大口徑光學元件高精度平面磨床加工系統研究
2012-09-08 07:58:14王振忠郭隱彪雷向陽張東旭
中國機械工程 2012年1期
關鍵詞:測量
王振忠 郭隱彪 李 潔 雷向陽 張東旭
1.廈門大學,廈門,361005 2.成都精密光學工程研究中心,成都,610041
0 引言
非球面一般是指軸對稱非球面及非軸對稱非球面,根據光學設計應用需求,在基本類型的基礎上又衍生出幾種廣義的非球面,如離軸非球面、楔形非球面等[1-2]。在精密與超精密加工領域,數控金剛石切削及磨削方法、模壓注塑成形方法、小磨頭拋光方法及磁流變拋光方法等非球面加工方法,基本上解決了各種中小口徑非球面鏡的加工問題,并且相應加工設備的總體成套水平較高[3-5]。自20世紀90年代以來,在先進軍事及空間光學系統、激光核聚變、大型天文望遠鏡工程等國家重大光學工程任務的需求牽引下,大口徑非球面(口徑400mm×400mm以上),尤其是大口徑光學玻璃非球面的制造和檢測技術得到了快速的發展。就技術發展趨勢而言,高精度金剛石砂輪高效磨削技術、確定性拋光技術和與加工相配套的大尺寸高精度檢測等技術是研究的重點。通過分析各類非球面方程類型,可知X、Y、Z三軸聯動的超精密平面磨床通過直線或圓弧包絡方法可以實現各類大口徑非球面加工[6-7],更加具有通用性。根據當前的設備水平,對于大口徑光學元件,通常的加工工序為銑磨成形-粗磨-精磨-拋光-精修,該工序流程中加工精度逐漸提高,而材料去除率迅速降低,因此采用高精度平面磨床的粗磨、精磨的加工精度將制約工件的整個加工周期。
本文主要研究大尺寸光學零件的高精度平面磨削加工技術,涉及光學非球面的加工機床,以及加工控制、工具技術、面形檢測等關鍵技術,最終建立各類非球面元件的磨削加工工藝系統,實現高精度、高效率、高自動化程度的加工。
1 高精度平面磨床開發
目前除了超精密加工機床及加工工具外,實現一個完整的非球面超精密磨削加工過程,還應該包括的關鍵配套技術有:超精密加工工藝控制方法、金剛石砂輪修整及動平衡技術、與加工精度相適應的測量方法及誤差補償、超精密加工環境控制(包括恒溫、隔振、潔凈控制等)。此外,加工監控、計算機輔助制造軟件系統等也是提高加工精度、效率及自動化程度的必要措施。基于高精度平面磨床的加工技術系統如圖1所示。從國內現有裝備發展水平來看,目前在大口徑非球面等光學元件加工領域,研制開發相應大尺寸高精度平面磨床及開展加工配套技術研究是重點。

圖1 高精度平面磨床加工體系
對于平面磨床,其臥軸矩臺布局由于具有精度高和通用性好等特點在精密和超精密平面磨床中得到廣泛應用,在其結構型式上,立柱移動式相比磨頭移動式、拖板移動式具有結構簡單、總體剛性好、磨削效率高等特點,且左右和前后的獨立運動可進一步減小復合誤差。隨著制造技術的發展,當前精密與超精密平面磨床的綜合性技術趨于成熟,并形成相應的結構特點:①T形整體布局的模塊化設計;②采用液體動靜壓軸承的主軸單元;③具有液體靜壓或空氣靜壓平面導軌結構的直線運動單元;④采用光柵尺或激光干涉儀的位置反饋全閉環結構的運動反饋單元;⑤具有高的編程分辨率(0.1μm及以上精度)的數控系統和高精度的伺服控制軟硬件環境,能實現高控制速度(毫秒級響應)、微納米級輪廓控制與插補;⑥設計中預先控制的熱對稱性及熱穩定性。
目前,垂直、橫向最小進給量0.1μm的大型超精密平面磨床在國際上已相當普遍,在超精密磨削加工領域,具有代表性的超精密平面磨床有日本Nagase(長瀨工機)公司的N2C-C、N2CU及SGC系列,Okamoto(岡本)公司的UPG及PSG系列,德國Blohm(保寧)的Profimat系列。從國外應用情況來看,美國、德國等國家在大口徑光學元件加工技術的開發計劃中都提出并實現了采用大型超精密多軸機床完成從玻璃毛坯到高精度光學表面的直接磨削成形加工。為此,針對國家重要光學工程的需求,我們研制了如圖2所示的立柱移動式數控臥軸矩臺平面磨床MGK7160。
機床整體采用模塊化結構,機械結構部分由床身工作臺、立柱、底座、磨頭、砂輪修整裝置、動平衡系統、外圍防護罩、電磁吸盤等組成;電氣及輔助部分主要有電氣及數控系統、光柵反饋系統、液壓系統、冷卻系統、過濾系統、潤滑系統、空氣凈化裝置等。床身工作臺部分由床身、工作臺、滾珠絲杠、配對滾珠絲杠專用軸承、光柵尺、防護裝置等組成。床身工作臺之間采用創新性設計的拼塊式靜壓導軌結構。立柱底座部分由立柱、底座、直線滾動導軌、滾珠絲杠、配對滾珠絲杠專用軸承、光柵尺、防護裝置等組成,底座與床身為獨立結構(非整體鑄件),采用螺栓固定在一起,構成“T”形結構形式。主軸單元采用動靜壓軸承主軸,與主軸伺服電機通過抗振聯軸器直聯。主要技術指標如下:工作臺加工范圍為800mm×600mm,X、Y、Z三直線軸分辨率均為0.1μm,主軸最高轉速為3000r/min,主軸回轉精度為0.1μm,X軸移動最大速度為20m/min,Y、Z兩軸移動最大速度為5 m/min。

圖2 MGK7160高精度平面磨床開發
2 加工控制
2.1 加工軌跡的規劃控制
為保證磨削加工精度及充分發揮數控機床精度特性,根據不同類型光學表面和具體機床結構方式,選擇合理有效的加工規劃控制方法是關鍵,即在機床機械系統特性基礎上實現數控軌跡規劃的高精度化。
在超精密平面磨床上,根據X、Y、Z三個直線軸的特點,非球面磨削加工適合采用直線和斜線光柵掃描式加工軌跡。直線包絡式加工規劃如圖3a所示。根據設定的X、Z軸加工步長可得到加工軌跡2,在軌跡2的基礎上進行加工起始點的偏移得到軌跡1、3。加工中砂輪通過加工正程和返程依次遍歷這三條軌跡線實現磨削循環。即該加工包絡方法相對于原來的加工軌跡,將砂輪的分割細化為原來的9倍,而如果純粹采用將X軸及Z軸進給步長減小為原來的1/3的方法,則分割細化程度也為原來的9倍,但是其加工效率沒有包絡方法高。
采用直線光柵式插補加工方法,其短軸方向的精度相對于其他兩軸可以比較低。而當機床Z軸進給精度有一定保證時,也可采用斜線包絡加工方法,如圖3b所示。該加工方法在工件上始終采用斜線進給方式,同時使用機床的三個坐標軸,其優點為在同一個加工表面點上存在多種方向及進給速度,調整不同的加工參數則其各次加工進給的加工方向均會產生變化。斜線包絡控制較直線光柵式在X軸行程基礎上增加了一個同步或異步的Z軸偏移行程,異步偏移方式即X軸正反程運動起始時刻與Z軸運動起始時刻不同,是為了在加工開始后先平走一段,該平走軌跡可以消除包絡較少經過的邊緣位置與中心位置的加工次數差距。
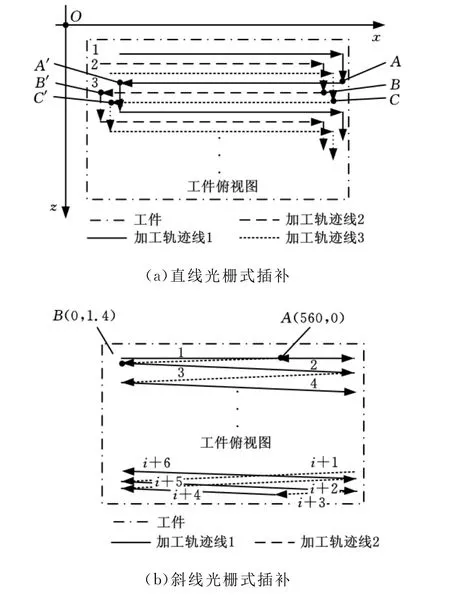
圖3 加工規劃控制方式
2.2 計算機輔助制造軟件開發
數控技術的核心是由計算機(主要是軟件)實現對加工過程中的信息進行處理和控制,實現加工過程自動化。要滿足當前對大尺寸光學零件日益增長的需求,以高精度加工設備配套高自動化程度的計算機輔助制造軟件來實現高效加工十分重要。圖4為磨削加工工作流程示意圖,計算機輔助制造軟件所起的作用包括人機界面的提供、加工參數控制、程序傳輸、加工管理、測量誤差數據處理,以及加工運動、工件測量、砂輪修整等數控(NC)程序的生成。機床數控系統根據相應的數控程序來執行運動坐標輸出,完成加工等相應工作。
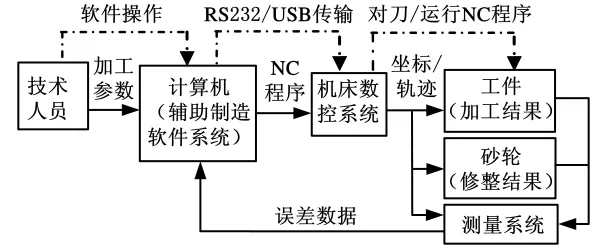
圖4 計算機輔助制造工作流程
從圖4可以看出,輔助制造軟件的主要功能是加工參數輸入、數控程序生成及測量數據處理,因此應進行詳細的功能模塊規劃。參數輸入模塊應分為工件參數、機床工作參數、加工參數三個層次。其中,工件參數為工件類型、非球面方程參數、口徑大小等;機床工作參數為坐標系選擇、主軸正反轉控制、砂輪類型及尺寸參數等;加工參數包括加工規劃方式選擇、插補方式選擇、加工步長、進給量、進給速度等。該模塊所獲得的參數是進行自動編程的依據。
NC程序生成模塊應包括加工、測量及修整三個方面,因采用基于機床的在位測量方式,因此測量時機床的運行程序同樣需要自動編程來實現。該模塊主要根據所確定的參數及已經建立的加工軌跡計算模型進行數學處理,計算出砂輪所需的加工軌跡和每個程序段所需的工藝數據,并按照所用數控系統約定的加工指令和程序段格式,直接生成可用的NC文本文件,以方便通過RS232或USB接口傳給機床數控系統。測量數據處理模塊主要完成對工件或砂輪表面測量數據的采集及處理,對于工件,計算補償加工誤差數據及評價加工表面質量,而砂輪則計算修整后表面及半徑參數,用以更新加工中所使用的砂輪參數。
最后,基于工控PC機和Windows2000操作系統,選用Delphi 6.0和Visual Fortran作為開發工具,對制造系統軟件進行開發。
3 加工工具技術
3.1 金剛石砂輪修整
目前加工大尺寸光學零件常用的金剛石砂輪按形狀分主要有平面砂輪、圓弧砂輪、球面砂輪。其中平面砂輪應用于平面及凸形工件加工,而圓弧砂輪與球面砂輪在曲面加工中適用范圍較廣,但修整難度較大。Zhao等[8]提出的杯狀砂輪修整法,利用杯形砂輪上脫落下來的磨粒對金剛石砂輪磨粒和結合劑的沖擊以及研磨作用產生修整效果,即可整形,也可同時修銳。該方法需要開發與機床相適應的修整裝置。已有研究表明,對比各修整方式所能達到的磨粒狀態、形狀精度、表面粗糙度及修整效率等指標,在成形修整方面,杯形砂輪修整技術是比較理想的工作方式。利用杯形修整技術,能得到直線度非常高的砂輪截面,同時進行修銳。如果利用這一特性,就能修整出任意凸形截面,易于得到較高的砂輪形狀精度。
對于圓弧修整,被修整圓弧金剛石砂輪只進行旋轉運動;杯形砂輪修整器提供擺動和修整進給運動,還進行杯形砂輪自身的旋轉運動,往復運動同樣由機床工作臺提供。基于平面砂輪及圓弧砂輪的修整,兩軸修整器具體結構方案如圖5所示,該裝置包括4個部分,集成了金剛石筆修整、平面修整及圓弧修整功能。杯狀砂輪修整器部分(圖5中A部分):由步進電機通過圓弧齒形同步帶傳動驅動杯狀修整砂輪旋轉,通過數控系統控制步進電機轉速。擺動機構部分(圖5中B部分):由伺服電機連接數控回轉工作臺驅動擺臂轉動,擺臂擺動角度±15°。升降進給機構(圖5中C部分):通過伺服電機帶動帶輪驅動絲杠,實現進給調節。金剛石筆修整部分(圖5中D部分):金剛石筆修整是單點修整方式,修整效率高,主要輔助杯形砂輪修整使用,對砂輪面形誤差較大或砂輪粗修場合可明顯提高修整效率。
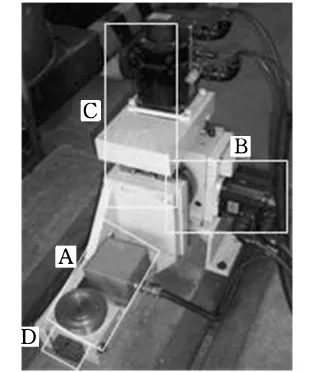
圖5 兩軸杯形砂輪修整器
3.2 砂輪動平衡
在精密和超精密磨削加工中,砂輪微小不平衡量都會使工件表面產生波紋,嚴重地影響質量和精度提高。動平衡系統基本由平衡頭、傳感器及控制器三部分組成,其關鍵在于根據床身的結構和加工需求考慮,選擇合適的平衡頭安裝方式。目前,現有超精密磨床采用的動平衡方式主要有在線監測外置式手動平衡方式,以及采用接觸或非接觸式傳感器的平衡頭外裝或內置等自動實時平衡方式,圖6所示為兩種振動傳感器采集放置方式。

圖6 振動傳感器放置方式
自動平衡方式自動化程度、精度及效率高,同時具有實時性,但結構制造要求高且造價也高。內置式平衡頭在設計的時候就考慮到平衡問題,在主軸設計過程中需將主軸設計為中空便于內置式平衡頭的安裝,但這樣會增加主軸制造難度。而外裝式平衡頭一般通過一個預先設計好的安裝法蘭安裝在各種不同磨床的軸端,這樣的安裝方式既簡單又多樣化。外裝式平衡頭是用螺旋連接法蘭安裝在磨床主軸端面并隨其一同高速旋轉,因而這種“在線動平衡”最接近實際加工狀態,磨削效果最佳。如圖7所示,綜合制造及精度的優化考慮,在大尺寸高精度平面磨床MGK7160上采用了接觸傳感器的外裝式實時平衡結構(美國Schmitt公司SBS0850L)。
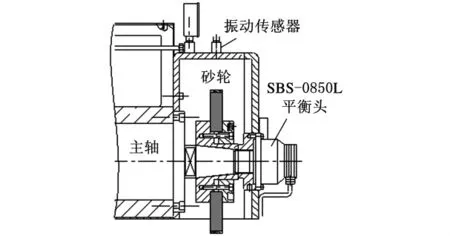
圖7 外裝式動平衡設計結構
4 在位測量
在粗精加工階段,相應精度等級的在位檢測應用廣泛,可為大口徑元件補償加工提供數據,或指導工件進入后續拋光工藝。在位檢測可避免離線檢測時由于定位基準變化所帶來的誤差,直接在機床上測量,不受工件口徑大小影響,結果更接近實際加工情況。從提高加工效率來講,粗精磨削階段的面形精度收斂是關鍵。因此,實現磨削階段的精確在位檢測,可提高補償加工精度,有利于減少補償加工次數,縮短加工周期。
在位測量基于超精密機床運動精度,其檢測過程由數控程序控制,擴展了數控機床的測量功能,其關鍵是基于測量幾何及精度特征,對所測數據進行高精度的數據處理。圖8所示為接觸式及非接觸式傳感器的在位測量應用。
根據在位測量的特點,數據流程主要設計由數據預處理、誤差補償和數據處理三大部分組成。首先通過標度變化、剔除奇異項、平滑處理等操作實現預處理,然后進行坐標系不重合等誤差補償,最后在數據處理部分中當需要進行補償加工或反求光學元件表面方程時,應選擇曲線/面擬合,曲線/面擬合采用非線性最小二乘法。當需要評價非球面光學元件的表面質量時,應選擇曲面插值,曲面插值主要利用分片三次插值多項式方法進行二元三次樣條曲面構造,得到實際加工的面形,再與理想的非球面面形相比較,從而求出非球面的面形誤差函數和各種像差參數等。采用基于標準件的誤差分離與校正方法來對在位測量系統及數據處理方案的有效性和可靠性進行檢驗。

圖8 在位測量應用
在傳感器的選擇方面,進行工件測量比較實驗以確定適合大尺寸測量傳感器類型。接觸式傳感器采用中原量儀DGB型電感測微儀,±3μm檔分度值為0.1μm。日本Keyence公司LK-G10型非接觸激光位移傳感器,分辨率為0.01μm。采用初拋光后的高精度工件作為測量標準件,方形平面元件310mm×310mm,利用Veeco干涉儀對其進行檢測得到表面誤差分布。由檢測結果可知:表面最大高度差為2.32μm,均方差為0.30μm;接觸式傳感器測量時表面最大高度差為6.17μm,均方差為1.16μm。面形誤差分布規律與干涉儀的檢測結果有較大差別。而非接觸式傳感器無需與工件表面接觸,測量效率較高,同時其測量分辨率高,從而所獲得的測量結果精度高,表面最大高度差為4.32μm,均方差為0.63μm,且面形分布誤差較小。因此,在非球面粗精磨削階段的在位檢測中可選用非接觸式傳感器。
5 實驗結果
基于以上的工作,以表1所示的實驗參數進行相應的大口徑光學平面元件初步加工實驗。MGK7160高精度平面磨床置于恒溫潔凈隔振車間,磨削液采取紙過濾方式,冷卻系統溫度控制在20±0.1℃,動靜壓主軸油溫控制精度同樣為20±0.1℃。加工中采取直線包絡光柵方式插補,400#陶瓷結合劑金剛石砂輪經過杯形修整器精密修整后,在主軸轉速為1500r/min時動平衡精度為0.1μm。工件材料為400mm×400mm口徑方形BK7玻璃,材料去除加工總量為150μm。

表1 加工實驗參數
加工后采取激光位移傳感器進行表面測量,X、Z方向通過光柵式測量,測量范圍為400mm×400mm,測量軌跡間距為50mm,即在X、Z方向均得到8條測量軌跡,測量步長為1mm,即每組數據點401個。為充分驗證機床及加工技術系統的性能及可靠性,進行了多次反復加工實驗。圖9所示為加工實驗結果,結果1和結果2的表面最大高度差分別為5.31μm、5.79μm,均方差分別為0.72μm、0.86μm;平面度采用青島前哨公司的數字式電子水平儀DL11進行測量,測量精度為0.001mm/m,所測得平面度分別為2.54μm、3.26μm。可以看出,在表1的實驗條件下,機床獲得了較好的加工精度。
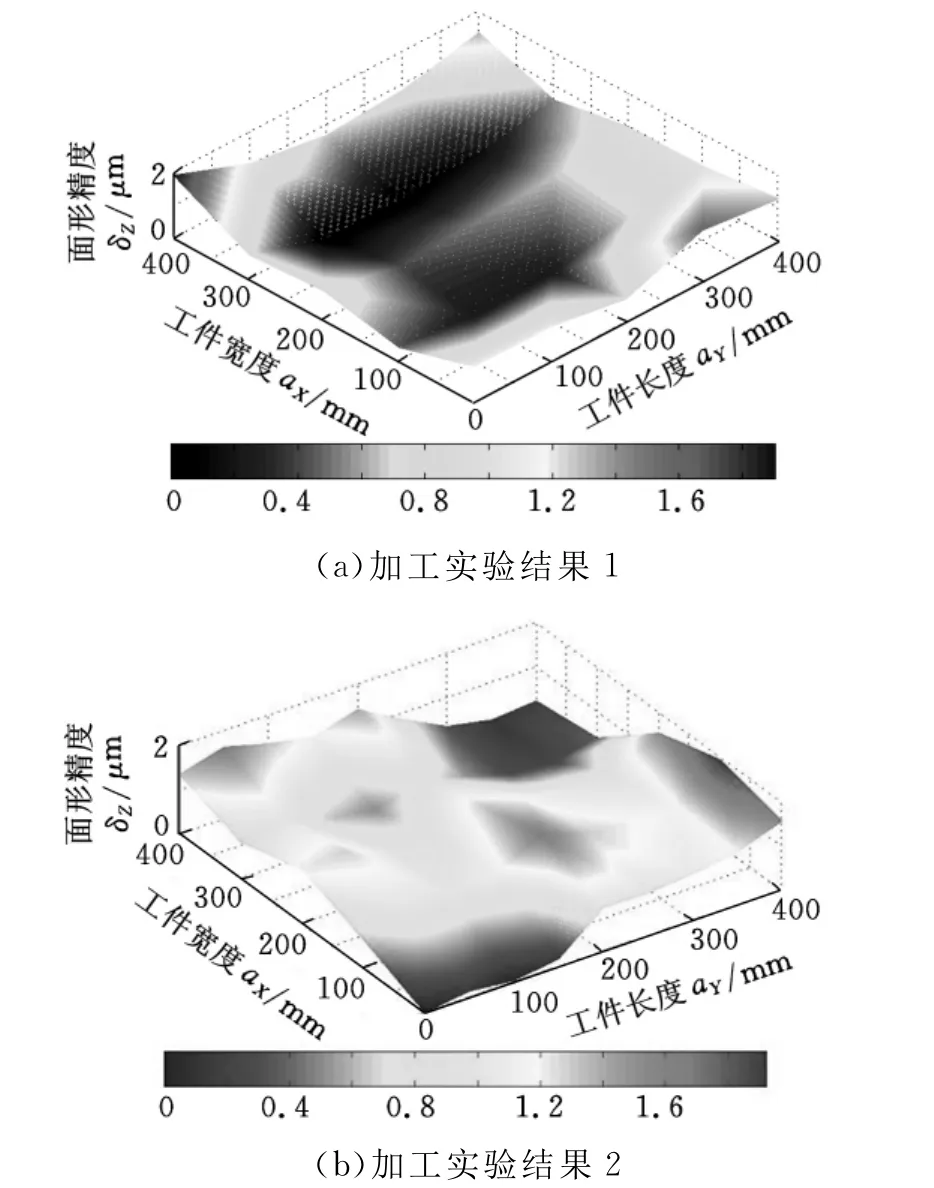
圖9 磨削加工實驗結果
6 結束語
超精密磨削加工是一項綜合性系統工程,它涉及機床、控制、工具、檢測、材料、環境控制等成果。針對具體的加工對象,高精度高性能的加工設備及工具與最優配套工藝技術等相結合,才能充分發揮出磨削加工的優勢。本文研究了大口徑光學元件加工中高精度平面磨床加工技術系統的開發應用,并進行了實驗驗證。
在開發的MGK7160高精度平面磨床基礎上,已實現了加工規劃控制、計算機輔助制造軟件、砂輪修整、動平衡以及在位檢測等功能,并通過實驗研究來說明其加工應用的有效性。
采用400#陶瓷結合劑金剛石砂輪實現了400×400mm口徑平面光學元件的精密磨削加工,獲得了較好的加工精度,表面最大高度差穩定在5μm左右,均方差達到1μm以下。
[1]潘君驊.光學非球面的設計、加工與檢驗[M].北京:科學出版社,1994.
[2]Shorey A,Golini D,Kordonski W.Surface Finishing of Complex Optics[J].Optics and Photonics News(Optical Society of America),2007,18(10):14-16.
[3]Yan Jiwang,Syoji K,Kuriyagawa T,et al.Ductile Regime Turning at Large Tool Feed[J].Journal of Materials Processing Technology,2002,121:363-372.
[4]Li Yulin,Li Tonghai,Jiao Guohua,et al.Research on Micro-optical Lenses Fabrication Technology[J].Optik,2007,118:395-401.
[5]張忠玉,張學軍,牛海燕.中小口徑非球面元件加工技術的探討[J].光學技術,2001,27(6):524-525.
[6]李立軍,張飛虎,董申.非球面磨削加工設備現狀與發展趨勢[J].機床與液壓,2007,35(7):31-33.
[7]Kim H S,Lee D G.Mirror Surface Grinding of Ceramics Using a Three-axis Precision CNC Grinding Machine[J].International Journal of Machine Tools and Manufacture,1997,37(10):1499-1510.
[8]Zhou Libo,Syoji K.Studied on Truing and Dressing of Diamond Wheels[J].JSPE,1993,27(1):5-10.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00