基于S-R 理論的平面銼削尺寸控制的研究
2012-08-29 06:36:14梁偉明
科技視界 2012年20期
梁偉明
(佛山市三水區(qū)工業(yè)中專 廣東 佛山 528100)
0 引言
平面銼削尺寸控制技能則是鉗工技能人才必備的核心技能之一,也是培養(yǎng)技能人才善用工具,理解切削三要素和培養(yǎng)良好工具使用技巧的絕佳方法;更是中級鉗工技術等級考試中重要得分手段。 因此,作為中職實習指導老師,怎么安排學習活動才能促進這種技能的形成呢?
事實上, 沒有經過系統(tǒng)的平面銼削尺寸控制技能訓練,要學生尺寸控制水平(尺寸公差0.03mm)達到鉗工中級并不現(xiàn)實。 學生主要表現(xiàn)在:銼削動作不規(guī)范,銼削達到平面度低或者與垂直度低,測量精度失準,銼削流程思路不清,尺寸精度控制變化不定,技能水平反復等等,都嚴重影響尺寸加工技能的形成。 本文根據(jù)S-R 理論原理,分析技能動作學習形成規(guī)律, 重點分解出平面銼削尺寸控制的局部操作技能,先進行獨立訓練、強化,再組合成連貫系統(tǒng)的尺寸控制訓練程序,為學生掌握平面銼削尺寸控制提供最佳訓練流程。
1 S-R 理論原理
S-R 理論是由赫爾提出來的動作技能學習理論,該理論以刺激-反應心理學為基礎, 認為動作技能學習是技能學習者, 在外邊影響作用下,會形成穩(wěn)定、連貫而又準確的動作序列.通俗來說,合符要求的的動作習慣或技能。 其動作形成階段為費茲總結的:局部動作階段、程序化階段、自動化階段;技能學習策略:練習、強化、反饋。
2 運用S-R 理論建立平面銼削尺寸控制的訓練流程
2.1 分解出平面銼削尺寸控制所有局部技能
2.1.1 圖紙尺寸分析技能
加工一個尺寸,必須閱讀理解圖紙尺寸的要求,如尺寸的基本尺寸、上偏差、下偏差等。
2.1.2 銼削平面達到相應的平面度、垂直度的銼削動技能
規(guī)范的銼削動作可以保持銼刀切削的穩(wěn)定性, 提高工作效率,減少體能消耗。 不同銼刀在平面銼削時應該保證的直線度和垂直度也不同。平面橫向銼削操作流程:水平夾緊待加工平面, 將銼刀水平放置于加工平面上, 觀察與虎鉗前后鉗口高度是否一致,輕輕試銼削幾下工件后,觀察新的銼紋是否在工件水平分布,如果傾斜,就對銼刀的前后平衡進行微調,再重復試銼,直到銼紋位置正確為止,(用6 寸銼刀精銼時,在工件待加工平面涂上粉筆效果更佳)然后,用中等力度進行正常的銼削, 并伴隨間歇性或連續(xù)性的橫向移動,達到同時保證平面的平面度和垂直度,銼紋為一個面為佳。
為保證尺寸加工精度,通過努力的訓練,使我們的銼削動作能保證相應的平面度和垂直度要求。 (如表1)
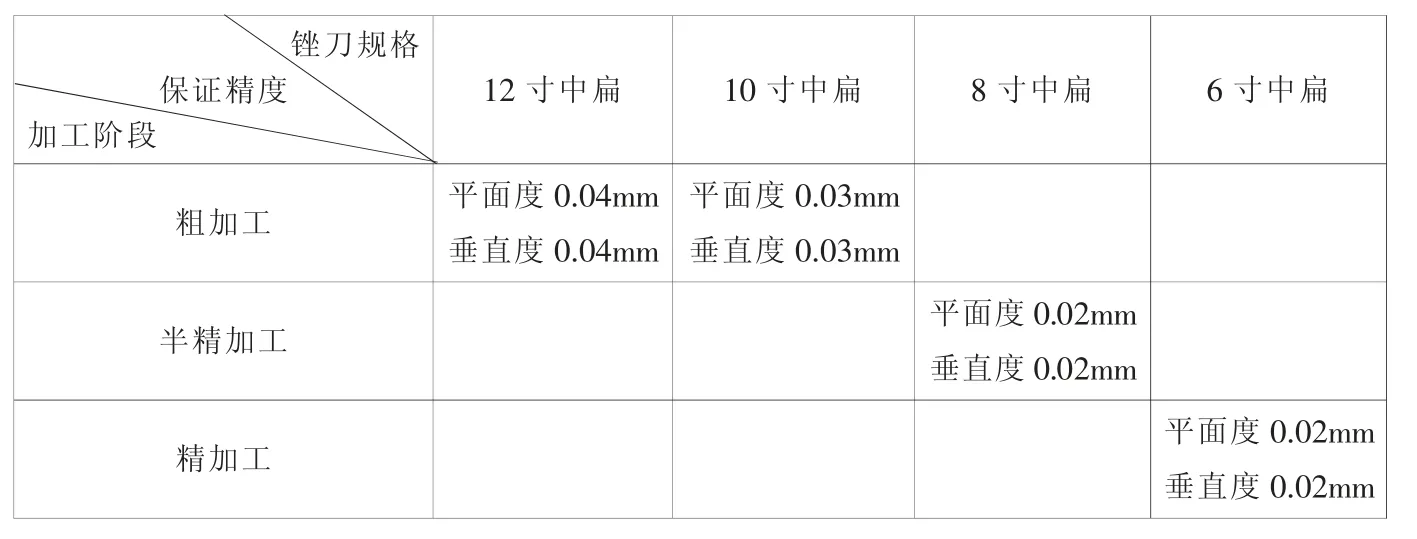
表1 銼削的平面度和垂直度要求
2.1.3 控制銼刀的切削深度的技能
一個訓練有素的中級鉗工,他用一把自己熟悉的銼刀在工件上銼削,能根據(jù)銼削的次數(shù),判定銼削深度尺寸。因為他經過使用中已經測定銼刀,在多大的切削力、推銼多少長度,每銼削多少次,就會銼削0.01mm 深度,這就是控制銼刀的切削深度的技能。 那如何測定銼刀的銼削深度呢? 先來了解深度公式:單位切削深度=切削深度尺寸/銼削次數(shù)。 切削深度測定法舉例:如我如果測量工件尺寸是40mm,用12 寸銼刀在同一位置,用均勻的力度,相同的銼削長度, 同一把銼刀銼削20 次, 尺寸減少0.2mm,0.2mm÷20=0.01mm,就可計算出銼刀切削深度為0.01mm/下,如果連續(xù)三次都是誤差不超過正負0.01mm,就可以確定銼刀切削深度約為0.01mm/次。同理其他銼刀也可以測定切削深度, 每把銼刀都應測定切削深度銼削幾次切除0.01mm, 這在尺寸加工時就可以通過數(shù)切削次數(shù)就知道切削深度。
2.1.4 精確的測量尺寸的技能
精確的測量技術包括會靈活選用量具、 選擇測量位置、準確的讀數(shù)等。
2.1.5 其他輔助技能
如工件裝夾,工件去毛刺/倒棱.
2.2 平面銼削尺寸控制流程
分析圖紙→測定銼削余量→工件裝夾→銼削流程→去毛刺、倒棱→復檢尺寸。
3 運用S-R 理論對平面銼削尺寸控制的訓練流程實證分析
3.1 分析圖紙加工的尺寸及公差
圖紙中加工的尺寸基本尺寸:40mm;上偏差:0mm,下偏差:-0.03mm,根據(jù)尺寸加工的安全性來說,尺寸加工到上偏差即可:
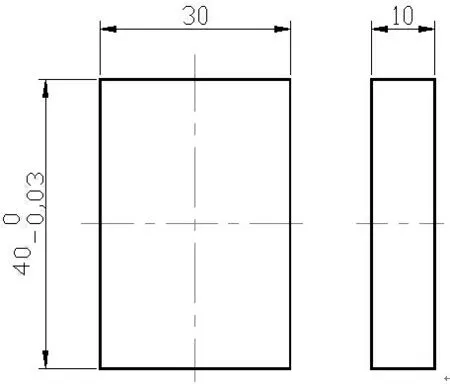
圖1 加工零件圖
3.2 測定銼削余量
測量圖2 中最大余量為0.4mm,最少余量為0.3mm,判定足夠余量加工。
3.3 夾緊工件
3.4 平面銼削加工流程
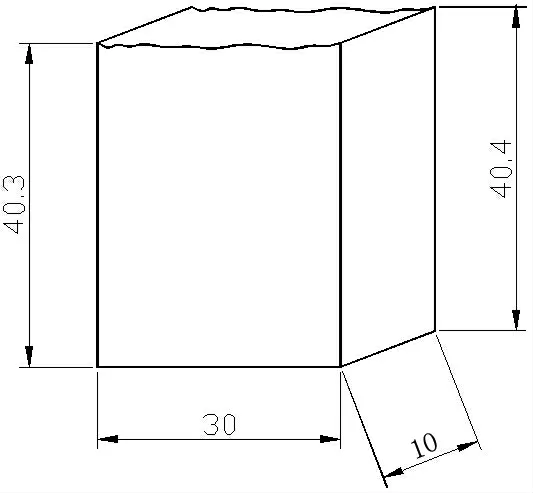
圖2 加工零件余量圖
3.4.1 粗加工
選擇10"~12"中扁銼刀,運用數(shù)銼技能,銼削工件平面,保證工件尺寸為40mm,并用游標卡尺檢測尺寸,為下一步加工準備。
3.4.2 半精加工
選擇8"中扁銼刀,運用數(shù)銼技能,銼削工件平面,保證工件尺寸為40(+0.08~+0.12)mm,并用千分尺或者用電子游標卡尺檢測尺寸,為下一步加工準備。
3.4.3 精加工
選擇6"銼刀細扁銼刀,運用數(shù)銼技能,銼削工件平面,保證工件尺寸為40(0~-0.03)mm。
3.5 去毛刺、倒棱
3.6 復檢尺寸為40(0~-0.03)mm
4 小結
通過S-R 理論對的平面銼削尺寸控制的研究,分解出獨立的技能進行強化訓練,再進行組合系統(tǒng)平面銼削尺寸控制操作流程,對于理清教師的教學思路,提升實習教學效率作用明顯。
[1]南京師范大學教育系.教育學[M].北京人民教育出版社,201,5.18.
[2]生產實習教學法[Z].
[3]劉德恩,等.職業(yè)教育心理學[M].2001.
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
中國公路(2017年19期)2018-01-23 03:06:33
學苑創(chuàng)造·A版(2017年6期)2017-06-23 14:10:46
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41