陰陽樹脂比例對電去離子處理鎳廢水的影響
2012-09-07 09:31:50陳清后余海軍李長東
中國環保產業 2012年12期
關鍵詞:實驗
陳清后,余海軍,李長東
(佛山市邦普循環科技有限公司,廣東 佛山 528244)
前言
電去離子(electrodeionization,簡稱EDI)技術是一種結合傳統方法的膜分離技術。離子交換樹脂填充在電滲析(ED)的廢水室,在直流電場作用下實現了離子深度清除和濃縮。電子數據交換技術起源于核裝置產生低濃度放射性廢水處理[1],已廣泛應用于工業純水、超純水的制備[2-4],也在低濃度重金屬廢水處理中具有廣泛的應用前景[5-6],但目前國內該技術尚未成熟。在研究中發現,該技術不僅存在膜堆濃水室和廢水室的氫氧化物沉淀等問題,而且膜堆很難長期穩定運行。
1 材料與方法
1.1 實驗裝置(見圖1)
實驗膜堆為一級兩段結構,每段兩個膜堆,隔板為100×300(mm)PP板;廢水室隔板厚度3mm,其中填充混合離子交換樹脂;濃水室隔板厚度0.9mm,內設有絲網以增強流體的湍動;有效膜面積為128cm2;電極材質為鈦鍍釕;WYK-1503型直流穩壓電源。
實驗采用EDI專用異相離子交換膜,大孔強酸強堿性離子交換樹脂,先將陽膜和陽樹脂轉型為Ni2+型,陰膜和陰樹脂轉型為SO42-,然后進行組裝膜堆。

圖1 實驗裝置示意圖
1.2 測定項目及方法
(1)采用WFX-210型原子吸收分光光度計,以火焰原子吸收法測定樣品中的Ni2+濃度,在恒壓條件下操作,電壓為27.5V。
(2)采用分析純NiSO4·6H2O溶于去離子水中,加入硫酸調整溶液的pH值約為3, 配制成原水,原水中Ni2+濃度在52mg/L左右,流量為20L/h。實驗配水條件見下表。
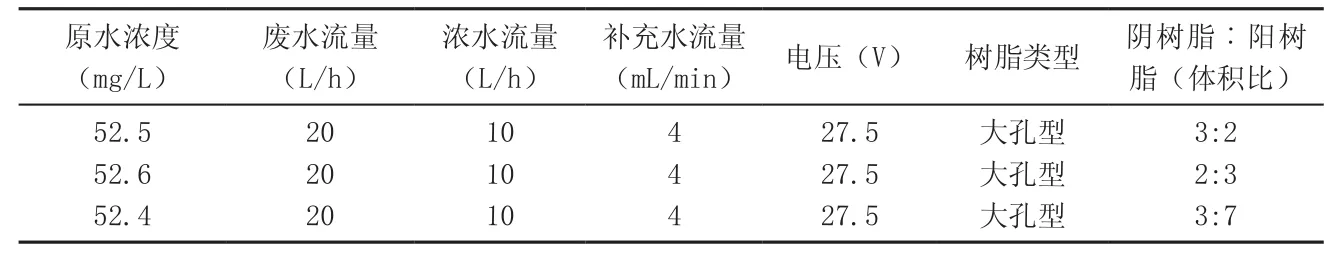
實驗配水條件表
(3)實驗采用濃水部分循環的流程,濃水循環液與來自原水的新鮮料液補充水匯合后進入膜堆,膜堆濃水出水部分作為濃水產品。另外部分濃水返回濃水罐繼續循環,濃水循環液流量為9.76L/h,濃水產品水流量為0.24L/h,新鮮料液補充水流量為0.24L/h, 電極液為0.3%(質量分數)Na2SO4,流量為10L/h。
2 結果與討論
2.1 陰樹脂/陽樹脂比例為3:2(體積比)填充的膜堆的操作性能
該實驗的膜堆裝置采用廢水室陰樹脂/陽樹脂比例為為3∶2,實驗的廢水出水和濃水出水中Ni2+濃度變化如圖2所示;pH的變化和膜堆電流的變化如圖3所示。
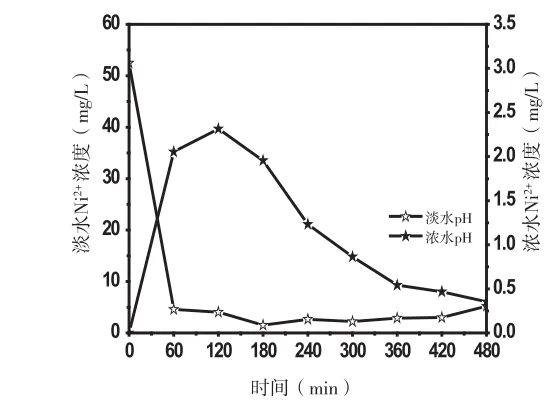
圖2 淡水和濃水Ni2+離子濃度的變化

圖3 淡水和濃水pH和膜堆電流的變化
從圖2、圖3得知,開機后淡水中的Ni2+離子濃度迅速降低到一個最低值1.53mg/L,隨后逐步增加,7小時后濃度增加到5.24mg/L;濃水在開機后的1小時內濃度大幅度增加,此后不斷下降;當實驗結束時,濃度降為354mg/L并且呈繼續下降趨勢。開機后淡水pH值迅速增大,實驗結束時pH值達到8.86。濃水pH值先下降到一個最低值1.41,然后慢慢增加,實驗結束時為1.96。
實驗結束后,拆開膜堆發現,在第一段出口和第二段進口處,淡水室結垢嚴重,樹脂顆粒的表面和間隙間有綠色氫氧化鎳沉淀,淡水室的陽膜上也有部分氫氧化鎳沉淀。
結果表明,雖然原水中的Ni2+大部分被去除,但這些被去除掉的Ni2+離子并非以離子的形式全部進入濃水中,而是以某種形式積累在膜堆中,從而使過程失去濃縮性能而無法正常運行。
2.2 陰樹脂/陽樹脂比例為2:3膜堆
淡水出水和濃水出水中Ni2+離子濃度的變化如圖4所示;淡水出水和濃水出水的pH值和膜堆電流隨時間的變化如圖5所示。

圖4 淡水和濃水Ni2+離子濃度的變化

圖5 淡水和濃水pH和膜堆電流的變化
從圖4、圖5可見,開機后淡水出水中Ni2+濃度逐漸下降。實驗結束時,淡水出水中Ni2+濃度為0.6mg/L,并有繼續下降趨勢,而開機后的濃水出水Ni2+離子濃度不斷上升,至實驗結束時Ni2+濃度為3.4g/L。淡水出水pH值在開機后慢慢升高,最高不超過5.5,而濃水出水pH值開機后先是緩慢降低,后來慢慢升高,導致膜堆電流先降低后又逐步增高。
拆開膜堆,淡水室和濃水室均無Ni(OH)2。這表明膜堆在陰樹脂/陽樹脂比例為2∶3的情況下可以穩定運行,并且淡水出水水質較好。
因此,采用陰樹脂/陽樹脂比例為2∶3的樹脂比例來運行膜堆處理含Ni2+廢水是可行的。
2.3 陰樹脂/陽樹脂比例為3:7的膜堆
淡水出水和濃水出水中Ni2+離子濃度的變化如圖6所示,淡水出水和濃水出水pH值和膜堆電流隨時間的變化如圖7所示。

圖6 淡水和濃水Ni2+離子濃度的變化

圖7 淡水和濃水pH和膜堆電流的變化
從圖6、圖7可見,膜堆淡水出水中Ni2+離子濃度開機1小時后降到0.97mg/L,后又慢慢增加,在實驗結束后增加到1.1mg/L,而濃縮水出口Ni2+離子濃度隨時間的增加而逐漸增加;淡水出口pH值在3小時增加最多5個值,然后緩慢下降,降至4.77;濃水pH值一直增加,至實驗結束時增加至1.72。
拆開膜堆發現,第二段濃水室的隔板邊緣與陰膜接觸點有少量的氫氧化鎳沉淀,其他位置并無結垢發生,可能是由于陰樹脂所占比例過小,在淡水室中用來遷移陰離子的樹脂過少,導致陰離子通過溶液相遷移,形成Ni2+與OH-在濃水室隔板邊緣與陰膜的接觸處相遇形成Ni(OH)2沉淀。
因此,采用陰樹脂/陽樹脂比例為3∶7的膜堆處理含Ni2+的廢水,通過改善濃水室的水力分布情況也是可行的,能夠維持膜堆的穩定運行。
3 結論
(1)EDI膜堆淡水室陰樹脂/陽樹脂的比例通過影響EDI淡水室內部水解離狀況對處理含Ni2+廢水有很大的影響,從而影響膜堆過程的穩定運行。實驗結果表明,當陰離子/陽離子樹脂的比例為3∶2,陽樹脂/陽膜水解激烈,淡水出水中含鎳離子相比其他比例的樹脂濃度要高,且pH值也較高;而淡水出水的高pH值不僅影響了淡水室中Ni(OH)2沉淀的效果,而且造成淡水室壓力過大,從而導致淡水室中的水流通過壓滲進入濃水室,同時濃水罐水量不斷增加又使過程的濃縮性能嚴重下降,過程無法正常穩定運行。
(2)通過減少陰離子/陽離子樹脂的比例,降低陽離子樹脂/陽膜水解,避免淡水室所形成的Ni(OH)2沉淀,使過程穩定運行。
(3)陽陰樹脂比例也不能過大,否則會造成負面的陰樹脂/陰離子膜水解加劇,導致濃水室局部產生結垢。因此,對于EDI處理含Ni2+重金屬廢水,合適的陰/陽樹脂比例可使過程穩定運行。在實驗條件下,陰/陽樹脂比例為2∶3時,EDI能夠穩定運行。
[1]Waiters W R,Weiser D W,Marek L J.Concentration of radioactive aqueous waters[J]. Industrial Engineering Chemistry,1955,47(1): 61-67.
[2]S. Thate,N.Specogna,G.Eigenberger,A comparison of different EDI concepts used for the production of high-purity water,Utrapure Water,1999,16(8): 42-56.
[3]A. Grabowski,G. Zhang,H.Strathmann,G.Eigenberger,The production of high purity water by continuous electrodeionization with bipolar membranes:nfluence of the anion-exchange membrane permselectivity,J.Membr.Sci.2006,281: 97-306.
[4]王建友,等.反滲透/電去離子(RO/EDI)集成膜過程制備高純水的研究[J].化工進展, 2002(21),增刊:172-177.
[5]聞瑞梅,等.半導體工藝用高純水中硅、硼的去除[J].電子學報,2004,3(2): 197-199.
[6]劉紅斌,等.1m3/h RO-EDI高純水設備的研制[J].膜科學與技術,2002,20(3): 63-66.
[7]管山,等.電去離子過程脫除低濃度銅離子的研究[J].膜科學與技術,2008,28(1): 7-11.
[8]徐彥賓,等.硫化物沉淀法從氧化鎳礦酸浸液中富集有價金屬[J].有色金屬(冶煉部分),2006(3): 8-10.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
