重載鐵路鋼軌焊接接頭磨耗特征研究
2012-07-26 08:05:56李金華胡玉堂
鐵道建筑 2012年11期
丁 韋,李 力,李金華,胡玉堂
(中國鐵道科學研究院金屬及化學研究所,北京 100081)
鋼軌在使用過程中的磨耗直接影響使用壽命,對鋼軌磨耗方面的研究很多[1-5],降低鋼軌磨耗的方法大致有如下幾種:提高鋼軌硬度,使鋼軌本身更加耐磨;鋼軌表面涂潤滑劑,減小輪軌摩擦系數;適當降低曲線鋼軌超高值;改變鋼軌軌底坡;保持線路良好狀態,也可以降低鋼軌不均勻磨耗。
目前我國的重載線路每年的運輸量已經達到了4億t。為了提高鋼軌的耐磨性能從而延長使用壽命,鋼軌的強度逐年提高。高強度鋼軌普遍采用熱處理方法,通過加速從奧氏體向珠光體的轉變速度提高鋼軌硬度,有的材質鋼軌硬度可以達到HB400。高強度鋼軌的使用,有效降低了鋼軌母材的磨損。但由于材質的焊接性能下降,使接頭磨損相對增加。初步的調查表明,高強度鋼軌的焊接接頭經過一段時間使用,大量出現低塌現象。
對于鋼軌焊接接頭而言,除了要求確保接頭強度和韌性防止斷軌外,接頭與鋼軌母材同步磨損也是確保線路狀況良好的重要方面。曾有研究認為[6],鋼軌閃光焊接頭經過接頭熱處理,焊縫熱處理區(不包含軟化區)的硬度應與母材相當。對于熱軋鋼軌焊后接頭經過正火加熱,然后噴風冷卻即可達到同步磨損的目的。對于高強度熱處理鋼軌而言,焊接接頭進行強制冷卻,使接頭硬度達到母材水平即可解決接頭與母材的同步耐磨問題。然而,由于鋼軌焊接是在局部進行的,接頭熱影響區必然包括軟化區,并且,軟化區域硬度難以通過熱處理冷卻達到與母材完全相同,因此,其耐磨損規律也不盡相同,實際焊接接頭的磨損規律要比想象的復雜。
高強鋼軌往往焊接接頭部位的磨損尤為嚴重。為此,本文對多種鋼軌以及焊接接頭的磨耗進行了跟蹤測量,分析了鋼軌焊接接頭各種硬度分布對接頭不均勻磨損的影響。分別對多種類鋼軌的閃光焊及鋁熱焊接頭進行硬度以及定期的平直度統計,接頭平直度變化推算定期磨損量,并對焊接接頭不同區域的硬度與磨損量關系進行分析。
本次試驗用鋼軌為75 kg/m的PG4、U77MnCr熱處理軌和熱軋軌,焊接方法分為閃光焊和鋁熱焊,平直度測量分成8個周期進行,與此同時還進行了一次硬度測量,歷時11個月。
1 鋼軌焊接接頭磨耗特征
1.1 磨耗測量方法
鋼軌焊接接頭平直度測量采用電子平直度測量儀(SEC電子測量尺)定期對焊接接頭軌頂進行平直度測量。主要研究焊接接頭與母材磨耗,若接頭磨耗過高或過低均影響接頭平直度。焊接接頭縱向受熱影響不超過180 mm,軌頂磨耗曲線長度只選擇了200 mm。圖1為典型鋼軌焊接接頭軌頂測量曲線,水平坐標為沿鋼軌縱向,垂直坐標為軌底向軌頭方向,曲線中部為焊縫,兩邊各長100 mm,曲線兩個較凹區域為接頭軟化區。“焊縫及接頭相對磨損量”和“左、右軟化區相對磨耗量”測量方法如圖1所示,向下相對磨耗為正。

圖1 鋼軌焊接接頭軌頂測量曲線
1.2 典型磨耗特征
1)圖2為PG4(熱軋)鋼軌閃光焊接頭磨耗情況,可以看出,焊接接頭軌頂首次測量結果較為平直,隨著列車車輪的碾壓和摩擦,焊接接頭的熱處理區與母材之間的相對磨耗量明顯加大,其中,焊接接頭軟化區的相對磨耗又明顯高于接頭中部的熱處理區,成為最大。因此,總體看,PG4鋼軌焊接接頭磨耗明顯大于母材。

圖2 PG4閃光焊接頭磨耗情況
2)圖3為PG4熱處理(欠速淬火)鋼軌閃光焊接頭磨耗情況,可以看出,整個焊接接頭部位的磨耗趨勢和熱軋鋼軌焊接接頭是一致的,焊接接頭熱處理軟化區的磨耗最大。PG4熱處理鋼軌焊接接頭總體磨耗量明顯加大,熱處理鋼軌與同材質的熱軋軌比較,其焊接接頭部位相對磨耗更大。

圖3 PG4淬火軌閃光焊接頭磨耗情況
3)圖4為PG4鋁熱焊接頭磨耗情況,由于鋁熱焊接頭寬度大,軟化區之間的距離較長。與PG4閃光焊相比,焊接接頭最大磨耗部位不是軟化區,而是焊縫,接頭中部焊縫的相對磨耗量明顯大于焊接熱影響區軟化區。由于鋁熱焊的總體熱影響區寬,焊接低接頭的影響區域更大。

圖4 PG4鋁熱焊接頭磨耗情況
4)圖5為PG4熱處理鋼軌鋁熱焊接頭磨耗情況,與PG4熱軋鋼軌鋁熱焊比較,焊縫磨耗進一步加大,由于焊縫磨耗量過大,甚至已經看不到焊接熱影響區軟化區的磨耗凹槽了,這樣的焊接接頭的力學性能匹配不理想,應當考慮改進焊劑成分或焊接工藝。
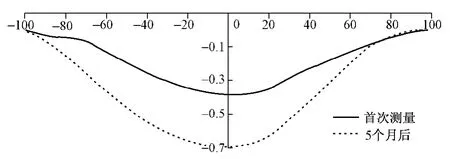
圖5 PG4淬火軌鋁熱焊接頭磨耗情況
5)圖6為U77MnCr鋼軌(熱軋)閃光焊接頭磨耗情況,由于兩條曲線十分接近,說明焊接接頭與母材的相對磨耗很小,與PG4熱軋或熱處理鋼軌焊接接頭比較,焊接接頭磨耗量小得多,由圖推算,在0.05 mm/年以下。

圖6 U77MnCr閃光焊接頭磨耗情況
6)圖7為U77MnCr熱處理(欠速淬火)鋼軌閃光焊接頭磨耗情況,與U77MnCr熱軋鋼軌比較相對磨耗要大一些,但與PG4熱處理鋼軌比較,要小得多,說明U77MnCr熱處理鋼軌閃光焊接頭磨耗很小。

圖7 U77MnCr熱處理閃光焊接頭磨耗情況
1.3 磨耗測量結果分析
焊接接頭磨耗量測量分別由“焊縫及接頭相對磨損量”和“左、右軟化區相對磨耗量”來表示,具體測量方法如圖1所示。每種焊接接頭數據為多個接頭的平均值,并統一折算成每年平均磨耗量,具體如表1所示。
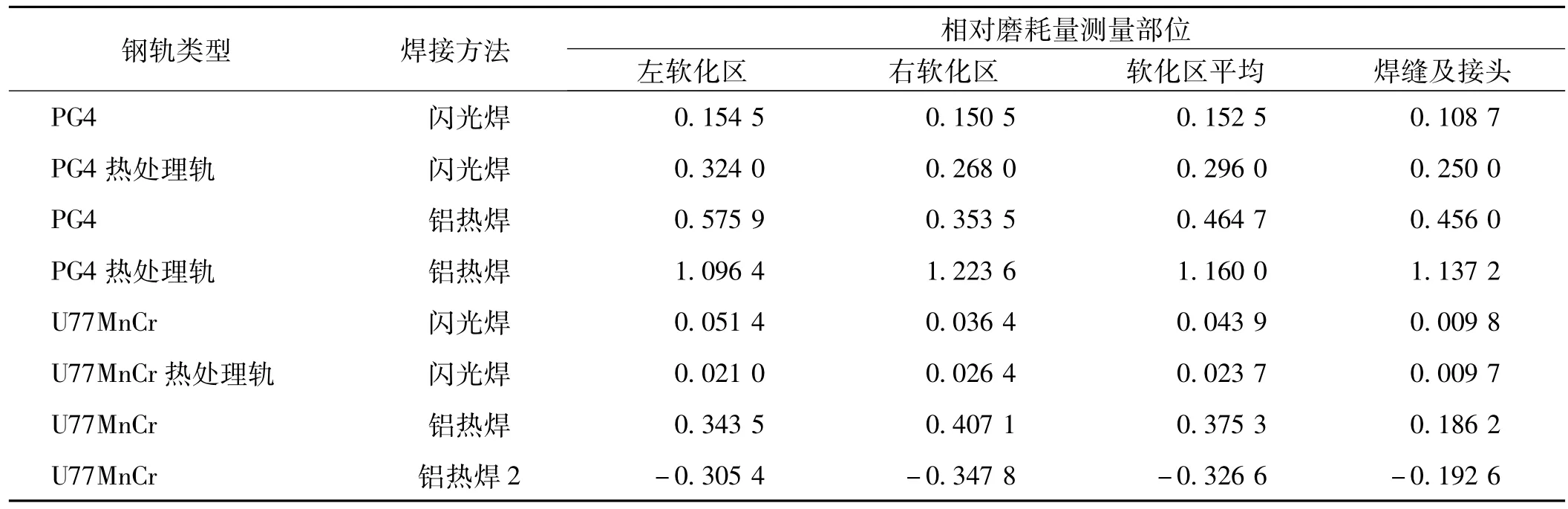
表1 鋼軌焊接接頭軌頂相對磨耗量 mm/年
可以看出,熱處理軌與熱軋軌相比,熱處理軌接頭相對磨耗量較大,熱軋軌較小;PG4接頭的磨耗量較大,U77MnCr較小;鋁熱焊接頭磨耗量較大,閃光焊接頭較小。相對磨耗最為嚴重的是PG4熱處理軌鋁熱焊接頭,1年磨耗量超過1 mm。接頭磨耗比較理想的是U77MnCr熱軋鋼軌閃光焊接頭,相對磨耗量極小,一年不超過0.01 mm。“鋁熱焊2”接頭磨耗出現了負值,說明該焊劑接頭的焊縫磨耗量小于母材。
2 鋼軌焊接接頭硬度分布
2.1 硬度曲線分區
硬度測量部位為鋼軌焊接接頭軌頂(即踏面),測量沿縱向進行,每隔5 mm測量一個數據,以焊縫為中心,總共測量40點(約200 mm長)。焊接接頭硬度計算方法如圖8所示,以左右兩個軟化區最低硬度點為起點向母材方向外推20 mm劃垂線,垂線之間硬度(包括軟化區硬度)的平均值被定義為“焊接接頭硬度”。而焊接接頭以外到兩端硬度的平均值定義為“母材硬度”。該測量方法與目前TB/T 1632—2005《鋼軌焊接》并不完全相同,其原因是線上所使用的鋼軌無法進行取樣加工后做硬度試驗,但該測量方法與標準比較有極強的相似性,和較高的可比性,因此有極強的參考價值。
2.2 典型硬度曲線特征
不同焊接方法的焊接接頭硬度分布特點存在明顯差異。閃光焊接頭由于經過了焊后熱處理,其硬度分布主要與熱處理工藝有關。典型的閃光焊接頭的軌頭硬度分布如圖9所示,其中垂直坐標為布氏硬度值,橫向坐標為鋼軌縱向坐標。圖9中部的硬度曲線為接頭熱處理部位,其兩側的低硬度部位為熱處理軟化區,熱處理軟化區外側為鋼軌母材。
典型的鋁熱焊接頭的軌頭硬度分布如圖10所示,由于鋁熱焊接頭焊接完成后不進行熱處理,因此焊接接頭處于焊接狀態。圖10中部的硬度曲線為焊縫及熱影響區,其兩側的低硬度部位為焊接熱影響軟化區,焊接熱影響軟化區外側為鋼軌母材。與閃光焊接頭比較,焊接接頭寬度大,焊縫硬度明顯低于母材。目前我國鋁熱焊接頭并不要求進行焊后熱處理,因此,對于高強鋼軌焊接來說焊縫強度一般低于母材。

圖8 焊接接頭軌頂硬度測量方法

圖9 鋼軌閃光焊接頭軌頂硬度曲線
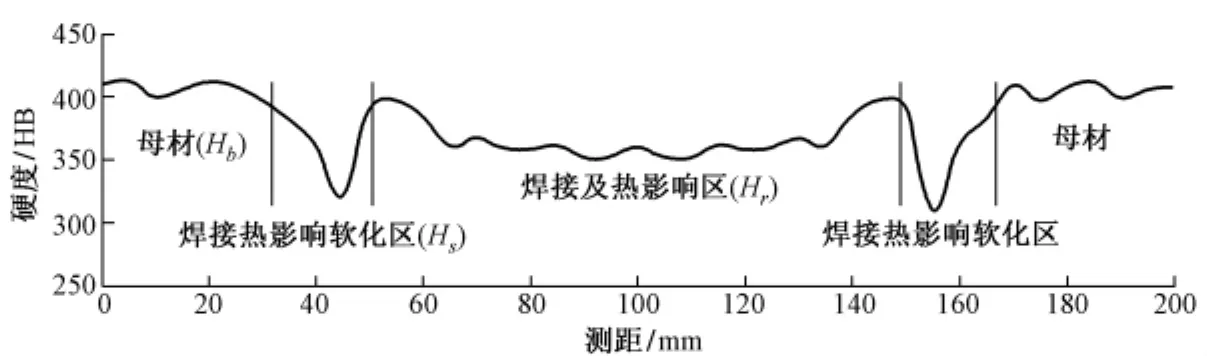
圖10 鋼軌鋁熱焊接頭軌頂硬度曲線
2.3 接頭硬度測量結果
表2分別列出各種焊接接頭硬度測量結果,其中軟化區最低硬度為左、右兩個軟化區最低硬度的平均值,焊縫及熱影響區硬度為兩個軟化區中間硬度值。接頭硬度和母材硬度計算方法如圖10所示。焊縫及熱影響區硬度多數接頭可以達到母材水平。軟化區硬度一般只有焊縫及熱影響區硬度的80%~95%。接頭硬度由于包括了軟化區硬度,因此,總體略低于焊縫及熱影響區硬度。熱處理鋼軌焊接接頭硬度明顯低于母材。

表2 焊接接頭硬度測量結果HB
3 焊接接頭硬度與磨耗分析
鋼軌焊接接頭相對磨耗與硬度比值關系如圖11和圖12所示。圖中垂直坐標為接頭熱處理區(或焊縫及熱影響區)相對磨耗量,圖11的橫坐標為接頭熱處理區(或焊縫及熱影響區)與母材硬度比值(Hr/Hb),圖12的橫坐標為接頭與母材硬度比值(Hj/Hb)。從圖11可以看出,當接頭熱處理區(或焊縫及熱影響區)與母材硬度比值接近1.05時,接頭熱處理區(或焊縫及熱影響區)的相對磨耗量最小,也就是說,對于閃光焊熱處理區的硬度高于母材1.05倍時,接頭與母材磨耗接近,相對磨耗量最小。從圖12可以看出,接頭與母材硬度比接近1.00時,接頭的相對磨耗量最小。由于接頭硬度計算方法十分接近TB/T 1632—2005,因此,接頭硬度與母材基本相同時,接頭與母材磨耗接近,相對磨耗量最小。測量結果表明,要想獲得與母材磨耗相當的接頭,應當使閃光焊接頭的熱處理區硬度接近母材硬度1.05倍(如圖13所示),此時,焊接接頭硬度(含軟化區)近似等于鋼軌母材硬度。

圖11 Hr/Hb與焊縫相對磨耗量關系

圖12 Hj/Hb與焊縫相對磨耗量關系

圖13 焊縫與母材磨耗量相當時硬度分布
4 結論
1)焊接接頭磨耗測量表明,熱處理鋼軌焊接接頭相對磨耗明顯大于熱軋鋼軌,鋁熱焊接頭磨耗大于閃光焊。
2)焊接接頭硬度測量表明,熱處理鋼軌接頭硬度大多數低于母材,熱軋鋼軌接頭硬度較為接近母材,熱處理鋼軌鋁熱焊焊縫與母材硬度差異最大,大大低于母材。
3)鋼軌接頭磨耗與其硬度有直接關系,接頭與母材硬度比接近1.00時,焊縫及熱影響區的相對磨耗量最小,此時,焊縫硬度接近母材的1.05倍。
4)PG4熱處理鋼軌鋁熱焊接頭磨耗嚴重的原因是焊縫硬度大大低于鋼軌母材,建議提高鋁熱焊軌頭硬度,使接頭硬度接近母材。
5)U77MnCr熱處理和熱軋鋼軌閃光焊接頭相對磨耗極小的原因是接頭硬度接近鋼軌母材。
[1] 劉國春.京通線鋼軌磨耗與防治措施[J].鐵道技術監督,2008,258(4):13-15.
[2] 高愛東.豐沙線曲線鋼軌磨耗成因與對策[J].鐵道建筑,2001(4):16-18.
[3] 馬驥.重載鐵路小半徑曲線鋼軌磨耗初探[J].內蒙古科技與經濟,2009,198(20):112-113.
[4] 蔣萬軍.石太線鋼軌磨耗情況考察報告[J].哈鐵科技通訊,1994(4):18-19.
[5] 劉鳳堯.小半徑曲線鋼軌磨耗分析[J].哈鐵科技通訊,1990(3):4-7.
[6] GENKIN Z.Welding and heat treatment of joints in railway rails in induction equipment[J].Welding International,2005,19(2):160-164.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
