采用數(shù)控宏程序解決非圓曲線類零件的加工
2012-08-26 08:05:34陽夏冰
制造業(yè)自動化 2012年18期
關(guān)鍵詞:程序
陽夏冰
YANG Xia-bing
(武漢城市職業(yè)學(xué)院,武漢 430064)
0 引言
在普通加工中,加工非圓曲線類零件通常采用制作樣板或靠模,然后利用仿形機(jī)床加工,但在小批量生產(chǎn)中,制作樣板或靠模效益不高,在加工中受到仿形機(jī)床的仿形精度影響,加工精度也受到影響;在數(shù)控加工中,數(shù)控系統(tǒng)只有直線和圓弧插補(bǔ)功能,要對橢圓、雙曲線和拋物線等非圓曲線進(jìn)行加工,數(shù)控系統(tǒng)無法直接實(shí)現(xiàn)插補(bǔ),需要通過一定的數(shù)學(xué)處理。數(shù)學(xué)處理的方法是,用直線段或圓弧段去逼近非圓曲線,逼近線段與被加工曲線的交點(diǎn)稱為節(jié)點(diǎn),各幾何要素之間的連接點(diǎn)稱為基點(diǎn)。如圖1所示,OE是一段橢圓,在OE之間插入節(jié)點(diǎn)A、B、C、D,相鄰兩點(diǎn)之間在Z方向的距離相等,均為a。節(jié)點(diǎn)數(shù)目的多少或a的大小,決定了橢圓加工的精度和程序的長度。采用直線段OA、AB、BC、CD、DE去逼近橢圓,關(guān)鍵是求出節(jié)點(diǎn)O、A、B、C、D、E的坐標(biāo)。若只采用現(xiàn)有的數(shù)控程序編程加工,節(jié)點(diǎn)的計(jì)算比較復(fù)雜,且節(jié)點(diǎn)數(shù)量較多,手工計(jì)算無法實(shí)現(xiàn),因此必須借助宏程序的轉(zhuǎn)移和循環(huán)指令處理。求得各節(jié)點(diǎn)后,就可按相鄰兩節(jié)點(diǎn)間的直線來編寫加工程序。
1 宏程序
宏程序類似于高級語言的程序,程序員可以使用變量進(jìn)行算術(shù)運(yùn)算、邏輯運(yùn)算和函數(shù)的混合運(yùn)算,此外還可以使用循環(huán)語句、分支語句和子程序調(diào)用語句對刀具路徑進(jìn)行控制,利于編制各種復(fù)雜的零件加工程序減少乃至免除手工編程時(shí)進(jìn)行繁瑣的數(shù)值計(jì)算,以及精簡程序量,使程序應(yīng)用更加靈活、方便。

1.1 變量
普通數(shù)控加工程序直接用數(shù)值指定G代碼和移動距離,使用宏程序時(shí),數(shù)值可以直接指定或用變量指定。一個(gè)變量由符號“#”和變量號組成,例:#i (i=1,2,3,…),如 G01X[#1]Y[#1]F[#3]:當(dāng)#1=50,#2=100,#3=200時(shí),上面這句程序即表示為G01X50Y100F200。
1.2 控制指令
條件循環(huán)指令為WHILE,功能是條件成立執(zhí)行WHILE與ENDW之間的程序,然后返回到WHILE再次判斷條件,直到條件不成立才跳到ENDW后面,WHILE語句的執(zhí)行流程如圖2所示。
2 具體應(yīng)用
現(xiàn)以加工橢圓手柄為例,如圖3所示,零件數(shù)量為100件,屬于小批量生產(chǎn)。
2.1 擬訂工藝路線
1)確定工件的定位基準(zhǔn)。確定坯料軸線和左端面為定位基準(zhǔn)。
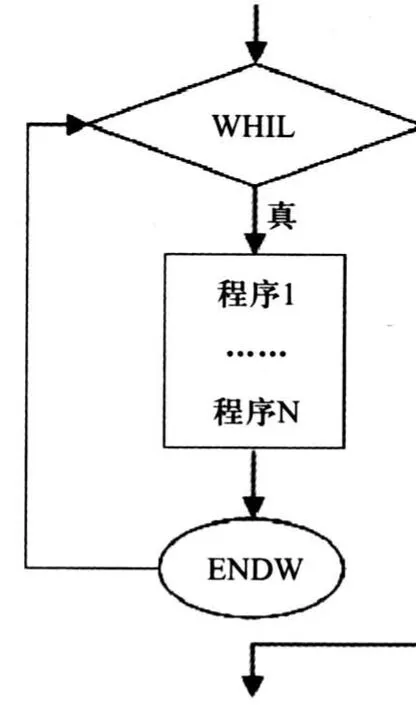
圖2 控制流程圖

圖3 橢圓手柄零件圖
2)選擇加工方法。該零件的加工表面均為回轉(zhuǎn)體,加工表面的最高加工精度等級為IT8,表面粗糙度為1.6。采用加工方法為粗車、半精車和精車。
3)擬訂工藝路線。
(1)按 φ35×130下料。
(2)車削左邊各表面。
(3)車削右邊各表面。
(4)去毛刺。
(5)檢驗(yàn)。
2.2 設(shè)計(jì)數(shù)控車加工工序
1)選擇加工設(shè)備。選用CK6136型數(shù)控車床,系統(tǒng)為HNC-21TD。
2)選擇工藝裝備。
(1)該零件采用三爪自動定心卡盤自定心夾緊。
(2)刀具選擇如下。
外圓機(jī)夾粗車刀T0101:車端面,粗車和半精車圓柱面,倒角。
切槽刀(寬3 mm)T0202:切槽。
螺紋刀T0303:車螺紋。
外圓機(jī)夾車刀T0404(刀片的刀尖角為35°):車橢圓面。
(3)量具選擇如下。
量程為200mm,分度值為0.02的游標(biāo)卡尺。M20×1.5環(huán)規(guī)。
3)確定工步和走刀路線。
(1)粗精車工件左端的工步為:車端面→粗車螺紋外圓和φ30外圓→精車螺紋外圓和φ40mm外圓→切槽→車螺紋。
(2)粗精車工件右端的工步為:車端面→粗車橢圓→精車橢圓→切槽。
2.3 宏程序編制
1)選定自變量及其起止點(diǎn)坐標(biāo)值
非圓曲線中的X和Z坐標(biāo)任意一個(gè)都可以被定義為自變量,通常選擇變化范圍大的一個(gè)作為自變量(宏程序函數(shù)不好表達(dá)除外),且其起止點(diǎn)坐標(biāo)作為自變量的變化范圍。如圖3所示,X坐標(biāo)變化量從圖中可以看出比Z坐標(biāo)要小得多,所以將Z坐標(biāo)選定為自變量,且Z軸起止點(diǎn)坐標(biāo)分別為35和-28.068。
2)確定因變量的與自變量變化關(guān)系
根據(jù)數(shù)控曲線公式確定因變量的與自變量變化關(guān)系,案例中的非圓曲線表達(dá)式為x2/152+z2/352=1,則因變量X=15/35,即X = 15/35×SQRT [35×35- Z×Z]。
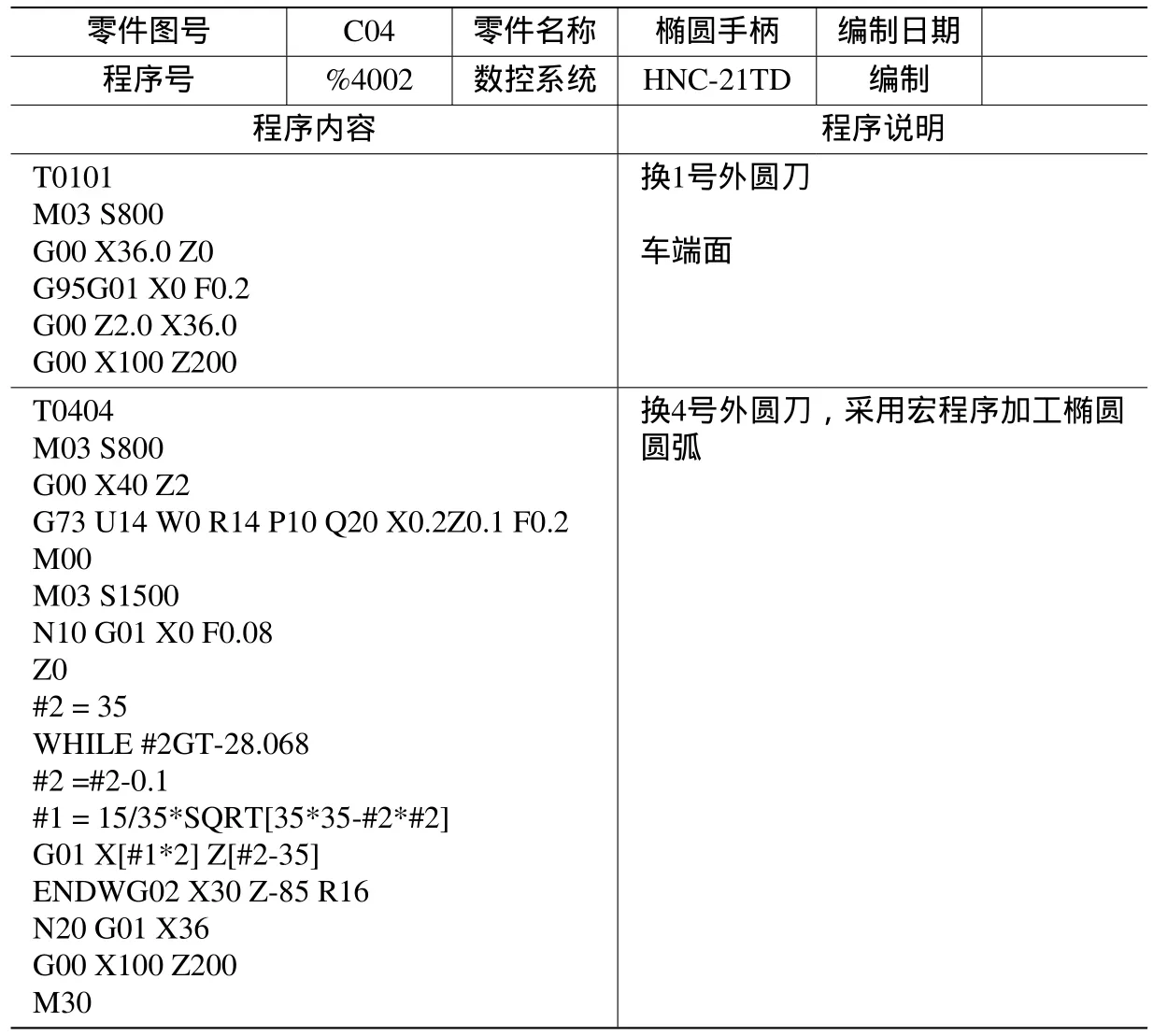
表1 橢圓曲線的程序
3)確定非圓曲線偏移量
該偏移量是相對于編程原點(diǎn)而言的,是曲線的數(shù)學(xué)原點(diǎn)相對于編程原點(diǎn)的偏移量。案例中橢圓曲線的原點(diǎn)相對于編程原點(diǎn)的X軸和Z軸的偏移量分別為0和-20。
4)橢圓曲線的程序如表1所示。
3 結(jié)束語
采用宏程序加工比傳統(tǒng)的仿形加工加工精度高,也不需要制作樣板,工序簡單,效率高;和采用CAM編程的數(shù)控加工比較,省去了使用復(fù)雜的軟件造型和刀具路徑設(shè)置時(shí)間。實(shí)踐表明,此方法加工非圓曲線類零件,工作量和勞動強(qiáng)度大大降低,且加工精度和效率還得到提高。
[1]陽夏冰. 數(shù)控加工工藝設(shè)計(jì)與編程[M]. 北京: 人民郵電出版社, 2011.
[2]周虹. 數(shù)控加工工藝設(shè)計(jì)與程序編制[M].北京: 人民郵電出版社, 2009.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
