條碼質量檢測方法
2012-07-26 08:49:28徐萬成云南省標準化研究院
上海計量測試 2012年2期
徐萬成/云南省標準化研究院
0 引言
條碼的應用日益廣泛,通過條碼技術極大地提高了數據采集和信息處理的速度。條碼作為一種自動識別技術,是多項技術相結合的產物,主要研究如何用一組深淺相間的條形符號來表示數據。而條碼質量的好壞關系到數據采集的準確性和效率,條碼符號作為條碼自動識別技術中關鍵的信息載體,其印制質量的優劣,直接影響到條碼自動識別系統的運行效率,因此,對條碼印制質量進行檢測,對其質量進行判定,具有十分重要的意義。
1 條碼檢測儀的工作原理
條碼檢測儀是用于檢驗條碼符號質量的儀器,主要測量條碼符號的條/空反射率和條/空寬度。條碼檢測儀的條/空反射率測量范圍為2%≤R≤99%;條/空寬度測量范圍通常為0.127 mm≤D≤5.700 mm。
條碼檢測儀通常由光電掃描器、輔助測長裝置和計算機等部分組成。條碼檢測儀的結構框圖見圖1。
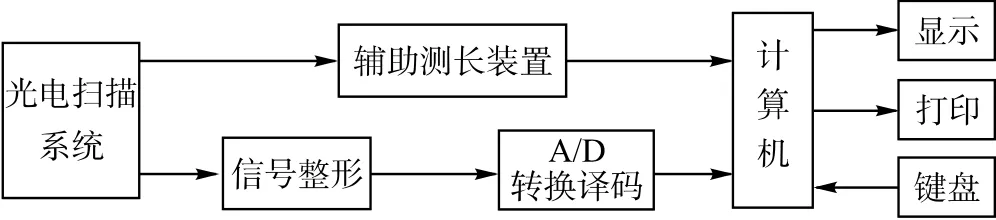
圖1 條碼檢測儀結構框圖
由掃描器光源發出的光束照射在條碼符號上,依次移過各條、空,并被條碼符號反射。反射光經過光學系統投射在光電轉換器上,被轉變成電信號。掃描過程中,反射光強度隨著各條/空反射率的不同而改變,相應電信號的大小也隨之改變,電信號的量值與反射率成正比。儀器根據掃描電信號的量值測出各條/空的反射率。當掃描光點或采樣區域的中心經過條與空的過渡邊界時,掃描電信號電平具有一定特征,儀器據此判定條/空的前、后邊界,再根據輔助測長裝置的計數值,計算出從前邊界到后邊界的位移量,從而測出條/空。掃描測量原理見圖2。
2 影響條碼印制質量的因素
評價和保證條碼質量的目的是條碼符號能被正確和高效地識讀,從而使整個自動系統的運行準確、高效。通常,條碼質量包括三個方面的內涵:編碼質量、印制質量和放置質量。編碼的質量是指條碼承載的數據、條碼字符的編碼應正確;放置質量是指條碼符號放置的位置應符合相關標準的要求,如要便于掃描識讀、不易變形、不被遮擋等等;印制質量是指條碼符號印刷過程涉及的質量,影響條碼印制質量的因素主要有:空白區、參考譯碼、最低反射率、符號反差、最小邊緣反差、調制比、缺陷度、可譯碼度等8項指標。
在條碼技術中,使用深色(低反射率)和淺色(高反射率)兩種光反射率截然不同的圖形單元為條碼字符編碼;識讀時則按照掃描器接收的反射光(轉換成反射率)來判斷掃描到的是深色單元(條)還是淺色單元(空)。反射率參數是條碼的一類重要質量參數,反映識讀器能否有效地辨別條碼符號的條、空單元。光電掃描器如圖3。
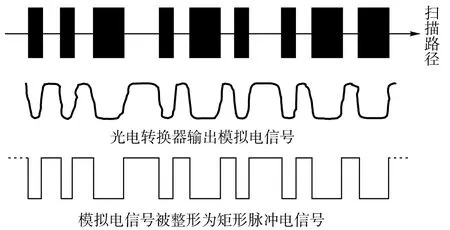
圖2 掃描測量原理
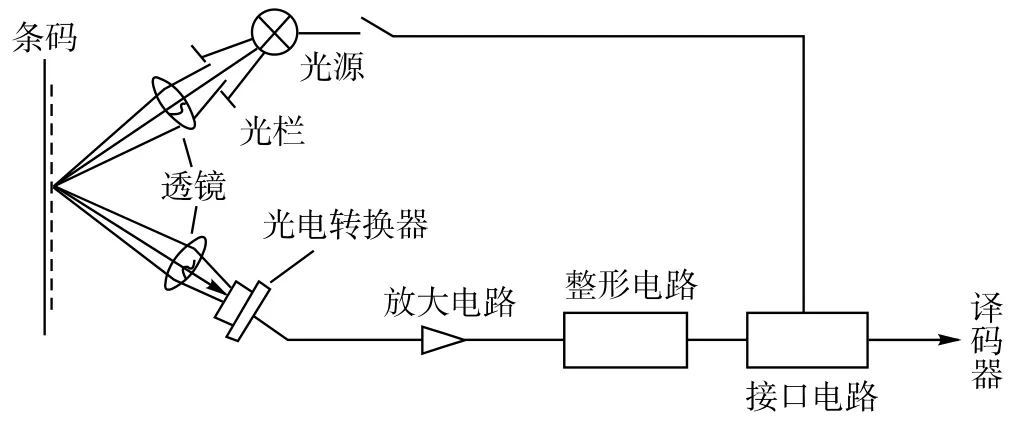
圖3 光電掃描器
3 條碼質量檢測方法
條碼質量檢測方法有傳統方法和掃描反射率曲線分析法。
3.1 傳統方法
傳統條碼符號檢測方法認為影響條碼符號質量判定的是空白區、印刷對比度、條空尺寸偏差、相似邊緣尺寸偏差、字符尺寸偏差五項指標。如果空白區足夠,印刷對比度滿足要求,并且條空尺寸偏差、相似邊緣尺寸偏差、字符尺寸偏差都在相應指標的允差范圍內,則條碼符號質量判定為合格,否則為不合格。由此可見,條碼符號傳統檢測方法,重點關注的是條碼符號尺寸偏差的情況。以測量條碼符號的條空反射率及印刷對比度(PCS)和條空的尺寸偏差為基礎。條(或空)寬在確定的公差范圍之內,且PCS值大于確定的最小值,則符號被認為“符合規范”。
傳統條碼符號檢測方法的缺點是未考慮實際的掃描識讀條件,在某種程度上有些片面和不足,特別是在條空尺寸偏差的判定方面有偏嚴的缺點。但傳統方法能直接測量條空寬度的偏差及其偏離的方向,可以提供給符號制作者簡單易懂,且準確度很高的測量,便于得出改進方案,所以仍然是條碼符號印制過程有效的控制工具之一。
3.2 掃描反射率曲線分析法
掃描反射率曲線分析法又稱綜合分級法、ISO方法。由美國國家標準協會(ANSI)的標準最早提出,曾經被稱為“美標方法、ANSI方法”。后來被寫入歐洲標準和國際標準。
掃描反射率曲線分析法以對條碼符號掃描測量得到的掃描反射率曲線為基礎,用標準譯碼(包括單元確定、邊緣確定、譯碼正確性)、六個反射率參數(符號反差、最低反射率、最高反射率、最小邊緣反差、調制比、缺陷度)、一個與條空寬度尺寸偏差相關的參數(可譯碼度)來評價條碼符號的質量,并依據這些參數為條碼符號評定符號等級。
3.2.1 可譯碼度
可譯碼度是以適用的標準譯碼算法為基礎,衡量條碼符號條空尺寸印刷精度的一個指標,可譯碼度是條碼符號與標準譯碼算法有關的各個單元或單元組合尺寸的可用容差中未被印刷偏差占用的部分,與該單元或單元組合尺寸的可用容差之比的最小值。可譯碼度值計算方法如圖4。
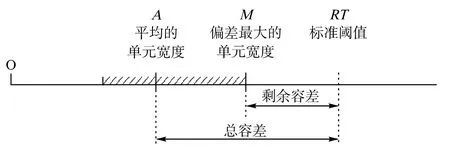
圖4 可譯碼度值計算方法
可譯碼度反映了印刷過程中未被占用的、為掃描識讀過程留出的容許誤差。
3.2.2 六個反射率參數
六個反射率參數是相互關聯的,共同全面評價條碼符號的反射率特性,不應把它們割裂開來,片面地去評價,反射率參數的等級確定見表1(最高反射率略)。
其中最小邊緣反差(ECmin)、符號反差(SC)和調制比(MOD)三者之間的關聯關系如圖5所示。3.
2.3 掃描反射率曲線分析法的特點
掃描反射率曲線分析法的條碼檢測儀掃描條碼符號的方式及條件與一般條碼識讀器的相同或接近,掃描反射率曲線分析法在實際的掃描識讀條件下給出對條碼符號質量的全面的評價結果。通過這種方法測得的符號等級較為確切地反映了條碼符號在被掃描識讀時表現的性能。
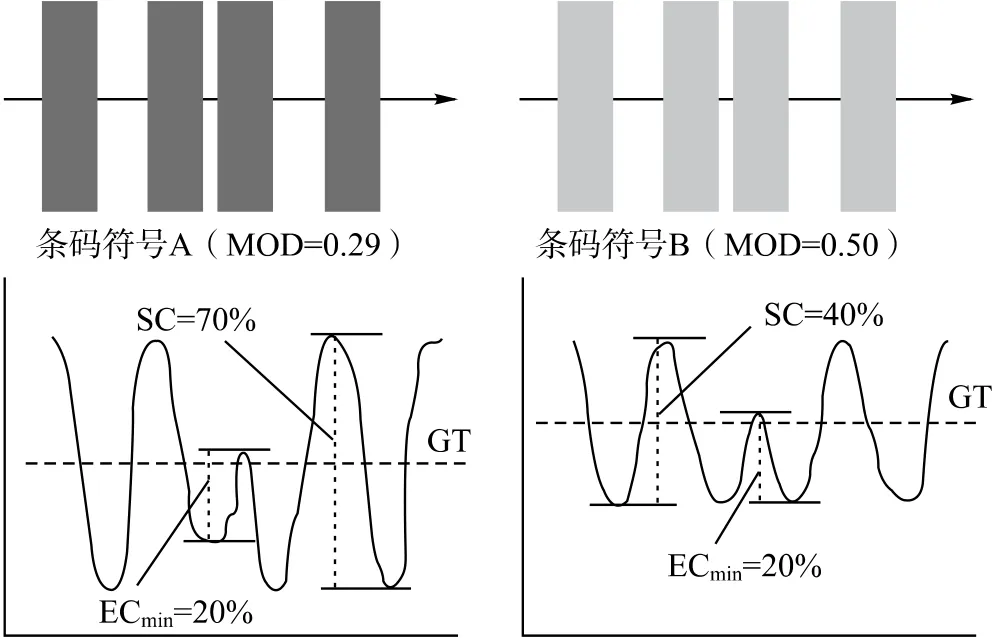
圖5 ECmin、SC與調制比(MOD)的關系示意圖

表1 反射率參數的等級確定
4 條碼檢測依據
現行的條碼檢測國家標準GB/T 18348-2008 《商品條碼 條碼符號印制質量的檢驗》采用掃描反射率曲線分析-質量分級檢測方法,影響條碼符號等級的是空白區、參考譯碼、最低反射率、符號反差、最小邊緣反差、調制比、缺陷度、可譯碼度八項指標,其中參考譯碼由條碼檢測設備依據相應條碼類型參考譯碼算法計算得出;可譯碼度由條碼檢測設備依據相應條碼類型可譯碼算法計算得出;參考譯碼、可譯碼度一定程度上反映出條碼符號尺寸偏差的情況。最低反射率、符號反差、最小邊緣反差、調制比、缺陷度統稱為條碼符號的光學指標,最低反射率代表條碼符號檢測路徑上反射率的最小值,可以用最低反射率/最高反射率來代替;符號反差表示條碼符號檢測路徑上反射率最大值與反射率最小值之差;最小邊緣反差是條碼符號檢測路徑上所有邊緣反差的最小值;調制比是最小邊緣反差與符號反差之比;缺陷度是最大單元非均勻度與符號反差之比。由此可知,新版條碼檢測標準所采用的檢測方法,不但關注條碼符號尺寸偏差,更加關注條碼符號的光學特性,對條碼印制質量提出更高的要求。條碼檢測人員必須重視新標準中檢測方法及檢測指標的變化,深刻理解各項指標的內涵,這對條碼檢測工作意義重大。
5 條碼質量控制
我國在條碼質量控制方面采用過程控制、條碼質量監督檢驗及市場調查的控制方法。
5.1 生產過程中條碼質量的控制
在條碼的印制過程中,生產企業應建立質量體系,在生產過程中設置多個質量監控點,用條碼檢測儀檢測條碼質量,通過對條碼的尺寸參數和光學特性參數進行監控,以確定印刷過程中印刷的壓力、油墨用量、油墨黏度、溫度等參數對印制質量的影響,并根據需要對相關因素進行及時調整,通過質量檢驗、質量分析、質量信息反饋等環節來提高條碼質量。
5.2 利用市場信息反饋控制條碼質量
加強條碼市場調查及定期監督檢驗,通過質量檢驗和質量整改活動,提高條碼質量。
6 結語
條碼是一種傳遞信息的特殊圖形,與普通印刷品比較,條碼對印刷尺寸精度和光學特性有著特殊的要求。條碼的印制質量是確保條碼正確識讀的關鍵因素之一。用條碼檢測儀檢測條碼質量,能有效地控制條碼質量,起到預防作用、質量把關作用、信息反饋作用。
本文闡述了筆者經過多年的條碼檢測工作總結出的一些經驗,望能對條碼檢測工作者有所借鑒。
[1] 中國物品編碼中心. 商品條碼應用指南[M]. 北京:中國標準出版社, 2003.
[2] 全國物流信息管理標準化技術委員會. GB12904-2008[S]. 北京:中國標準出版社, 2008.
[3] 全國物流信息管理標準化技術委員會. GB/T18348-2008[S]. 北京:中國標準出版社, 2008.
[4] 全國物流信息管理標準化技術委員會. GB/T14257-2009[S]. 北京:中國標準出版社, 2009.
[5] 全國物流信息管理標準化技術委員會. GB/T12905-2000[S]. 北京:中國標準出版社, 2000.
[6] 中國物品編碼中心. GB/T14258-2003[S]. 北京:中國標準出版社,2003.
[7] 王金海. 現代條碼技術與應用[M]. 天津:天津社會科學院出版社,2001.
[8] 陳丹暉, 劉紅. 條碼技術與應用[M]. 北京:化學工業出版社, 2006.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
幼兒園(2021年6期)2021-07-28 07:42:14
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學生學習指導(低年級)(2019年11期)2019-11-25 07:31:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
小學生導刊(2017年13期)2017-06-15 20:29:38
海峽科技與產業(2016年3期)2016-05-17 04:32:12
