利用像素工廠系統(tǒng)對(duì)SPOT-5影像鑲嵌圖進(jìn)行局部修正
2012-09-22 10:29:58徐瑩王永峰王濤
城市勘測 2012年6期
關(guān)鍵詞:融合
徐瑩,王永峰,王濤
(天津市測繪院,天津 300381)
1 像素工廠介紹
像素工廠系統(tǒng)是目前世界上最先進(jìn)的海量遙感影像自動(dòng)化生產(chǎn)系統(tǒng),由歐洲宇航防務(wù)集團(tuán)EADS的子公司Infoterra法國開發(fā)研制。具有快速、自動(dòng)處理海量衛(wèi)星遙感影像及航空影像的強(qiáng)大功能。能生產(chǎn)多種制圖產(chǎn)品,如正射影像鑲嵌圖、數(shù)字地表模型、數(shù)字高程模型、真正射影像等產(chǎn)品。像素工廠系統(tǒng)的核心是在一個(gè)大型的、可伸縮的并行處理器環(huán)境下,利用衛(wèi)星傳感器、數(shù)字航空相機(jī)的幾何性能和元數(shù)據(jù)嚴(yán)格按照攝影測量算法進(jìn)行處理,生產(chǎn)出符合國家標(biāo)準(zhǔn)的各種地理產(chǎn)品。
像素工廠系統(tǒng)的特性包括以下5個(gè)方面:
(1)支撐多種航天、航空遙感數(shù)據(jù),包括:SPOT影像、ASTER影像、IKONOS影像、快鳥影像、ERS影像等衛(wèi)星遙感數(shù)據(jù);DMC影像、UCD影像、ADS40影像等數(shù)字航空影像;數(shù)字化的航空影像。
(2)海量影像數(shù)據(jù)并行處理能力。比如像素工廠系統(tǒng)可在一個(gè)空三過程中處理過200景SPOT-5影像,唯一的限制來自于計(jì)算機(jī)存儲(chǔ)空間大小。
(3)經(jīng)融合處理的正射影像色彩十分接近現(xiàn)實(shí)真彩色,這源于系統(tǒng)采用了先進(jìn)、豐富的地物光譜庫和融合算法。這樣不僅保證了大面積鑲嵌影像在色彩上的連續(xù)性,而且可避免因季節(jié)不同而導(dǎo)致的影像間的色彩差異。
(4)正射影像鑲嵌圖達(dá)到了近無縫的效果,這是因?yàn)椴捎昧霜?dú)特的拼接線選擇方法和復(fù)雜的對(duì)比匹配算法,消除了太陽高度角、光線變化、季節(jié)不同及云朵水體等造成的差異。
(5)顯著減少對(duì)于地面控制點(diǎn)數(shù)量的要求。通常SPOT-5影像正射糾正要求每景至少需16個(gè)控制點(diǎn),對(duì)于大面積區(qū)域的項(xiàng)目來說,獲取地面控制點(diǎn)的成本極高。像素工廠采用自動(dòng)光學(xué)傳感器的攝影機(jī)模型和同軌影像合并成條帶的空三處理方法,極大地減少了控制點(diǎn)采集工作量,顯著地節(jié)省了成本,對(duì)偏遠(yuǎn)及條件惡劣地區(qū)測圖來說有著明顯的優(yōu)勢。
像素工廠系統(tǒng)處理衛(wèi)星遙感影像生成正射影像鑲嵌圖的流程如下:
①數(shù)據(jù)預(yù)處理及導(dǎo)入。
②空三處理。包括:初始化;導(dǎo)入控制點(diǎn);自動(dòng)計(jì)算同名點(diǎn);設(shè)置高度參數(shù);檢驗(yàn)同名點(diǎn);正射糾正編輯;網(wǎng)平差參數(shù)優(yōu)化;網(wǎng)平差結(jié)果查看及確認(rèn)。
③對(duì)影像進(jìn)行正射糾正。
④對(duì)全分辨率影像進(jìn)行影像融合及真彩色轉(zhuǎn)換。
⑤以快視圖影像為參考對(duì)全分辨率影像進(jìn)行自動(dòng)鑲嵌。
⑥影像鑲嵌圖的質(zhì)量控制,包括幾何精度和色彩。
2 項(xiàng)目概述
天津金宇信息技術(shù)有限公司與北京視寶衛(wèi)星圖像有限公司合作,在中國及亞太地區(qū)開展基于像素工廠系統(tǒng)的遙感影像制圖應(yīng)用,已完成多項(xiàng)基于衛(wèi)星遙感影像及數(shù)字航空影像的地理數(shù)據(jù)制作項(xiàng)目。
有一快速制作23對(duì)SPOT-5同步數(shù)據(jù)的鑲嵌影像圖項(xiàng)目,是建設(shè)部三江流域資源調(diào)查工作的一子項(xiàng)目,其覆蓋區(qū)域?yàn)槲覈髂细咴貐^(qū)三江源頭流域。23對(duì)SPOT-5數(shù)據(jù)均為同步獲取的2.5 m全色影像和10 m多光譜影像,其處理級(jí)別為1A級(jí),質(zhì)量級(jí)別為excellent級(jí)。該項(xiàng)目利用像素工廠處理,并在通用圖像處理軟件Photoshop中進(jìn)行鑲嵌影像圖的色彩編輯處理。其中,比較關(guān)鍵的空三處理過程為:設(shè)置加密工程的精度;分塊提取連接點(diǎn)并各自進(jìn)行優(yōu)化調(diào)整;將所有的連接點(diǎn)文件合并后進(jìn)行整體的區(qū)域網(wǎng)平差;輸出精度報(bào)告。
經(jīng)空三、正射糾正、影像融合、影像鑲嵌等處理得到的2.5 m鑲嵌影像圖如圖1所示。
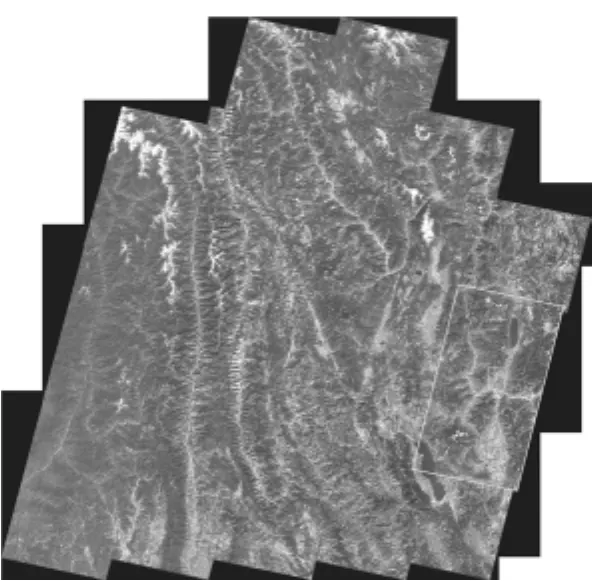
圖1 SPOT-5鑲嵌影像圖
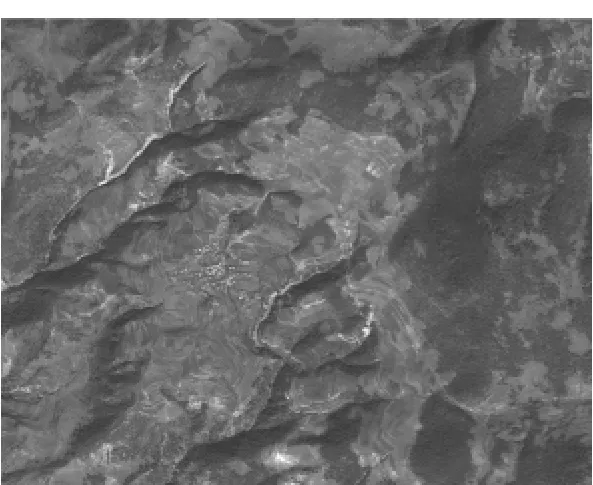
圖2 “雙眼皮”現(xiàn)象示意圖
圖1同時(shí)顯示了鑲嵌影像圖與影像邊界矢量圖的疊加示意。像素工廠系統(tǒng)可將同軌的若干景SPOT-5影像合并成一個(gè)大的片段影像,圖1中的若干個(gè)大矩形即表示片段影像。
但當(dāng)項(xiàng)目進(jìn)行到利用Photoshop軟件進(jìn)行影像鑲嵌圖色彩編輯后處理時(shí),發(fā)現(xiàn)部分融合影像存在像素錯(cuò)位問題,即俗稱的“雙眼皮”現(xiàn)象,如圖2所示,這屬于融合數(shù)據(jù)的幾何質(zhì)量問題。分析知原因是同步獲取的全色影像與多光譜影像配準(zhǔn)精度不高,而根源在于在空三過程中對(duì)應(yīng)的兩對(duì)影像間的連接點(diǎn)數(shù)量不足或分布不合理。圖3為空三工程中該兩對(duì)影像的連接點(diǎn)分布示意圖。通常像素工廠處理SPOT-5影像要求一對(duì)影像內(nèi)連接點(diǎn)至少有6個(gè)且應(yīng)分布均勻,而從圖3可看出該片段影像內(nèi)的連接點(diǎn)空間分布極不合理且數(shù)量偏少,這直接導(dǎo)致了其配準(zhǔn)精度不高而產(chǎn)生融合影像的像素錯(cuò)位問題。
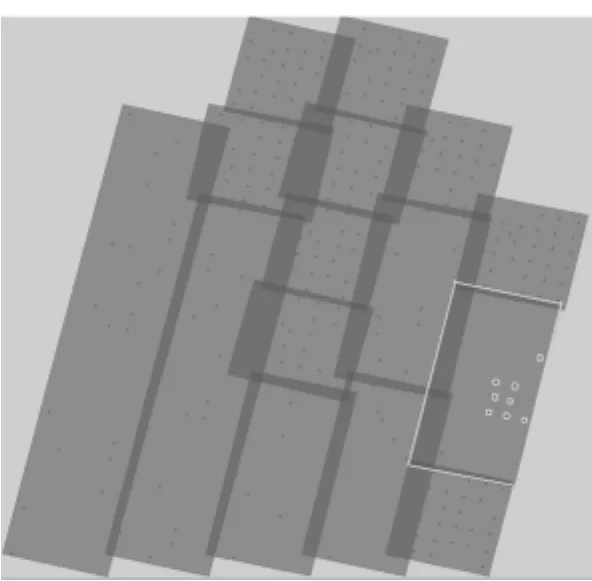
圖3 空三工程連接點(diǎn)分布示意圖
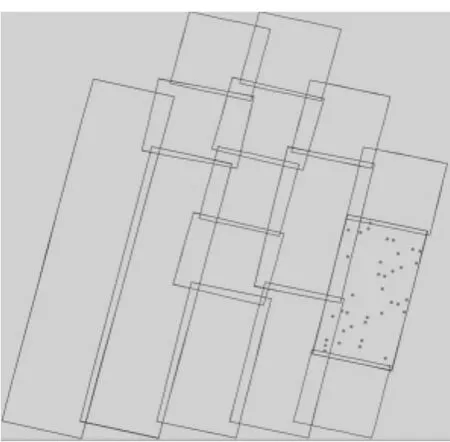
圖4 修正后連接點(diǎn)分布示意圖
3 鑲嵌影像局部修正方法
3.1 局部修正原理
在此情況下,最可靠的改正方法是整個(gè)項(xiàng)目重新進(jìn)行。考慮到項(xiàng)目成本及工期,該方法并不可取,故而考慮局部修正方法。該方法的思路是:
(1)對(duì)有問題的片段影像補(bǔ)充做一局部的空三工程,其必要前提是該局部空三工程的精度設(shè)置與整個(gè)項(xiàng)目的空三工程的精度一致。而為保證局部空三工程的幾何精度,該過程須具備數(shù)量充足且分布均勻的連接點(diǎn)。
(2)將該局部空三工程合并到全局空三工程中進(jìn)行一次整體網(wǎng)平差。若平差結(jié)果與前次的全局平差結(jié)果相一致,則加做的空三處理結(jié)果合理可被采用。
(3)加做的局部空三處理通過后,對(duì)該片段影像包含的2對(duì)影像進(jìn)行正射糾正及融合。最后在Photoshop軟件中用此修正的融合數(shù)據(jù)替換像素錯(cuò)位范圍內(nèi)的數(shù)據(jù),并進(jìn)行相應(yīng)的色彩編輯處理。
得益于像素工廠系統(tǒng)對(duì)SPOT-5影像制作的極大便利性,先做局部影像的空三工程再與全局空三工程合并進(jìn)行整體網(wǎng)平差在像素工廠系統(tǒng)上是可執(zhí)行的,這初步證實(shí)該思路的可行性。經(jīng)上述分析,決定采用局部影像修正的方法,但非常重要的是需對(duì)處理后的融合影像進(jìn)行幾何精度檢查,包括影像內(nèi)部幾何精度檢查和外部接邊幾何精度檢查,檢查的方式有目視粗檢及嚴(yán)格檢查。
3.2 修正過程及質(zhì)量檢查
按上述步驟處理,局部空三工程提取了充足、合理的連接點(diǎn),其點(diǎn)位分布如圖4所示。前后兩次全局空三處理區(qū)域網(wǎng)平差結(jié)果如表1所示。
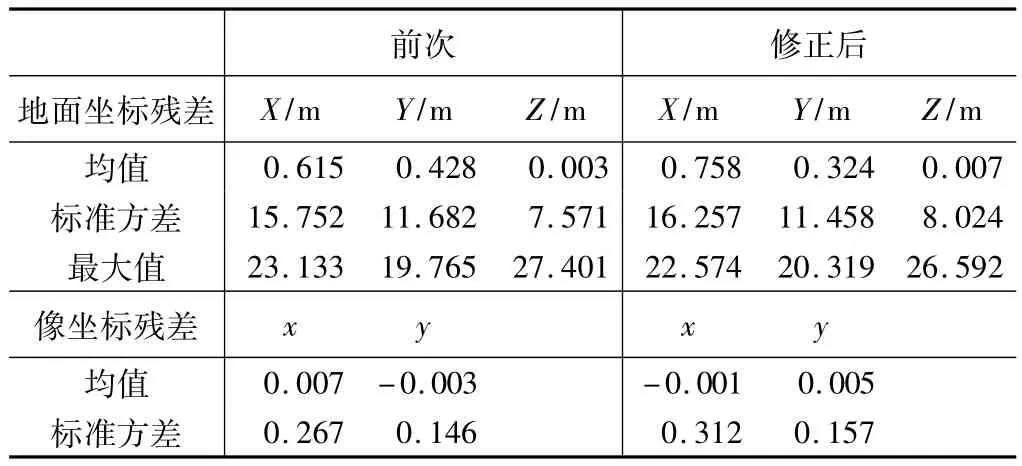
兩次空三處理區(qū)域網(wǎng)平差結(jié)果 表1
從表1可見修正后的全局空三網(wǎng)平差結(jié)果與前次全局空三網(wǎng)平差結(jié)果一致,這初步保證了前后兩次正射糾正影像在幾何精度上的一致性,于是對(duì)局部影像進(jìn)行正射糾正及融合。
對(duì)融合影像進(jìn)行100%檢查,未發(fā)現(xiàn)像素錯(cuò)位現(xiàn)象。接著需檢查局部融合影像與前期整體鑲嵌影像的幾何接邊質(zhì)量。對(duì)此采用了100%目視粗檢與利用檢查點(diǎn)進(jìn)行嚴(yán)格檢查相結(jié)合的方法。100%目視粗檢方法是:在Photoshop軟件中將前后兩次影像疊加,采用交替顯示方式進(jìn)行目視對(duì)比檢查,需100%檢查,其過程如圖5所示。嚴(yán)格檢查是在局部影像范圍內(nèi)人工選取特征明顯、數(shù)量充足且均勻分布的檢查點(diǎn),并在局部融合影像和前期影像上采集其坐標(biāo),計(jì)算檢查點(diǎn)坐標(biāo)的較差以檢核接邊幾何精度。本次檢查共選取了10個(gè)檢查點(diǎn),檢查點(diǎn)的選取原則為影像上獨(dú)立地物的中心點(diǎn)或道路交叉點(diǎn)等明顯特征點(diǎn),且其成像應(yīng)清晰易辨。檢查點(diǎn)分布如圖6所示,檢查點(diǎn)較差結(jié)果如表2所示。

圖5 目視粗檢示意圖
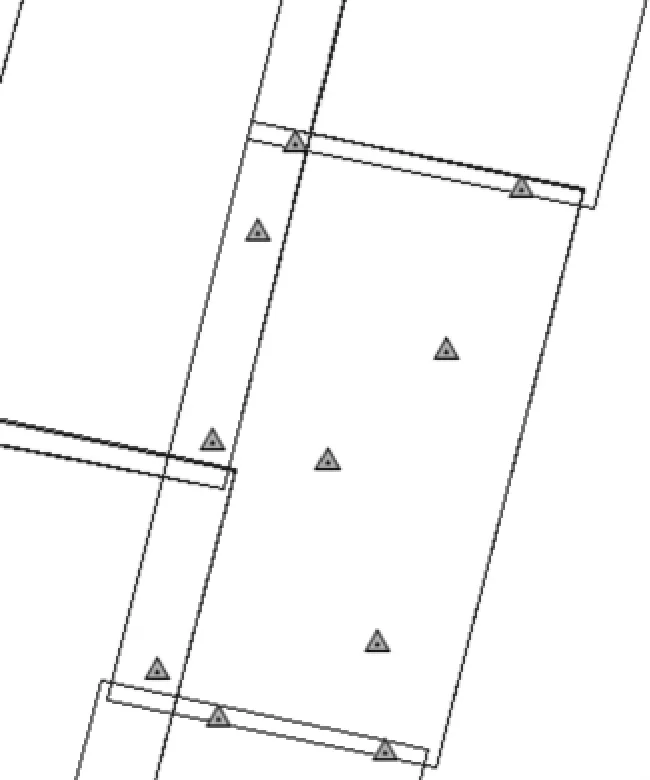
圖6 檢查點(diǎn)分布圖
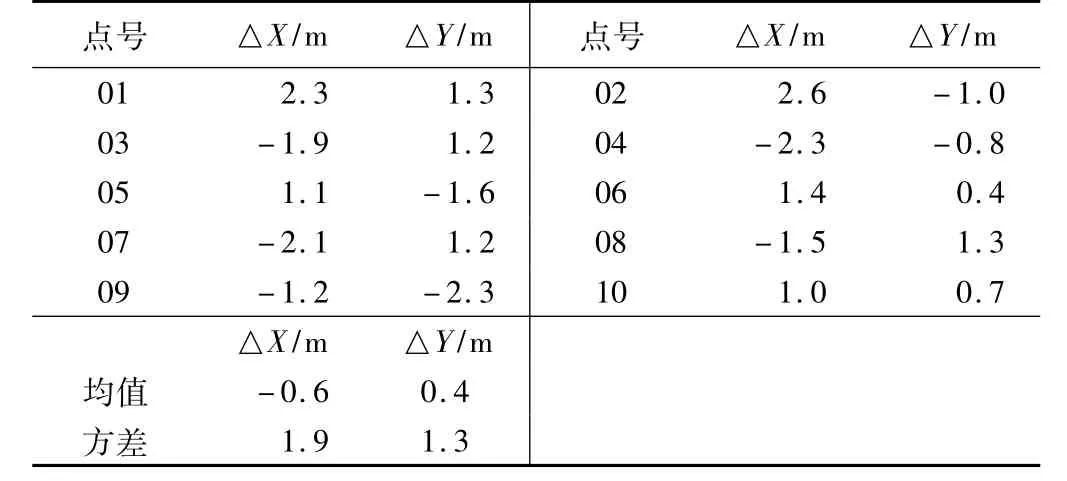
檢查點(diǎn)較差結(jié)果 表2
融合影像的分辨率為2.5 m,按影像鑲嵌圖制作標(biāo)準(zhǔn)要求融合影像間的接邊誤差不超過兩個(gè)像素,即5 m,由上表可知修正的融合影像幾何精度符合要求,則修正的融合影像合格。
下一步操作是在Photoshop軟件里用修正的融合影像進(jìn)行替換及色彩處理,此操作較容易,在此就不贅述。
4 結(jié)語
對(duì)于大區(qū)域衛(wèi)星影像鑲嵌圖制作項(xiàng)目來說,像素工廠系統(tǒng)不僅具有速度快、自動(dòng)化程度高的優(yōu)點(diǎn),而且由于其采用了開放式的系統(tǒng)架構(gòu),可方便地在XML文件中嵌入數(shù)據(jù)、任務(wù)及工作流等,因而其在空三處理上具有較高的便利性,且可保證影像的幾何精度。本項(xiàng)目即是一個(gè)例證。同時(shí),實(shí)際遙感影像制作項(xiàng)目千差萬別,在面臨類似問題時(shí),充分挖掘像素工廠系統(tǒng)的操作優(yōu)點(diǎn)及功能,將會(huì)避免返工情形的發(fā)生,達(dá)到事半功倍的效果。
[1]劉子剛,趙洪山,關(guān)鴻亮.“像素工廠”進(jìn)神州——訪四維航空遙感有限公司常務(wù)副總經(jīng)理關(guān)鴻亮[J].中國測繪,2006(3).
[2]曹敏,史照良.新一代海量影像自動(dòng)處理系統(tǒng)“像素工廠”初探[J].測繪通報(bào),2006(10).
[3]李德仁,周月琴,金為銑.攝影測量與遙感概論[M].北京:測繪出版社,2001.
[4]像素工廠 Pixel Factory——工業(yè)化解決方案[EB/0L].http://www.spotimage.com.cn/web/896 - pixel- factory.php
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
數(shù)學(xué)年刊A輯(中文版)(2022年4期)2022-02-16 08:17:34
今日農(nóng)業(yè)(2021年19期)2022-01-12 06:16:36
中老年保健(2021年11期)2021-08-22 03:15:44
無線電通信技術(shù)(2021年4期)2021-07-13 08:58:28
無線電通信技術(shù)(2021年3期)2021-06-08 03:33:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年1期)2021-03-19 08:28:38
無線電工程(2020年11期)2020-10-29 01:25:46
現(xiàn)代出版(2020年3期)2020-06-20 07:10:34
福利中國(2015年4期)2015-01-03 08:03:38
