燃氣熱水鍋爐回燃室裂紋分析
2012-08-20 12:56:42張寶祥王忠發
節能技術 2012年1期
關鍵詞:裂紋
張寶祥,王忠發
(1.天津市特種設備監督檢驗技術研究院,天津 300192;2.天津市質量管理研究所,天津)
1 事故概況
在檢驗工作中,筆者發現一臺供暖的小型熱水臥式內燃(WNS)鍋爐(如圖1)運行了兩個采暖季后,鍋爐二回程入口處回燃室前管板煙管管端出現裂紋而發生滲漏。在進一步檢查中,發現煙管管端附近出現大面積疲勞裂紋,導致管端出現軸向內穿透性裂紋(如圖2),裂紋有的還會延伸到焊口(如圖3)進而威脅到管板的安全。進行磁粉檢測后,發現裂紋延管口向內,延伸長度為8~12 mm不等,并且管板上也存在著細小裂紋,分布比較特殊,大多存在于左側第5、6、7排管排之間,右側第7、8排管排之間(如圖4)。
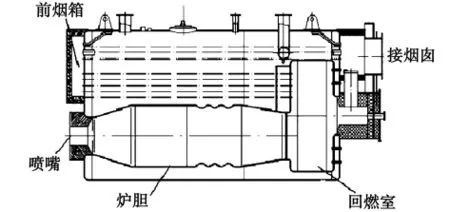
圖1 小型熱水臥式內燃(WNS)鍋爐示意圖
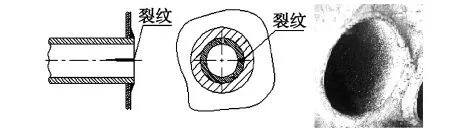
圖2 穿透性裂紋

圖3 管端裂紋(發展到焊縫上)

圖4 回燃室前管板(二回程入口)
2 事故調查
根據檢驗經驗,管端裂紋現象大多成因是由于換熱不良,至使煙管局部超溫,端口材料抗裂性降低,使用一段時間后局部過熱,產生裂紋。經調查研究發現本鍋爐頻繁啟停,用于調峰,而且煙管的管端伸出焊口長度過長,無法得到很好的冷卻,長期處于高、低溫的交變熱應力作用,從而造成管端熱疲勞裂紋。
管板出現裂紋情況相對較少,管板是否有過熱現象存在,為了進一步研究,對本鍋爐的管板進行了腹膜金相檢查,發現:管板組織結構并沒有發生太大變化,金相組織為鐵素體+珠光體,珠光體球化二級(見圖5),可以排除本鍋爐回燃室管板處發生過熱,由此可見,此處裂紋并非過熱產生。筆者認為本裂紋產生有其他成因。
下面對本鍋爐煙管與管板出現的裂紋的成因從設計、制造和使用三方面作以下分析。
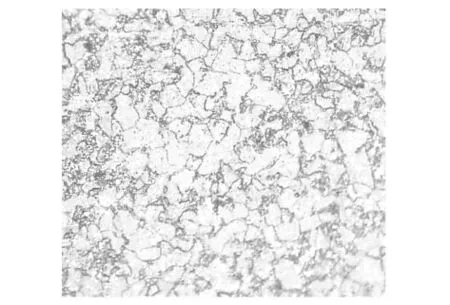
圖5 管板腹膜金相200倍
3 原因分析
3.1 設計問題
3.1.1 燃料特性的影響
一般來說,鍋爐本體是按照燃油燃氣通用化設計制造,其中大部分是以已有燃油鍋爐為基礎,對不同的燃燒器加以改進,從而達到模塊化生產,提高生產效率[1]。但是,當鍋爐燃用不同性質的燃料時,由于爐內輻射吸熱量不同,導致爐膛出口煙氣溫度發生變化,在這里可以用下表進行對比。其中0#柴油與天然氣的原始值如表1與表2所示。

表1 0#柴油成分
將0#柴油與天然氣在2.8 MW的熱水鍋爐上進行熱力計算:
其中:化學未燃燒損失 q3=0.5%;保熱系數φ=0.983;冷空氣溫度tlk=30℃;過量空氣系數α=1.15;空氣帶入爐內熱量 Qlk=508.6 kJ/kg;代入熱力計算得到結果見表3。

表2 天然氣成分

表3 計算結果
通過熱力計算可得出結論:燃燒油、氣兩用的(WNS)熱水鍋爐在相同熱功率的工況下,燃燒天然氣要比燃燒0#柴油位于爐膛出口的煙氣溫度理論上要高33℃(而實際運行的煙氣溫度還要偏高些),因此熱水鍋爐在使用天然氣時,回燃室工作條件會更惡劣。故在相同條件下,管端和管板在較高的煙氣溫度下更容易發生破壞[2]。
3.1.2 管口形式結構的影響
本鍋爐管板與煙管的連接方式采用先脹后焊工藝,見圖6。管板材質:20 g,壁厚20 mm;煙管材質:20#,規格 Φ51×3 mm;管孔直徑 Φ51+0.4 mm。但管端超出焊縫的長度參差不齊[8-9],最大的超出量達到了2.5 mm。根據《鍋殼鍋爐受壓元件強度計算》8.4.8規定:“當用于煙溫大于600℃的部位時,管端超出焊縫的長度不應大于1.5 mm;當用于煙溫不大于600℃的部位時,管端超出焊縫的長度可放大至5 mm。焊接煙管也按此規定處理。”此處的煙氣溫度遠高于600℃,這也是造成煙管開裂的原因之一。

圖1 穿管示意圖
由此可見,本鍋爐管口形式存在不合理的地方,尤其是管端超出焊縫的長度過大,會造成管端無法得到可靠的冷卻,使金屬壁溫升高,抗拉強度和屈服強度會急劇降低,導致金屬本身在結晶過程中存在的缺陷開始出現細小裂紋,進而擴大并蔓延發展,形成管端裂紋。這種原因導致的裂紋有時還會伴有短時間的過熱現象,從而造成管端及焊縫出現裂紋[3]。
3.1.3 水循環不充分的影響
本鍋爐給水分配裝置離回燃室管束區有一定距離,給水不能直接到達熱負荷較高換熱過程劇烈的回燃室管束區。回燃室前管板輻射與對流換熱劇烈,貼近管壁的爐水很容易達到飽和溫度從而汽化產生汽泡,局部水循環的不充分,會使汽泡在金屬表面停滯一段時間。當表面這類汽泡達到一定數量時就會形成一層汽膜,造成傳熱受阻,使金屬壁溫急劇上升,這種現象就稱為表面沸騰或過冷沸騰(類似于管內模態沸騰),危害極大。
因此為了避免高溫煙管、管板與管橋處產生過冷沸騰,對給水分配裝置布置形式進行改造,增加熱負荷較大的回燃室管束區的給水量,可以有效改善局部水循環,減少汽膜產生。
3.2 制造問題
煙管與回燃室前管板之間是采用先脹后焊的裝配工藝,實際工作中,先經過焊前預脹消除間隙(此處煙管外壁與管板開孔存在0.4 mm的間隙),再進行焊接,但管口會因焊后收縮而重新出現間隙,而焊后復脹時由于管口焊縫強度較大,因此難以消除這種重新出現的間隙。這樣鍋爐在運行的時候,由于這些間隙的存在(這是苛性脆化的一個誘因——細小間隙)會使爐水逐漸濃縮,更容易產生水垢,影響傳熱,導致金屬表面溫度升高。
由于存在間隙,爐水反復進行著被加熱→產生汽泡→汽泡過熱→汽泡溢出→爐水補充→再被加熱這一過程(即汽泡產生、消失、再產生、再消失)。
在溫度的變化上表現為:金屬壁溫也隨著相應升高→降低→再升高的交變變化,管口附近長期處于這種交變熱應力作用,會導致疲勞破壞。
在爐水的濃度上表現為:爐水被不斷的濃縮,使得OH-的濃度變大(這是苛性脆化的另一個誘因),這樣再加上殘余的各種應力的作用,就會發生苛性脆化[4]。
3.3 使用問題
3.3.1 水質硬度的影響
《工業鍋爐水質》[7]規定蒸汽鍋爐水質總硬度≤0.030 mmol/L,熱水鍋爐水質總硬度≤0.60 mmol/L,兩者相差了20倍。本鍋爐爐水硬度偏高,導致回燃室頂部與其管束區形成水垢。我們暫且拋開設計與制造上的問題,用一個對比表明爐水硬度對鍋爐的影響:
使用單位有另外一臺同廠家生產的燃氣式蒸汽鍋爐,鍋爐整體結構與熱水鍋爐相似。假設他們的水循環狀況相同,運行時間相似。最大的不同點是運行過程中水質的管理不同。蒸汽鍋爐回燃室頂部與其管束區沒有發現水垢,而本鍋爐回燃室頂部與其管束區均出現大量水垢(厚約2 mm)。假設兩臺鍋爐回燃室管束區均發生了爐水汽化現象,而蒸汽,對水垢產生的影響可見一斑。
3.3.2 水垢對金屬傳熱的影響
在傳統分析基礎上[5],筆者在這里運用傳熱模型進行分析。
兩個假設:
(1)假設整個管板為大平板。二回程前管板的傳熱計算公式為[6]

式中 qg——熱流密度;
tb——管板壁溫;
ts——爐水溫度;
δb——管板厚度;
δg——水垢厚度;
λb——管板金屬的導熱系數;
λg——水垢的導熱系數。
(2)假設整個煙管管壁的熱流量為Ф,且為定值。煙管傳熱計算公式[6]

式中 ty——煙管內壁溫度;
ts——爐水溫度;
dw——煙管外徑;
dn——煙管內徑;
δg——水垢厚度;
λy——煙管金屬的導熱系數;
λg——水垢的導熱系數;
l——假想煙管長度。
在這里單位長度的煙管熱流密度與熱流量之間有如下關系

按照以上傳熱學基本公式計算二回程入口的前管板壁溫,其中二回程整個煙氣溫度假設成統一的整體(由于整個二回程直徑為1.6 m,在這么小的空間內煙氣溫度的梯度差很小暫可忽略),這樣二回程入口管板與煙管的熱流密度也幾乎相同,即qg相同,這樣就可以對管板與煙管的金屬壁溫進行定量分析。
用上述公式可以求出金屬壁溫,而在這里主要研究金屬壁溫在有無水垢前后的差值,需要把上述公式進一步簡化,因此還要引入一個假設:在沒有水垢的情況下金屬的導熱系數是無限大,就是將金屬的熱阻看成零,即導熱過程無損失。那么煙氣的熱量就全部被水吸收,而加入了一層水垢的導熱過程,就可以簡化如下:
鍋爐二回程入口前管板傳熱計算公式簡化為

煙管傳熱計算公式簡化為

將表3的值代入公式(4)、公式(5)

其中取

由此可見:相同狀況的水垢出現時,煙管管壁溫度上升值要比管板至少高30℃,在這里運用的qg為爐膛內平均熱流密度,而具體到管板與煙管上時,由于熱流密度qg=Q/S,管板面積要遠大于煙管端部加上管口附近的面積,因此上式的計算結果煙管升高溫度還要遠遠大于30℃,因此煙管更容易發生破壞。
4 總結
根據上述分析,本鍋爐破壞原因可以歸結為以下四點:
(1)由于生產需要造成起、停爐次數頻繁,從而引起回燃室部位溫度急劇變化;
(2)二回程管端伸出長度參差不齊,且沒有按照規程的要求處理[8-9],極易產生熱應力;往復啟停更造成交變熱應力,最終導致裂紋出現;
(3)對水質標準控制不嚴、不按時排污以及水循環不充分,造成回燃室頂部與其管束區結水垢較厚,嚴重影響到傳熱效果,從而引起煙管管端溫度過高,端口材料抗裂性降低,高溫性能迅速下降,使用一段時間后導致局部過熱產生裂紋;
(4)管板火側裂紋比較特殊,除了有腐蝕和水垢造成傳熱下降對管板金屬造成的影響外[10],經分析發現鍋爐爐水泄漏到回燃室時,水位就位于此位置附近,出現了水火共融現象,即水位線以上就是火焰,水不斷地蒸發沸騰,而水位在上下移動,致使管板接觸的溫差極大(水側100℃而火側1 000℃)。雖然這種狀況持續時間不長,但給鍋爐帶來了極大的危害,造成了管板上有規律的疲勞裂紋。
[1]鄧新華.燃氣鍋爐供熱系統節能技術與應用[J].節能技術,2010.28(2):178 -181.
[2]余笑楓.WNS燃氣熱水鍋爐管口裂紋的原因及對策[J].中國特種設備安全,2009(4):56-58.
[3]洪湖.一臺進口鍋爐管板表面微裂紋、煙管管口開裂、腐蝕的原因分析[J].工業鍋爐,2003(5):60 -62.
[4]王小平.WNS型熱水鍋爐管板裂紋原因分析及其設計優化[J].工業鍋爐,2009(3):51-53.
[5]劉振德.螺紋煙管和拱形管板在DZN1-7-AII鍋爐上的配合應用[J].節能技術,1991(5):4-6.
[6]楊世銘.傳熱學[M].3版.北京:高等教育出版社,1998.
[7]GB/T1576-2008.工業鍋爐水質[S].北京:中國標準出版社,2009.
[8]中華人民共和國勞動部.蒸汽鍋爐安全技術監察規程[S].1996.
[9]中華人民共和國勞動部.熱水鍋爐安全技術監察規定[S].1997.
[10]王相鵬.一起鍋爐管板事故原因分析與解決方案[J].工業鍋爐,2004(2).
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38