CCD傳感器實(shí)時(shí)檢測技術(shù)在微細(xì)電火花加工機(jī)床上應(yīng)用的優(yōu)勢
2012-09-27 01:42:14IvanoBeltrami胡義華吳浩怡康逢文
電子設(shè)計(jì)工程 2012年5期
李 享 , Ivano Beltrami, 胡義華 , 吳浩怡 , 康逢文
(1.廣東工業(yè)大學(xué) 物理與光電工程學(xué)院,廣東 廣州 510006;
2.瑞士意大利語區(qū)應(yīng)用科學(xué)大學(xué) 創(chuàng)新技術(shù)系,瑞士 盧加諾 6928;3.阿奇夏米爾公司 瑞士 盧加諾 6928)
CCD傳感器實(shí)時(shí)檢測技術(shù)在微細(xì)電火花加工機(jī)床上應(yīng)用的優(yōu)勢
李 享1,2, Ivano Beltrami2,3, 胡義華1, 吳浩怡1, 康逢文1
(1.廣東工業(yè)大學(xué) 物理與光電工程學(xué)院,廣東 廣州 510006;
2.瑞士意大利語區(qū)應(yīng)用科學(xué)大學(xué) 創(chuàng)新技術(shù)系,瑞士 盧加諾 6928;3.阿奇夏米爾公司 瑞士 盧加諾 6928)
CCD傳感器實(shí)時(shí)檢測系統(tǒng)是一套基于光電檢測技術(shù)的質(zhì)量監(jiān)測儀器,可用于實(shí)時(shí)觀測和測量被加工工件,特別適合安裝應(yīng)用于微細(xì)電火花加工機(jī)床。此系統(tǒng)利用CCD(Charge-Couple Device)傳感器對工件進(jìn)行非接觸式測量,提高了微細(xì)電火花加工機(jī)床的工作效率和質(zhì)量。此文對這一系統(tǒng)進(jìn)行討論,分析了其特點(diǎn)和優(yōu)越性。
CCD傳感器;細(xì)微電火花加工機(jī)床;實(shí)時(shí)傳感
目前,精密加工技術(shù)已經(jīng)被廣泛用于各個(gè)領(lǐng)域,如微米量級(jí)的機(jī)械零器件,微機(jī)電系統(tǒng),生物醫(yī)藥器械,以及光電設(shè)備。與此同時(shí),先進(jìn)的檢測技術(shù)也是精密加工過程中重要的一個(gè)環(huán)節(jié)[1]。為了控制被加工工件的精度,提高工作效率,通常微細(xì)電火花機(jī)床在加工完后會(huì)用電極絲觸碰法進(jìn)行檢測采集數(shù)據(jù),但這種方法會(huì)影響工件表面質(zhì)量,僅適用于對加工表面粗糙度要求不高的情況。為了避免在測量過程中磨損工件表面,一般會(huì)使用非接觸式檢測設(shè)備,這就需要將工件取下后挪送到其他設(shè)備上采集所需數(shù)據(jù),延長了加工時(shí)間[2-3]。因此,為了提高監(jiān)測效率,優(yōu)化檢測設(shè)備,一套可被安裝在電火花機(jī)床上,利用CCD傳感器進(jìn)行非接觸式快速測量的系統(tǒng)被使用。文中介紹了此系統(tǒng)的基本性能,并詳述了其兩大優(yōu)勢;測量性能穩(wěn)定,精確度高。
1 CCD傳感器實(shí)時(shí)檢測系統(tǒng)
CCD傳感器實(shí)時(shí)檢測系統(tǒng)是一款基于光學(xué)檢測原理的系統(tǒng),不光可以用于在線觀測被加工工件表面情況,還能用來測量工件的精度,特別適用于電火花加工機(jī)床。此系統(tǒng)的獨(dú)特之處還在于加工完工件后,能馬上進(jìn)行測量。這種檢測方式克服了微米量級(jí)工件可視范圍小檢測難度大的問題[4]。圖1中被安裝在線切割電火花加工機(jī)床上的即為此系統(tǒng)。圖1(a)為瑞士阿奇夏米爾公司的 AgieCharmilles CUT 1000。圖1(b)中1號(hào)框內(nèi)是CCD傳感器,也是整個(gè)檢測系統(tǒng)中重要的組成部分之一。當(dāng)電蝕過程結(jié)束并且電解質(zhì)(如去離子水和油)被清理干凈后,這一設(shè)備將會(huì)自動(dòng)尋找到被測對象位置并移動(dòng)到此對象的上方。然后為了尋找到在Z軸上合適的位置,一個(gè)名為“Autofocus”的程序?qū)?huì)被自動(dòng)運(yùn)行以用來調(diào)整此成像器件與工件表面的最佳距離。測量過程中成像器件將會(huì)通過拍照的方式將工件表面情況傳送給負(fù)責(zé)數(shù)據(jù)分析的電腦,所有被傳送過來的圖片經(jīng)過統(tǒng)計(jì)分析后可得到如圓孔直徑,圓孔中心位置,半弧的直徑和中心位置,兩平行邊之間的間距,不規(guī)則切割邊緣形狀的掃描等數(shù)據(jù)。
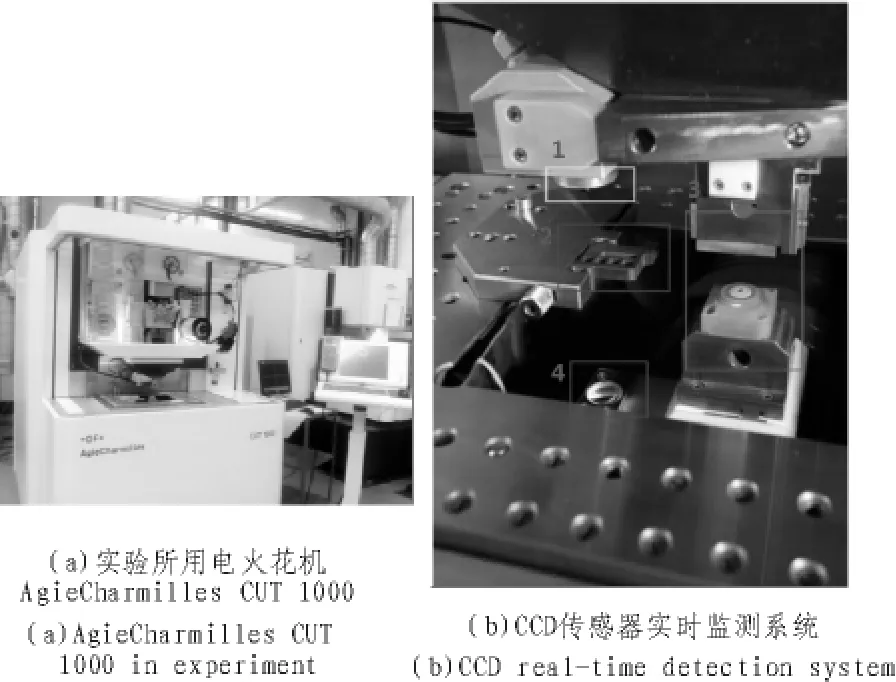
圖1 CCD實(shí)時(shí)檢測系統(tǒng)Fig.1 CCD red-time detection system
這個(gè)系統(tǒng)的兩大主要功能為:觀察,檢測。觀察被測工件表面主要依靠光學(xué)原理將待測部分放大后進(jìn)行探測對比,也正因?yàn)槿绱斯ぜ砻媲闆r能夠在短時(shí)間內(nèi)被收集,即通過操作面板上的顯示屏直接得到。而檢測功能則需要運(yùn)用空間計(jì)量學(xué)的知識(shí),來自動(dòng)或手動(dòng)分析計(jì)算出諸如間距,半徑或輪廓掃描等信息。
2 CCD傳感器實(shí)時(shí)檢測系統(tǒng)重復(fù)測量的穩(wěn)定性
為了檢驗(yàn)CCD傳感器實(shí)時(shí)檢測系統(tǒng)重復(fù)測量的穩(wěn)定性,標(biāo)準(zhǔn)工件上3個(gè)小孔的直徑在同樣條件下被重復(fù)測試33 900次,總共438小時(shí)。同時(shí),由于機(jī)械探頭接觸掃描式檢測儀器Leitz PMM866被廣泛用在測量工件質(zhì)量的過程中,能滿足大多數(shù)客戶對精度的需求,所以,這種儀器的測量結(jié)果將被當(dāng)做參照值。
表1分析總結(jié)收集的所有結(jié)果分別得到3個(gè)圓孔平均直徑和標(biāo)準(zhǔn)偏差,以及機(jī)械探頭接觸式儀器Leitz PMM866測量對比值。
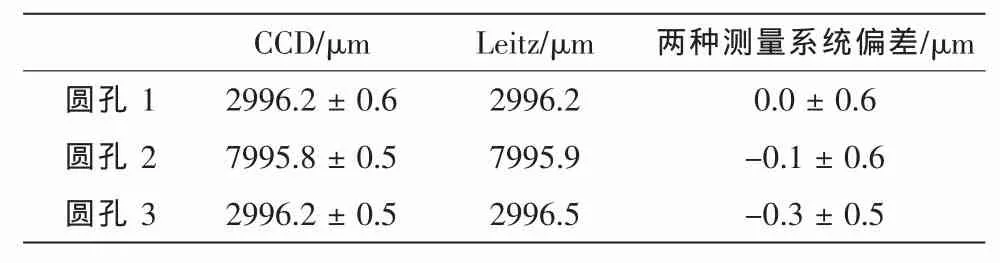
表1 33 900次測量結(jié)果總結(jié)以及與Leitz PMM866測量結(jié)果對比Tab.1 The summary of 33 900 measurements and the comparison with the results from Leitz PMM866
從表格1中可得所有圓孔半徑的標(biāo)準(zhǔn)偏差都在0.5 μm左右,并且與Leitz PMM866所得結(jié)果的偏差從-0.3 μm到0,都滿足小于1 μm的需求。同時(shí),所有結(jié)果的峰值偏移都在±1 μm以內(nèi),同樣也滿足最初的精度需求。綜上所述,該系統(tǒng)重復(fù)測量結(jié)果精度都穩(wěn)定在±1 μm以內(nèi),滿足細(xì)微電火花機(jī)床對工件檢驗(yàn)精度的需求[5-7]。
3 與其他細(xì)微精加工中常用測量機(jī)器的對比
在微米精加工過程中不同的檢測機(jī)器被使用,為了與這些常用機(jī)械進(jìn)行對比,設(shè)計(jì)了一系列的實(shí)驗(yàn)來對比它們的精度。
3.1 手動(dòng)式測量方法
3.1.1 投影儀
這一類測量機(jī)器利用光學(xué)衍射原理在被測工件背面投射背景光,并使用高倍放大鏡頭進(jìn)行接收放大后投射在觀測屏上。由于此種測量方式受人為影響較大,為了確定人為因素對最后結(jié)果精確度影響的程度,我們設(shè)計(jì)了如下實(shí)驗(yàn):一個(gè)寬10 mm的標(biāo)準(zhǔn)工件被用作待測工件,在投影儀的觀測屏上可以看到一個(gè)XY方向的基準(zhǔn)線,測量過程中我們需要用人眼判斷出Y軸方向上基準(zhǔn)線和工件邊緣的最佳吻合處。當(dāng)確定位置后按下與投影儀相連用來讀取位置儀器上的按鈕,定義此處為(X,Y)=(0,0)點(diǎn),然后轉(zhuǎn)動(dòng)放著工件的托盤沿著X軸移動(dòng)到此工件的另一邊緣,用同樣的方法記錄下另一邊緣處同一X方向上的另一點(diǎn)。此時(shí)可從儀器上讀取兩點(diǎn)間的距離,即為此標(biāo)準(zhǔn)工件兩邊緣間的間距。同樣的實(shí)驗(yàn)被獨(dú)立重復(fù) 50次[8-9]。
圖2為總和所有結(jié)果出現(xiàn)頻率比。通過計(jì)算標(biāo)準(zhǔn)偏差我們可以得到人為因素對測量精度影響為當(dāng)可信度為95%時(shí)的±4.05 μm,并且此工件的平均寬度為 9 996 μm,即為-4 μm偏離實(shí)際寬度。
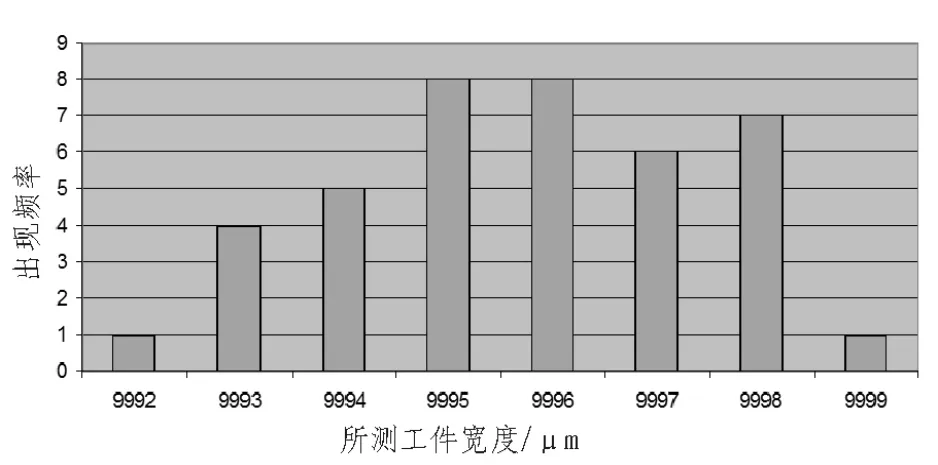
圖2 投影儀所得結(jié)果出現(xiàn)頻率比Fig.2 The frequency of results from projector
3.1.2 高放大倍率CCD可視檢測儀---TolTec
TolTec 250為放大倍率250的CCD可視檢測儀事一種高放大率并同時(shí)可安裝在線切割電火花機(jī)床和電火花刻磨機(jī)上。當(dāng)該儀器被安裝在線切割電火花機(jī)床上后工件和鏡頭間的相對位置就已固定,但若是安裝在電火花刻磨機(jī)上就能對鏡頭進(jìn)行調(diào)整。因此實(shí)驗(yàn)過程中雖然此儀器被安裝在電火花刻磨機(jī)上,但為了模擬與新研發(fā)的組合式可視檢測系統(tǒng)同樣被安裝在線切割電火花機(jī)床上的測試條件,從觀測屏上看到的工件與XY基準(zhǔn)線呈一定角度[10-12]。
為了測試該儀器的精確度,以下實(shí)驗(yàn)被組織:
實(shí)驗(yàn)別分組織了13個(gè)人使用此儀器測量一標(biāo)準(zhǔn)工件的寬,每人可測量任意次數(shù),到最后共46個(gè)測量結(jié)果被收集(平均每人每次測量用時(shí)5分鐘)。每次測量時(shí)共需要在工件的兩邊定義3點(diǎn),然后利用電火花機(jī)床中得數(shù)控系統(tǒng)算出其中一點(diǎn)到另外兩點(diǎn)所確定直線上的垂直距離[13-14]。
分析圖3可以得到此種手動(dòng)測試法的精確度為可信度95%下的±2.6 μm,并且-0.01 μm 偏離實(shí)際寬度。
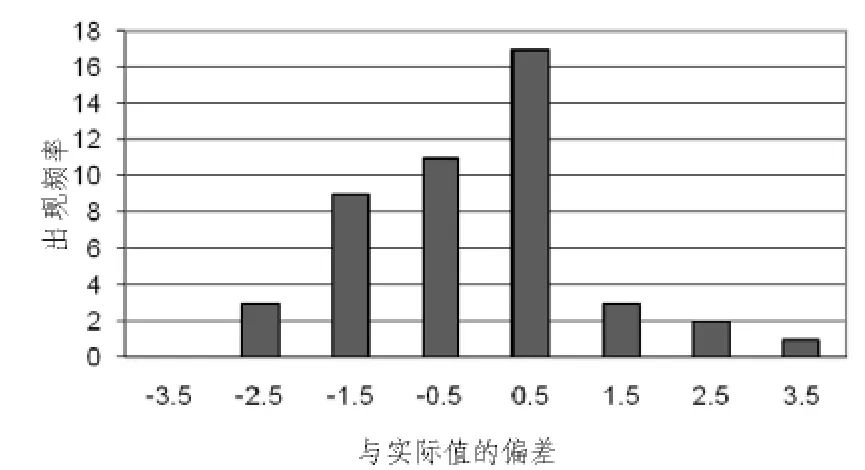
圖3 最后結(jié)果與標(biāo)準(zhǔn)值之間偏差出現(xiàn)頻率比Fig.3 Measuring difference from nominal value by TolTec 250
3.2 自動(dòng)測量法
3.2.1 光學(xué)測量儀
Optical Gaging Products (OGP)是一款基于光學(xué)原理的非接觸式高精度自動(dòng)測量設(shè)備。使用此儀器進(jìn)行測量時(shí)可以調(diào)試如光強(qiáng),放大倍數(shù)等參數(shù),因此為了確定最佳測量狀態(tài),設(shè)計(jì)了以下一系列對比實(shí)驗(yàn)。
10 mm寬標(biāo)準(zhǔn)工件再次被使用,下面分別是4組僅使用背景光照明情況下的對比實(shí)驗(yàn):1)最小放大率;2)最大放大率僅對焦一邊;3)最大放大率下對焦另一邊;4)最大放大率下對焦兩邊。最后結(jié)果可從表格2中讀出。

表格2 OGP所有實(shí)驗(yàn)結(jié)果總和Tab.2 Summary of all the measurements from OGP
由上述結(jié)果可得,最高放大率下多次對焦實(shí)驗(yàn)結(jié)果最好,95%可信度下的精確度可達(dá)±0.52 μm。
3.2.2 CCD實(shí)時(shí)檢測系統(tǒng)
使用同樣的10 mm寬標(biāo)準(zhǔn)工件,測量時(shí)在工件邊沿用兩點(diǎn)定義一個(gè)范圍,系統(tǒng)會(huì)自動(dòng)測量出該范圍的中心位置,重復(fù)同樣步驟在工件另一邊上確定另外兩點(diǎn),最后點(diǎn)擊“calculate”系統(tǒng)會(huì)自動(dòng)計(jì)算出兩邊間的距離。總結(jié)系統(tǒng)最后測量結(jié)果如表3所示,在95%信任度上的精確度為±0.7 μm。

表3 所有結(jié)果總和Tab.3 Summary of all the results
3.3 所有實(shí)驗(yàn)總和
通過對比其他非接觸式手動(dòng)或自動(dòng)式微細(xì)測量儀器,按照表4將所有儀器精確度進(jìn)行分析和總結(jié)。全自動(dòng)式檢測儀器在手動(dòng)式儀器的基礎(chǔ)上將精確度至少縮小到四分之一,同時(shí)單次執(zhí)行任務(wù)的時(shí)間也縮短到僅0.1分鐘左右。CCD傳感器系統(tǒng)的精度與OGP非常接近,執(zhí)行單次測量的時(shí)間也幾乎相同。可以滿足實(shí)際應(yīng)用中對檢測儀器精度的需求。
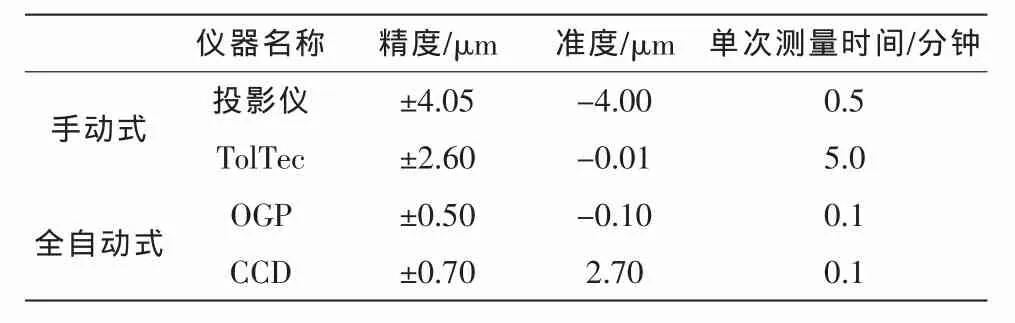
表4 由實(shí)驗(yàn)所得所有儀器精確度總和Tab.4 Summary of the precision for all the test machines
4 結(jié) 論
通過上述一系列分析和對比,可發(fā)現(xiàn)此系統(tǒng)克服了實(shí)時(shí)檢測系統(tǒng)穩(wěn)定性以及精度上的瓶頸。同時(shí)這種監(jiān)測加工質(zhì)量的方式不用接觸被測工件,避免了對工件表面造成磨損,同時(shí)也加快了檢測速度。此外,電蝕后可直接在操作臺(tái)上進(jìn)行測量,提高了加工效率。通過測量圓直徑實(shí)驗(yàn)可得,此系統(tǒng)長時(shí)間重復(fù)測量下精確度可穩(wěn)定在±1 μm。通過與其他測量儀器的對比實(shí)驗(yàn),可發(fā)現(xiàn)這種CCD傳感器檢測系統(tǒng)的檢測精度可達(dá)±0.70 μm,準(zhǔn)確度上也達(dá)到了小于1 μm水平,滿足了細(xì)微加工中對檢測儀器精度的需求。
CCD傳感器實(shí)時(shí)檢測系統(tǒng)不僅具有很好的研究價(jià)值,還有著廣闊的市場。隨著技術(shù)不斷改進(jìn),細(xì)微加工業(yè)對加工精度和效率的要求也越來越高,這一系統(tǒng)填補(bǔ)了市場空缺,提高了電火花加工機(jī)床的生產(chǎn)質(zhì)量和效率。
[1]Dominiek R,Wim M,Hendrik V B.Machining of threedimensional microstructures in silicon by electro discharge machining[J].Sensor and Actuators,1998,67(1-3):159-165.
[2]余曉琴.淺析微細(xì)電火花加工機(jī)床加工誤差及提高精度的措施[J].科技創(chuàng)新導(dǎo)報(bào),2011,80(7):40.
YU Xiao-qin.Analysis of the producing errors on electro discharge machining and the method to improve production precision[J].Science and Technology Consulting Herald,2011,80(7):40.
[3]ZHANG Hong-tao, DUAN Fa-jie, DING Ke-qi.Study on calibration of linear CCD based on two steps [J].Acta Metrologica Sinica, 2007, 28(4):311-313.
[4]Westerweel J.Fundamentals of digital particle image velocimetry[J].Measurement and Science Technology,1997,12(8):1379-1392.
[5]Shaklan S,Sharman M C,Pravdo S H.High-precision measurement of pixel positions in a charge-coupled device[J].Applied Optics,1995,34(29):6672-6681.
[6]LI Mei-song,MING Ping-wang,LU Lu, et al.High precision camera calibration in vision measurement [J].Optics and Laser Technology, 2007, 7(39):1413-1420.
[7]Weckenmann A,Nalbantic K.Precision measurement of cutting tools with two matched optical 3D-sensors[J].Annals-Manufacturing Technology,2003,1(52):443-446.
[8]王婉春,裴仁清.多面陣CCD協(xié)同精密檢測較大尺寸物體的研究[J].光學(xué)儀器,2001,23(4):3-7.
WANG Wan-chun,PEI Ren-qing.Multiple area array CCD based measurement research for big size object precision[J].Optical Instruments,2001,23(4):3-7.
[9]吳上生.機(jī)器視覺技術(shù)在檢測軸類零件彎曲變形中的應(yīng)用研究[J].機(jī)械制造,2005,43(6):69-71.
WU Shang-sheng.Application research on machine vision technology in measurement of bending deformation of shaft workpieces[J].Machinery,2005,43(6):69-71.
[10]Wilkinson J A,Meaden G,Dingley J D.High-resolution elastic strain measurement from electron backscatter diffraction patterns:new levels of sensitivity[J].Ultramicroscopy,2006,4(106):307-313.
[11]Everett E M,Howell B S.A technique for Ultrahighprecision CCD photometry[J].The Astronomical Society of the Pacific,2001,789(113):1428-1435.
[12]Meinhart D C,Wereley T S,Santiago G J.Particle image velocimetry measurements of a microchannel flow[J].Experiments in Fluids,1999,5(27):414-419.
[13]Groot D P,Deck L.Three-dimensional imaging by subnyquist sampling of white-light interferograms[J].Optics Letters,1993,17(18):1462-1464.
[14]Viles L C,Sieracki E M.Measurement of marine picoplankton cell size by using a code,charge-coupled device camera with image-analyzed fluorescence microscopy [J].American Society for Microbiology,1992,2(58):584-592.
Application technology of real-time detection with Charge-Couple Device sensor on electro discharge machining machines
LI Xiang1,2, Ivano Beltrami2,3, HU Yi-hua1, WU Hao-yi1, KANG Feng-wen1
(1.Faculty of Physics Optoelectronic in Engineering,Guangdong University and Technology,Guangzhou510006,China;2.Scuola Universitaria Professionale della Svizzera Italiana,Dipartmento Tecnologie Innovative,Lugano6928,Switzerland;3.AgieCharmilles,Lugano6928,Switzerland)
Real-time detection system with Charge-Couple Device (CCD) sensor, also named “Integrated Vision Unit(IVU)”,is a kind of quality control device based on photoelectric detection technology.It was designed to visualize and measure work pieces directly on the machine tool, particularly on Electro Discharge Machines (EDM).By using non-contact measuring technology with CCD sensor,IVU system improves the efficiency and quality of working on EDM machines.As following the disadvantage of this advanced measuring system is discussed.
CCD sensor;EDM;real-time detection
T-19
A
1674-6236(2012)05-0152-03
2012-01-07稿件編號(hào):201201023
李 享(1988—),女,湖北襄樊人,碩士研究生。研究方向:CCD圖像傳感器檢測與控制。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
