超音速火焰噴涂替代鍍鉻技術修復導軌研究和應用
2012-09-22 05:35:18謝道秀
長沙航空職業技術學院學報 2012年4期
唐 斌,謝道秀
(國營蕪湖機械廠,安徽 蕪湖 241007)
1 問題的提出
燃油接收探管 XX.6160.5.130.000 用于某型飛機空中加油,由于其特定結構及工作特性,有多個重要構件在大修時出現嚴重損傷,其中外筒導軌損傷故障率在2011年度高達65%,給某型飛機大修帶來阻礙,其損傷形貌見圖1。
從圖1可以看出,燃油接受探管外筒 XX.6160.1.068.900兩個導軌相對應一側有嚴重磨損;與導軌配合的活塞桿 XX.6160.1.009.900 導槽也有相應磨損,參見圖 2;外筒 XX.6160.1.068.900兩個導軌磨損部位為鍍鉻表面,磨損部位鉻層剝落,其表面磨傷深度最大達0.3 mm。
由燃油接受探管的工作原理和工件特點分析認為:燃油接受探管收放工作時,活塞桿XX.6160.1.009.900 導槽沿外筒 XX.6160.1.068.900 導軌移動,由于硬而脆的鉻層與基體材料變形不一致,在導軌-導槽之間相互移動和扭曲力的作用下,導軌和導槽單面接觸,導致受力嚴重的局部鉻層龜裂剝落,并成為多余物存在于導軌-導槽之間,由此加劇了磨損和損傷,這種損傷是由于其原設計結構及鍍鉻層的自身特性決定的,因而出現損傷是必然的。
文章探索采用超音速火焰噴涂技術替代鍍鉻進行外筒 XX.6160.1.068.900 導軌損傷修復,為此進行論證、驗證和分析,力求用現代工藝技術克服原設計制造的不足。超音速火焰噴涂與傳統的火焰噴涂相比,其焰流速可達1000m/s以上,超音速噴涂粒子可以獲得更大的動能,所形成的涂層更致密,氧化物含量更低,同時涂層與基體結合強度達70 MPa以上,涂層耐磨損性能優越,大幅度超過等離子噴涂層,明顯優于電鍍硬鉻層,實踐表明具有替代鍍鉻層的優勢。[1-3]
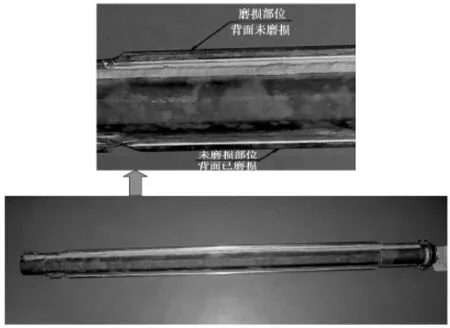
圖1 磨損的外筒 XX.6160.1.068.900
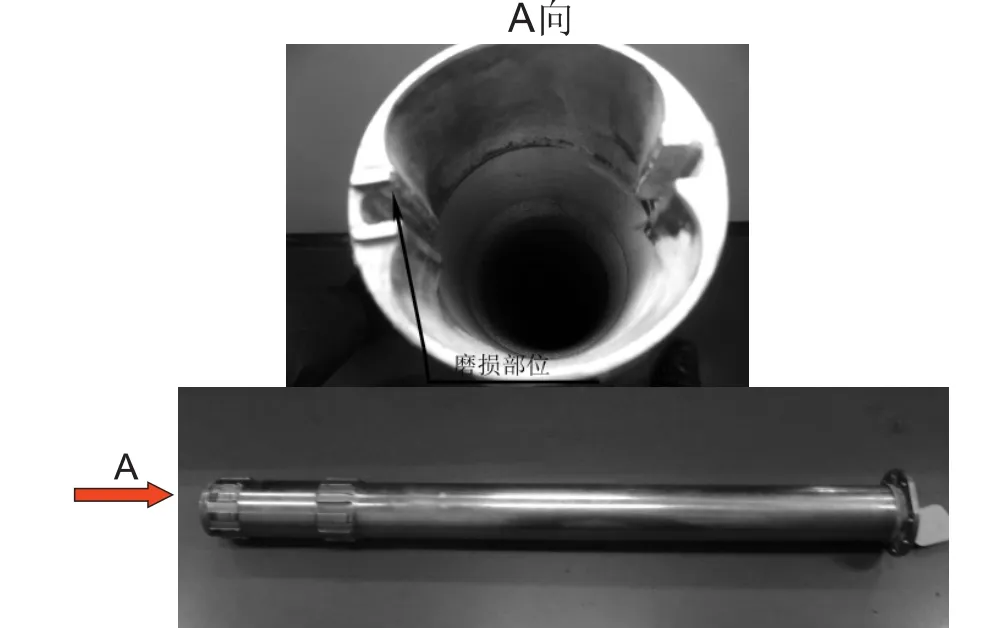
圖2 磨損 XX.6160.1.068.900
2 試驗論證
2.1 制造摩擦試件進行相關的工藝驗證和實驗
按活塞桿 XX.6160.1.009.900 的國產化材料(0Cr15Ni5Cu2Ti)和熱處理要求(σb=1225~1375MPa)預先制造磨輪試樣3件,見圖3;其中1件用于化學鍍鎳、1件為外徑表面鍍鉻、1件為電刷鍍納米鎳鈷合金。按外筒 XX.6160.1.068.900 的國產化材料(30CrMnSiA)和熱處理要求(σb=1080~1275MPa)預先制造磨盤試樣3件,見圖4;其中2件用于外徑表面超音速火焰噴涂WC17Co、1件為原基材。用于形成不同狀態的摩擦副,進行耐磨性試驗,通過對比試驗結果,驗證加工效果及不同表面狀態的匹配性,得到優選新工藝的依據。
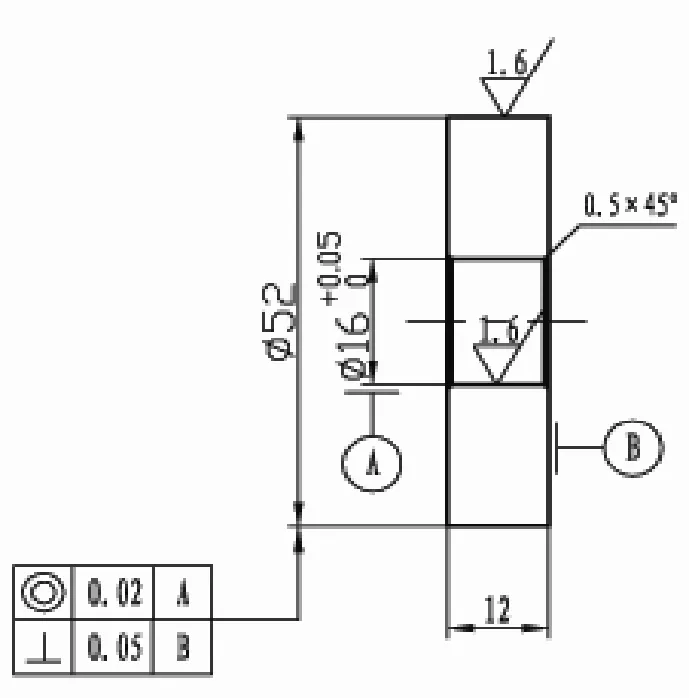
圖3 磨輪試樣
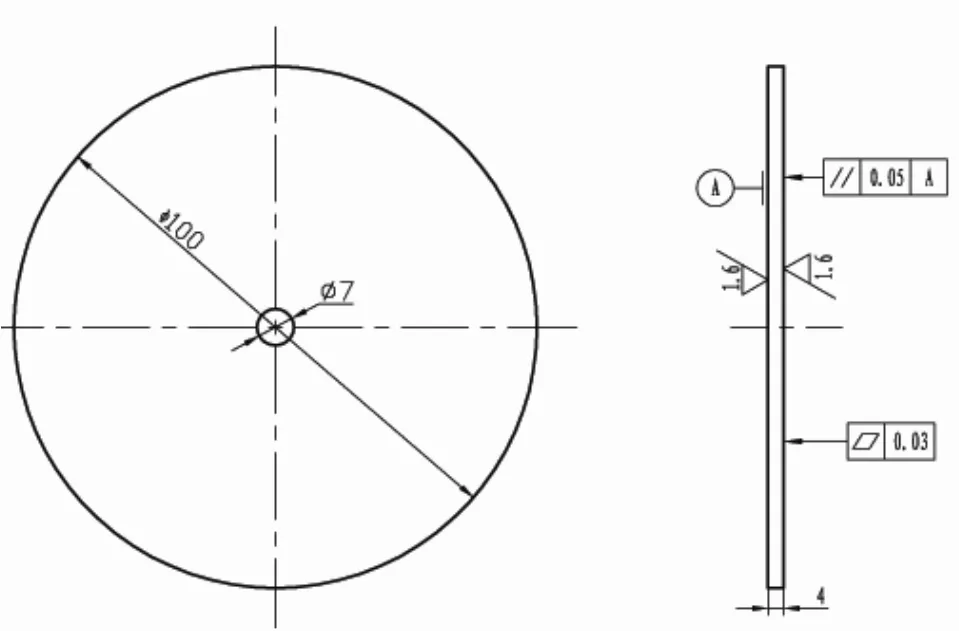
圖4 磨盤試樣
2.2 試驗過程及結論
2.2.1 耐磨性能對比試驗
(1)試驗總體情況
用超音速火焰噴涂WC17Co磨盤與化學鍍鎳磨輪構成摩擦副1、超音速火焰噴涂WC17Co磨盤與電刷鍍納米鎳鈷合金磨輪構成摩擦副2、原基材磨盤與外表面鍍鉻磨輪構成摩擦副3,對各摩擦副進行耐磨性對比,驗證超音速火焰噴涂WC17Co的可靠性與不同表面狀態下的耐磨性。[4]
試驗設備:TABER磨損機。
試驗條件:試驗載荷1000g,試驗轉速70r/min,轉數10000r。磨損試驗參數見表1。
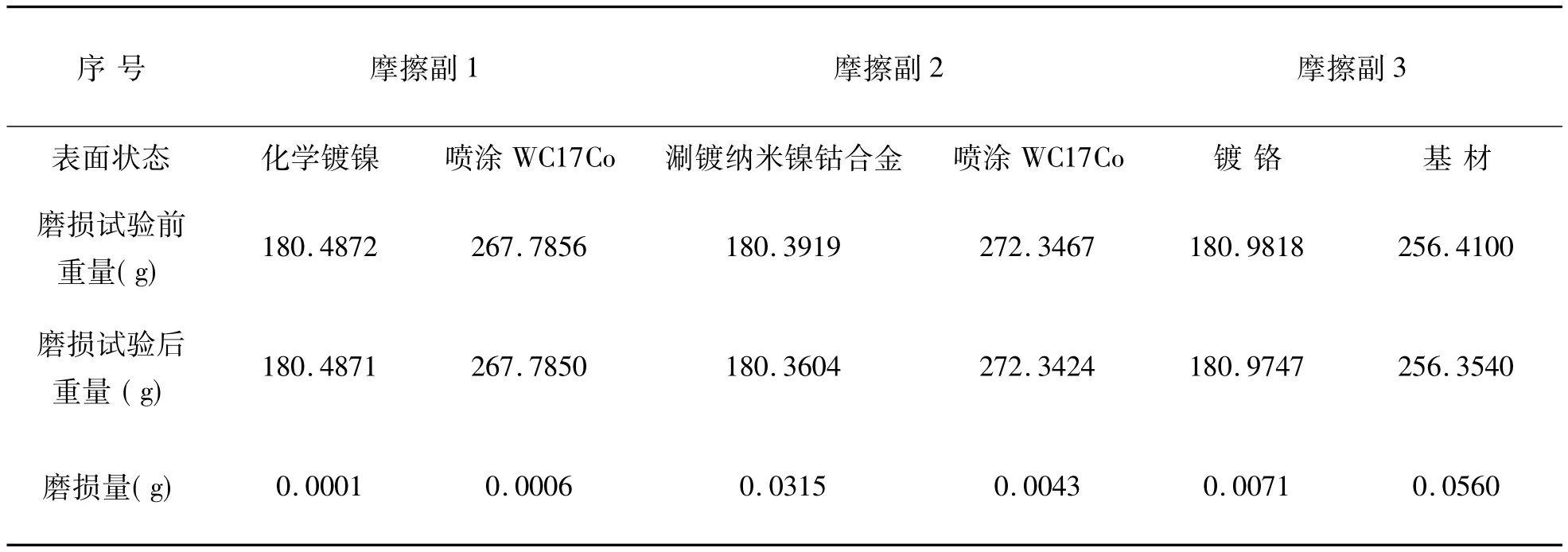
表1 不同表面狀態磨盤與磨輪摩擦副試驗參數
(2)試驗小結
從表1可以看出,在試驗載荷1000 g,試驗轉速70 r/min,轉數10000 r的試驗條件下,基材(表面無涂層)試件的磨損量為0.0560g,化學鍍鎳試件的磨損量為0.0001g,基材試件的磨損量高于化學鍍鎳560倍,可見超音速火焰噴涂WC17Co磨盤與化學鍍鎳構成的摩擦副耐磨狀態最優;鍍鉻試件的磨損量為0.0071g,超音速火焰噴涂WC17Co試件的磨損量為0.0006g,鍍鉻摩擦副磨損量高于超音速火焰噴涂11.8倍,可見超音速火焰噴涂WC17Co耐磨性大大高于鍍鉻件。
2.2.2 涂層性能試驗
(1)金相
涂層典型微觀形貌見圖5,氧化物均勻分布,無未熔顆粒,涂層與基體結合面夾雜的面積不大于視場的10%,碳化物分布均勻,無帶狀或團狀分布;截面無裂紋;涂層氣孔和氧化物的大小小于視場的1%,符合 ZXJG-BZ05-1-2011檢驗規程。[5]
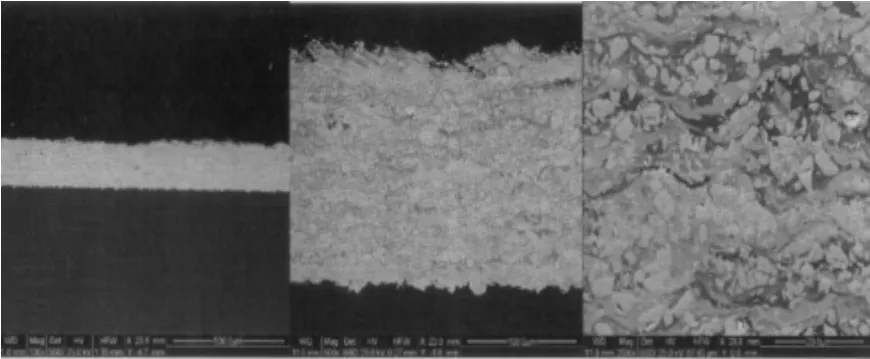
圖5 涂層典型微觀形貌
(2)彎曲性能
用2塊厚1mm彎曲試樣,超音速火焰噴涂厚度60μm的WC17Co,涂層向外,將試樣繞直徑為12.8mm的金屬棒彎曲成180°角,彎曲部位未出現涂層剝落或與基體的分離。涂層有細微裂紋,邊角少量剝落,彎曲性能合格。
(3)結合強度
涂層結合強度見表2,在大于85 MPa(規定68.9 MPa)時,拉伸試樣間膠層脫開,而噴涂層結合良好,無任何剝離現象,涂層結合強度合格。

表2 涂層結合強度
(4)顯微硬度
試樣1和試樣2各取10個測試點,測試結果見表3,最小值不小于1041HV300(規定950HV300),顯微硬度合格。

表3 涂層顯微硬度
(5)試驗小結
從以上試驗可以看出,超音速火焰噴涂WC17Co涂層金相組織均勻、結合強度較高,顯微硬度高于鍍鉻層300HV300以上,具有較高的硬度和韌性。
3 應用實踐
3.1 外筒導軌鍍鉻層損傷修復
在前期充分進行工藝試驗和驗證基礎上,對外筒 XX.6160.1.068.900 導軌鍍鉻層損傷進行超音速火焰噴涂WC17Co替代鍍鉻應用,基本實施工藝如下:
1)采用平面磨的方法(或噴砂方法),清除外筒 XX.6160.1.068.900 導軌的磨損層,以消除磨損部位的疲勞層。
2)對磨損部位采用超音速火焰噴涂WC17Co進行修復,修復層至少留出0.3mm的加工余量。
3)采用平面磨方式并配套以專用夾具,用金剛石砂輪對外筒 XX.6160.1.068.900 導軌進行尺寸加工,保證尺寸及導軌對外筒軸線的位置精度。
3.2 對應配合部位適配性
1)對于采用超音速火焰噴涂鎢鉻鈷替代鍍鉻的民航飛機起落架活塞桿,其對應的摩擦件材料設計為不銹鋼或鋁青銅,其材料具有韌性和耐磨性較好的特點,實踐證明它與硬度高、韌性好的鎢鉻鈷涂層構成摩擦副具有較好的耐磨性。
2)與超音速火焰噴涂WC17Co涂層導軌對應配合的活塞桿材料為0Cr15Ni5Cu2Ti,由本小節1)可知,二者構成的摩擦副具有良好的適配性,因此對導槽磨損表面進行拋光去毛刺處理,導槽口部應倒園角不小于1mm,圓角過渡應光滑。
3)在導槽工作面上涂干性潤滑膜10μm~20μm,潤滑膜加溫處理后成分可滲入材料近表面,具有良好的干性潤滑作用,能減少微震動磨損。具有較低的摩擦系數,較長的耐磨壽命,良好的涂層力學性能、耐介質性能及優良的高低溫性能,其涂膜特性適用于在導軌在干摩擦情況下進行收放燃油接受探管。
3.3 試驗驗證及裝機
1)模擬裝機工作狀態,對超音速火焰噴涂WC17Co修復的外筒導軌與對應配合部位涂覆干性潤滑膜的活塞桿導槽摩擦副進行磨合試驗,用液壓作動筒 XX.6160.1.015.000 對探管活塞桿 XX.6160.1.009.900進行20次滿行程的收放轉換。
2)對磨合后的燃油接受探管 XX.6160.5.130.000 進行分解,檢查外筒 XX.6160.1.068.900導軌、活塞桿 XX.6160.1.009.900 導槽摩擦表面,導軌摩擦表面無任何摩擦痕跡,與試驗前的6個測量點進行尺寸比較,無任何磨損現象,見圖6所示。
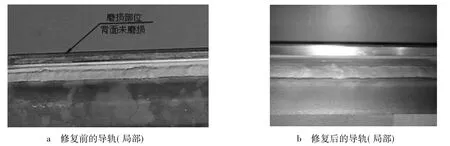
圖6 修復前后的導軌
3)燃油接受探管實施超音速火焰噴涂WC17Co修復前,飛機總裝調試時多發生受油頭擺動量大故障,受油頭擺動量大小直接影響因素是導軌與導槽的間隙,其根本原因是導軌原設計的鍍鉻層與基體材料變形不一致,導軌-導槽之間相互移動和扭曲力的作用下,導軌和導槽單面接觸,導致受力嚴重的局部鉻層龜裂剝落,使導軌與導槽間隙變大造成的。通過對XX飛機燃油接受探管進行機上試驗和測量,結果表明消除了探頭擺動,活動間隙大等系列故障,驗證效果良好。目前修理裝機共10余架飛機,外場監控結果表明裝機使用質量穩定可靠。
4 結論
超音速火焰噴涂WC17Co技術在國營蕪湖機械廠首次用于燃油接受探管的特殊修理,解決了主要構件批量性嚴重損傷、備件難以采購的瓶頸問題。本項目實施過程中的試驗論證和應用實踐表明,超音速火焰噴涂WC17Co涂層硬度高、結合力強、韌性及耐磨性好;與鍍鉻工藝相比,該技術實施過程中不使用鍍槽,無槽液污染,更為重要的是,它徹底避免了鍍覆過程中氫脆的可能。超音速火焰噴涂WC17Co技術替代鍍鉻工藝具有明顯優越性。
[1]路陽,丁明輝,等.超音速火焰噴涂研究與應用[J].材料導報,2011,(19).
[2]王華仁.超音速火焰噴涂技術及應用[J].東方電機,2007,(4).
[3]蘇啟.超音速火焰噴涂技術的近期發展及應用前景[J].鋼鐵研究學報,1994,(1).
[4]王文舉.航空技術裝備外場修理[M].北京:國防工業出版社,2002.
[5]徐濱士.再制造工程與自動化表面工程技術[J].金屬熱處理,2008,(1).
