油液泄露及揮發造成環境污染。而沒有蓄能器保壓的液壓傳動系統,夾緊后的切削加工過程中,液壓泵仍需要運轉,以保持對被夾緊工件的夾緊力;不僅多消耗能量,而且溢流回路會導致系統溫度升高。
此外,為了縮短裝夾工件的輔助時間,大批量生產中,往往采用裝夾時間與切削加工時間重合的雙工位高效夾具[1~4]。因此,創新設計出兼有液壓與氣壓傳動優點的雙工位高效夾具,是許多夾具設計人員長期追求的目標。下面,介紹我們設計的一種雙工位夾具。
1 工作原理
圖1是夾具的工作原理圖,其設計創意來自氣液增壓雙工位液壓拉伸機[5]。當氣動換向閥的電磁鐵得電時,閥芯處于上圖所示左位狀態,壓縮空氣進入左氣腔,推動氣缸活塞向右運動;右主動液壓活塞壓縮右液壓腔的油液,將油液增壓后作用到右工位輸出活塞上;右工位輸出活塞桿則通過右邊的連桿及雙邊鉸桿增力機構,由右夾緊元件對右工位的工件進行夾緊。此時,壓縮空氣同時進入左工位輸出活塞的左腔,左工位輸出活塞桿拉動左邊的連桿及雙邊鉸桿增力機構,使得左夾緊元件向上運動,從而松開左工位的工件以進行裝卸。
當右邊工件的切削加工過程完成后,控制系統使得氣動換向閥的電磁鐵失電,其閥芯切換至下圖所示右位工作狀態,壓縮空氣進入右氣腔,推動氣缸活塞向左運動。該狀態下,左工位的工件被夾緊,而右工位的工件被松開。
左右兩個工位如此循環工作。由于工件的切削加工時間與裝卸時間重合,因而大幅度提高了生產效率。
2 力學計算與運動特性分析
2.1 力學計算
圖1所示夾具中,氣缸所提供的推力FP的計算公式為:

而夾緊元件作用于工件的夾緊力FC,由下式進行計算:

以上兩式中,D、d1、d2分別為氣缸活塞、主動液壓缸活塞和輸出液壓缸活塞的直徑,p為壓縮空氣壓力,P為氣缸的力傳遞效率,一般可取P≈0.85;H為液壓缸的力傳遞效率,一般可取H≈0.92。T為鉸桿增力機構的力傳遞效率,一般可取T≈0.90。
顯然,FC與FP的比值i,就是氣液增壓裝置與鉸桿增力機構串聯作用的增力系數,即
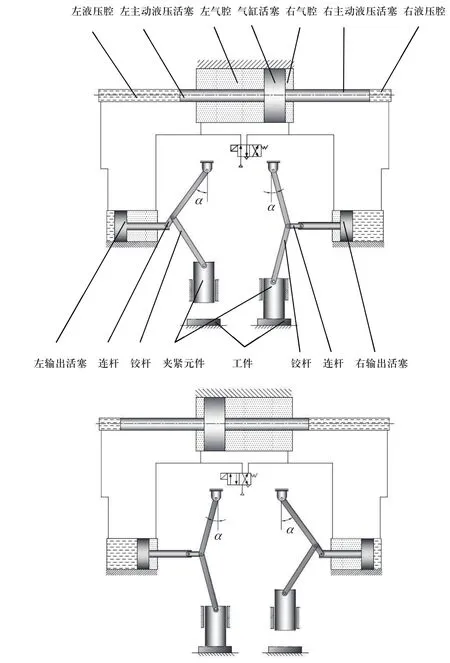
圖1 工作原理圖

2.2 夾緊元件運動特性分析
對公式(3)進一步分析可知,雙邊鉸桿增力機構的理想增力系數,即不考慮摩擦損失的增力系數iTI=。因此,只有在即理論壓力角 <27.5°時,雙邊鉸桿增力機構才在理論上是一個力放大機構。而當 >27.5°時,它實際上是一個減力機構,同時是一個行程放大機構。也就是說,當 角較大時,夾緊元件運動速度相對快,所能提供的夾緊力相對小;而當角較小時,夾緊元件運動速度相對慢,所能提供的夾緊力相對小。由鉸桿增力機構的這一力學特性可以得知,圖1所示夾具夾緊元件的運動速度,夾緊過程剛剛開始時快,以后逐漸變慢,夾緊時由于壓力角角變得很小,因而能夠提供較大的夾緊力。這較為符合一般夾具對夾緊元件運動速度特性的要求。
3 結束語
本文介紹的雙工位高效夾具,具有以下顯著優點:
1)氣壓傳動利用的是壓縮空氣的壓力勢能,在工件處于被夾緊狀態時,由于夾緊元件沒有位移,所以不消耗能量,因而較液壓傳動夾具,節能顯著。
2)僅采用一個驅動氣缸,能實現二個工位工件的順序夾緊,工件的切削加工時間與裝卸時間重合,經濟性好,生產效率高。
3)液體是密閉靜壓傳遞的,不存在液壓泵和開放式油箱,能基本杜絕因油液泄露而造成的環境污染;且不存在高速運轉的電機及液壓泵,噪音小,振動輕。
4)驅動氣缸部分與夾緊液壓缸之間用油管連接,為夾具的總體布局設計提供了很大柔性。
5)夾緊元件的運動速度由快到慢,最終得到較大的夾緊力,符合一般夾具對夾緊元件運動速度特性與夾緊力特性的要求。
[1]李茹. 數控專用銑鉆床壓力夾具的創新設計[J]. 機械設計, 2006, 23(12): 56-58.
[2]馮金云, 顧錦華, 史旭東. 空調壓縮機連桿雙工位精鏜夾具[J]. 組合機床與自動化加工技術, 2008, (12): 81-82, 85.
[3]申在福, 賈軍朋, 鐘康民. 基于氣動肌腱與杠桿-雙面斜楔增力機構的高效夾具[J]. 機械制造, 2010, (3): 60-61.
[4]鹿霖, 鐘康民. 氣動肌腱驅動的雙工位高效夾緊裝置[J].機械設計與研究, 2010, (5).
[5]竇云霞, 鐘康民. 無液壓泵式氣液增壓雙工位液壓拉深機[J]. 制造技術與機床, 2010, (11): 58-59.
[6]王金娥, 竇云霞, 鐘康民. 基于力放大機構toggle及無桿活塞缸的可重構氣動壓力機[J]. 工程設計學報, 2009,16(4): 242-246.
