高速及低速線切割機床加工特點
2012-07-30 03:36:28胡忠彪
中國新技術新產品 2012年21期
胡忠彪
(沈陽黎明航空零部件制造有限公司,遼寧 沈陽 110043)
1 電火花加工的原理
電火花加工的原理是基于工具和零件(正、負電極)之間脈沖性火花放電時的電腐蝕現象來去除多余的金屬,以達到對零件的尺寸、形狀及表面質量預定的加工要求。電火花線切割加工是在電火花加工基礎之上于20世紀50年代末最早在前蘇聯發展起來的一種新的工藝形式,用線狀電極(鉬絲或銅絲)靠火花放電對工件進行切割,故稱為電火花線切割,有時簡稱線切割。線切割機床的工作原理是,電極絲與脈沖電源的負極連接,工件與脈沖電源的正極連接,兩極在絕緣液體中靠近時,由于兩極的微觀表面凸凹不平,使得電場分布不均勻,離得最近處的電場強度最高,導致極間介質被擊穿:自由正離子和電子在場中積累,很快形成被電離的放電通道:在電場的作用下,通道內的負電子高速奔向陽極,正離子奔向陰極,形成火花放電:電子和離子在電場作用下,高速運動時相互碰撞,陽極與陰極表面分別受到電子流和離子流的轟擊使電極間隙內形成瞬時高溫,通道中心溫度高達100000C以上,兩極金屬材料的表面局部瞬間熔化:同時把熔化的物質拋出,并被工作液介質排出。
2 線切割機床按電極絲的運行速度可分為兩大類
一類是高速走絲(或稱快走絲)電火花線切割機床:這類機床的電極絲作高速往復運動,走絲速度為8-10m/s,這種機床是我國獨創的線切割加工模式。
另一類是低速走絲(或稱慢走絲)電火花線切割機床。這類機床電極絲作低速單向運動,一般走絲速度低于0.2m/s。
2.1 高速走絲線切割設備的組成
儲絲筒、走絲溜板、絲架、上滑板、下滑板、床身、電源及控制柜。
2.2 低速走絲線切割設備的組成
脈沖電源、新絲放絲筒、廢絲筒、張力電動機、導向器、U、V軸電機、動穿絲系統。
2.3 高速走絲及低速走絲機床加工工藝及特點
由于高速走絲(或稱快走絲)電火花線切割機床電極絲需要反復使用,它的熱物理對加工工藝有重要影響,電極絲應具有良好的耐蝕性、良好的導電性、較高的熔點、較高的抗拉強度及良好的線性要求。電極絲應主要采用鉬絲作為電極絲,電極絲纏繞在儲絲筒上,在正常工作時電極絲作往復運動,并且只有一段電極絲工作,因此隨著切割次數增加,電極絲磨損需要人為調整放電間隙補償量,來保證零件加工的尺寸精度。高速走絲線切割機床一般只能采用一次切割。加工后的表面存在變質層。高速走絲線切割機床工作液,一般采用一定比例乳化液加水配置而成。采用沖洗方式沿電極絲輸送工作液進行加工,在加工窄槽時,零件表面有時會出現黑白相間的條紋,這是由于排屑和冷卻條件不同造成的。電極絲從上向下運動時,工作液由電極絲從上部帶入工件內,熔化金屬由電極絲從下部帶出,由于上部工作液充分,冷卻條件好,下部工作液少,冷卻條件差,但排屑條件比上面好,這時,放電產物炭黑吸附在上部加工表面,使之發黑,下部加工表面呈白色。由于導絲輪的原因,加工錐度時存在加工誤差。
低速走絲電火花線切割機床電極絲在加工中做低速單向運動,通常電極絲的速度在0.2m/s以下。在電極絲收集器前段,有機械吸絲系統保持電極絲有一定的張力。有斷絲自動停機并報警系統。低速走絲電火花線切割機床一般采用水侵方式對電極絲進行冷卻,并且配有可調整高壓噴淋功能,保證電極絲及加工零件充分冷卻。頂級低速走絲電火花線切割機床,代表目前線切割機床最高水平,加工精度在±0.002mm之內最大切割速度為400-500mm2/min,表面粗糙度Ra<0.2μm,并且表面無變質層,這類機床功能齊全,自動化程度高。數控低速走絲線切割可以多次切割完成零件加工,第一次為粗加工,采用高峰值電流、較長脈沖寬度的規準進行大電流切割,以獲得較高的切割速度。切割中把大部分金屬材料去除,保留精加工余量。第二次以后切割未經加工,采用放電的參數逐漸減小,切除精加工余量,利用同一軌跡程序把偏置量按加工次數縮小加工,一般可分1-5次切割,除第一次加工外,其余加工量一般由幾十微米逐漸減到幾微米,特別是最后一次,加工量小,用幾個微米。少量多次切割可以提高加工零件的表面質量,并且加工次數越多,工件的表面質量越好。由于大部分零件切割時都是切成封閉的圖形,因此在切割凸模零件時,第一次切割后要留一段不切,保證零件不與毛坯脫離,多次加工完成后,加緊加工過的部分,在加工保留的這一部分,可以多次吃切割。
下面對多次切個零件進行簡要說明:
圖二是加工后零件的尺寸要求,零件尺寸及同軸精度要求較高,采用一次加工無法保證零件合格,因此采用5次切割保證滿足零件圖紙要求。
圖一是零件加工示意:首先多次切割1區保證零件尺寸,在依次切割2、3、4、5區部分最后切割其余4處連接部分。
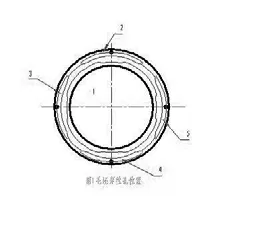
圖一
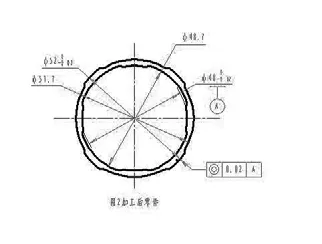
圖二
3 重熔層
在電火花加工過程中,在火化放電的瞬時高溫和工作液的快速冷卻作用下,材料的表面層發生了很大變化,粗略地可把它分為熔化凝固層(即重熔層)和熱影響層,它與基體金屬完全不同,是一種樹枝狀的淬火鑄造組織,與內層結合也不牢固。熱影響層介于熔化層和集體之間。熱影響層的金屬材料并沒有熔化,只是受到高溫的影響使材料的金相組織發生了變化,它和基體材料之間并沒有明顯界限。電火花加工后表面硬度一般較高,耐磨性加好,同時存在殘余應力,還有可能存在顯微裂紋,因此其耐疲勞能力比機械加工表面低。
4 重熔層的去除方法
目前的去除方法有機械加工去除、磨粒流、手工拋修、化學腐蝕、吹砂、振動光飾、電化學加工等,但效果都不甚理想,機械加工去除效果較好,但受局限性較大,只能進行平面及易加工部位;磨粒流方法適合去除內孔表面的重熔層:手工進行拋修,拋修后的零件表面質量較差,并且尺寸也不易保證;化學腐蝕是目前生產中相對較好的方法,但在加工時需要對非加工部位進行保護,并且加工有隨機性,不易控制,需要反復試驗才能進行生產。振動光飾方法適合去除中小零件外表面重熔層。
上述線切割加工中的問題是實際生產中所遇到的問題,僅供大家參考,以便做更深入的研究。
[1]特種加工(哈爾濱工業大學).
[2]數控電火花線切割加工應用技術問答(機械工業出版社).
