鋼軌在線銑磨維護技術分析與研究
2012-07-30 02:11:32蔡昌勝方健康張文麗
鐵道建筑 2012年9期
蔡昌勝,方健康,張文麗
(昆明中鐵大型養路機械集團公司,云南昆明 650215)
目前,國內主要的鋼軌在線維護方式有鋼軌打磨和鋼軌銑磨兩種。鋼軌打磨車有作業效率高、打磨靈活的特點,在預防性軌形修整、處理病害較輕的鋼軌、線路內側軌形修整、特殊鋼軌輪廓打磨方面具有優勢;鋼軌銑磨機在鋼軌維護性輪廓修復、處理病害較重的鋼軌方面具有優勢,作業效率較高,作業過程環保,火花飛濺少,利于防護。鋼軌打磨車和鋼軌銑磨機在鐵路維護方面各有優勢,具有很強的互補性,未來的鐵路養護應該是結合鋼軌實際情況,選擇合理的維護方式,達到最佳的維護效果,目前,國內有一臺林辛格公司的SF03-FFS鋼軌銑磨機在上海鐵路局使用。
作為一種新型的鋼軌在線維護方法,鋼軌在線銑磨維護有以下關鍵技術:銑磨單元Z向定位及伺服控制技術、銑磨單元的Y向定位及伺服控制技術、整機低速穩定控制技術、轉向架調平控制技術等。其中,銑、磨單元動態定位控制原理基本一致,主要在實現鋼軌銑削加工的硬件組態、組網、Z向伺服控制方面有所不同,從首臺鋼軌銑磨車的應用情況看,其銑磨單元伺服控制均采用NCU數控單元,控制配置復雜,成本較高。
因此,本文重點對磨單元控制原理分析,并提出優化的鋼軌在線銑磨控制網絡集成圖,達到優化硬件配置,降低系統集成度,提高整機控制性能的作用,并對后續鋼軌在線銑磨維護技術的方向及重點進行展望,對未來鋼軌在線銑磨維護技術的研究有重要的指導意義。
1 鋼軌在線銑磨技術打磨單元的控制邏輯
磨單元的作用是對鋼軌銑磨機銑過的鋼軌表面進行在線打磨,圓周徑向打磨技術可以提高鋼軌表面粗糙度,達到提高鋼軌縱向平順性和橫斷面輪廓質量、降低運行噪音、提高路網運行安全和運營效率的目的。結合國內首臺銑磨機的應用,鋼軌銑磨技術作為一種新型的鋼軌在線維護技術,其打磨的優化控制邏輯應該為:
①啟動車輛控制系統,確定整車壓力、外圍連鎖開關、轉向架調整等信號滿作業條件;②啟動磨單元控制系統,磨單元到預工作位,包括:啟動激光掃描儀,掃描鋼軌形狀和軌距,根據掃描結果,在Y向實現磨單元的零點加工坐標對位;啟動磨單元Z向液壓提升油缸,將定位靴以恒壓力矩加載到鋼軌上,磨單元到預加工位置,磨單元垂向距軌面保證預設值間隙,側向距軌面保證預設值間隙;③啟動整機作業走行,使作業速度達到預設值;④啟動磨單元進給控制系統,Y、Z伺服電機按照設定進給值進行精確進給,Y軸、Z軸與定位靴的位移傳感器形成隨動系統,并動態檢測位置進行位置補償反饋,保證加工精度;⑤加工過程中實時監控主軸功率,當功率超過設定值,磨單元延時后會自動提升磨削裝置,并發出故障信號。其中,磨單元的定位控制技術是銑磨在線維護技術中打磨模塊的關鍵技術,決定了打磨的精度及打磨質量。
2 鋼軌在線銑磨技術打磨單元定位原理
磨單元定位裝置包括Z向定位靴及Y向定位尺,保證磨單元的Z向、Y向進給伺服控制,磨單元的X向進給由整機的走行速度實現,相對于磨床的工件運動、床身固定的磨削加工方式,鋼軌在線銑磨技術的打磨方式為工件固定、床身運動,因此,其控制方式需動態定位控制,通過基準反饋伺服控制參數,達到打磨精度及質量的要求,同時該打磨方式與整機銑、整機走行控制、安全連鎖等信號集成,其控制集成度更高,控制復雜,因此,分析其定位控制原理,優化系統集成將有重要的現實意義。
1)打磨單元Z軸有兩種運動。由于鋼軌在線加工中,工件的不平順、缺陷對打磨過程中打磨的剛度、打磨精度、磨盤傷損等影響很大,因此Z軸的運動控制通過以下兩點控制實現:①通過液壓提升油缸把整個裝置放到鋼軌上,并保證一定的恒定壓力,在作業過程中定位靴始終壓在鋼軌上,保證Z向剛性,從而保證打磨精度。②在定位靴壓在鋼軌上后,Z向磨單元的精確進給是通過Z向伺服電機實現,通過控制Z向小螺距絲桿來控制定位靴提升和下降(定位靴與磨盤后罩可移動),從而滿足實際磨頭磨削進給量和磨頭磨損后的補償量的切削要求。
2)打磨單元Y軸運動。由于鋼軌在線打磨既有直線、又有曲線段的鋼軌打磨要求,同時需考慮鋼軌缺陷、較大肥邊等異常打磨工況,因此打磨單元Y軸定位控制對鋼軌在線銑磨技術的打磨單元非常重要,應能有效保證鋼軌在線打磨需求及磨盤的異常傷損,Y向定位尺傳感器安裝在定位靴裝置上,定位尺靠壓在鋼軌內側的導向面上,當Y向有串動或在彎道上作業時,定位尺產生位移推動定位尺杠桿檢測元件發出信號,由閉環口反饋至系統,經過運算實時修正Y軸進給,保持Y向切削軌跡不變。
3 銑磨機銑磨電氣系統集成原理
目前,國內首臺銑磨機的銑磨控制技術采用NCU伺服系統控制技術,控制配置復雜,成本較高,結合磨單元控制原理分析,可進行以上的系統集成優化:可采用3層組網方式,如圖1所示,上位數據傳輸采用TCP/IP以太網,中間數據傳輸采用Profibus-DP網絡,底層元件級網采用ASI網絡。
集成思路為銑單元、磨單元的顯示集成到一個屏幕中,并通過TCP/IP以太網進行上位數據的交互,并開發共同的主顯示監控界面,便于操作者動態了解銑、磨單元的作業主參數及作業狀態;作業工況下,銑單元可采用兩套S7系列的PLC實現銑單元的作業控制,一套S7系列的PLC通過擴展兩個ET200S的從站控制左、右銑的作業控制動作,一套S7系列的PLC控制作業走行控制動作,該層級采用Profibus-DP網絡。磨單元可采用一套S7系列的PLC、運動控制模塊CU320進行作業控制,S7系列的PLC通過DP耦合器實現與CU320運動控制模塊的數據交互,并通過Profibus-DP網絡與銑單元進行數據交互,包括作業走行速度、銑單元與磨單元安全連鎖信息等,同時擴展一個ET200S從站對激光掃描對位系統進行控制;元件級網絡采用3個ASI接口,分別對左、右磨單元、附屬單元控制動作、安全信息等內容進行監控及反饋。
銑磨機作業控制及高速走行控制均可采用網絡控制技術,同時集成運動控制模塊,實現磨單元的Z向、Y向和S軸的運動控制,控制復雜,控制精度高,技術難度大,其控制系統達到同類產品世界先進水平。
4 結語
20世紀80年代我國開始進口和使用磨軌車,經過部分路局長期開展鋼軌打磨作業的實踐和近年來我國鐵路快速網路的發展需要,鋼軌整形作業是快速線路必不可少的養護作業方式,鋼軌銑磨機是快速線路不可缺少的工務裝備。目前全路鋼軌整形作業裝備數量少,作業覆蓋面水平較低,使得銑磨機具有良好的市場發展前景。另一方面,隨著我國城市化進程的快速推進,各地正在掀起地鐵、輕軌的建設高潮。而鋼軌銑磨機對于地鐵、輕軌的養護具有環保、高效等特點,必將擁有較大的使用市場。因此,對鋼軌銑磨機關鍵技術和銑、磨裝置的研究有重要的現實意義,今后應在銑單元的模型接口和控制系統進行深入研究,優化完善銑、磨單元的集成方案及控制系統;研究滿足不同輪廓需求、維護使用方便的銑刀模型、磨盤模型及更換裝置;研究鋼軌維護方向及維護技術,確定鋼軌維護的最優組合方案,包括鋼軌維護方案、故障診斷方案、鋼軌檢測等解決方案,滿足普通線路、高速鐵路、輕軌、地鐵線路要求的鋼軌在線維護控制技術。
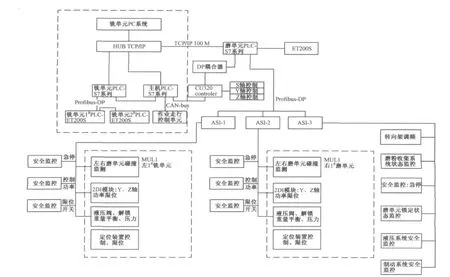
圖1 銑磨單元電氣集成示意
[1]毛文力.鋼軌銑磨車性能及應用探討[J].上海鐵道科技,2009(3):20-22.
[2]金衛鋒.鋼軌銑磨車作業性能和效果分析[J].上海鐵道科技,2009(4):37-40.
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2019年7期)2019-04-25 13:16:50
上海大中型電機(2017年4期)2017-02-06 05:27:06
故事大王(2016年7期)2016-09-22 17:30:08
照明工程學報(2016年3期)2016-06-01 12:17:56
電測與儀表(2014年1期)2014-04-04 12:00:32
兒童故事畫報(2013年3期)2013-06-24 05:40:30