角接觸球軸承內圈溝道軸向位置測量方法
2012-07-21 01:40:00褚翠霞李娜劉輝軍高武正
軸承 2012年10期
褚翠霞,李娜,劉輝軍,高武正
(洛陽LYC軸承有限公司 031軸承廠,河南 洛陽 471039)
角接觸球軸承可同時承受徑向載荷和軸向載荷,具有轉速高、精度高等優點,一般組配使用,能夠準確測量溝道軸向位置和雙溝的溝心距,有利于成組軸承進行選配。
三坐標測量儀(GLOBAL 7107)在機械加工行業中已經得到廣泛應用,但其方便、快捷、準確的測量功能在軸承工件檢測中并沒有得到良好的展現,對于一般角接觸球軸承,溝道軸向位置和溝心距(雙溝)在加工工序間采用溝道位置樣板、溝心距專用樣板控制。但對于高精度產品,如溝道軸向位置要求±0.02 mm的內圈,采用樣板控制位置的方法已經不能滿足要求。
1 檢測方法分析
1.1 專用樣板檢測
采用專用量具樣板檢測溝道位置,操作簡單直觀,檢測成本較低,但是只能定性,無法量化,更無法給現用數控機床提供數據調整的依據;而且樣板檢測誤差比較大,與操作者的熟練程度有關,尤其對于高精度的溝道位置要求,樣板控制手段就顯得力不從心。
1.2 輪廓儀檢測
使用V形塊和固定擋板在輪廓儀上檢測溝道位置,首先將標準件基準端面一端靠在固定擋板上,然后檢測標準件溝的形狀,保存其圖形,在同樣的位置用同樣的方法測量工件的溝道形狀并保存其圖形,在圖形里測量溝底到同一基準的距離,兩次測量的差值即為工件和標準件溝道位置的差值。但是在輪廓儀上檢測溝道位置,工件的定位精度不易控制,每次裝夾工件的傾斜角度不同,溝道位置的測量結果都會有變化,其誤差大小不容易掌握。
2 三坐標測量儀檢測
2.1 內圈溝道軸向位置檢測
三坐標測量儀檢測方法的原理如圖1所示。
(1)將D051儀器下端用于支承鋼球的尖點改為平臺支承面;
(2)將D051儀器一側支點換成千分表(細表針);
(3)將D051儀器放在三坐標測量儀平臺上,并將D051儀器平臺調整水平;
(4)將被測工件非基準端面朝下放置在D051儀器平臺上,使D051儀器兩側支點與工件溝道接觸,粗略找正溝道徑向最大點;
(5)通過調整D051儀器升降機構,找溝道位置中心,即測量線與溝道直徑重合時,鎖緊工作臺,將三坐標測量儀z軸零點設在D051儀器的平臺端面上,在被測工件的基準端面上移動三坐標測量儀測頭,記錄z坐標的數值(設為h1);
(6)翻轉被測工件,將基準端面朝下置于D051平臺上,調整D051儀器升降機構,找溝道位置中心,即測量線與溝道直徑重合時,鎖緊工作臺,在被測工件的非基準端面上移動三坐標測量儀測頭,記錄z坐標的數值(設為h2);
(7)計算被測工件溝道位置
式中:B為被測內圈實際寬度;h1為被測內圈基準端面測量z值;h2為被測內圈非基準端面測量z值。
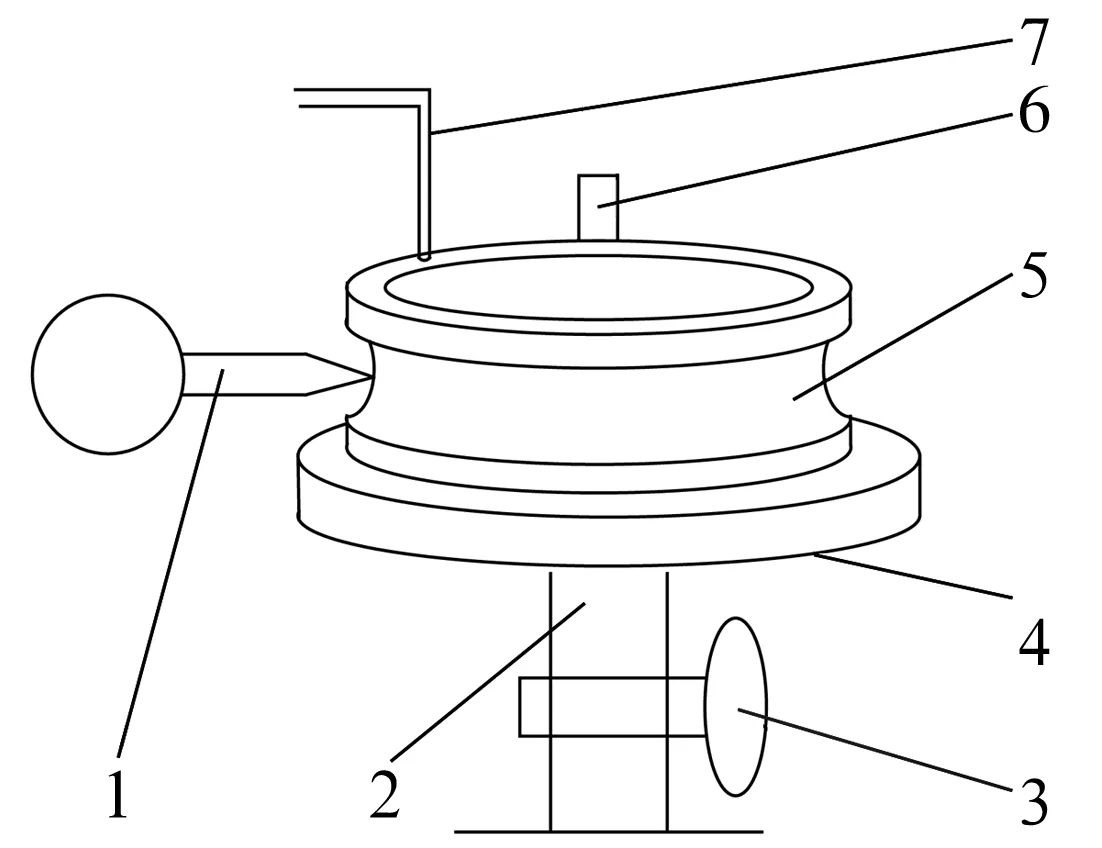
1—D051一側支點;2—D051下端支點;3—升降機構;4—平臺;5—檢測工件;6—D051另一側支點;7—三坐標測量儀測頭
2.2 雙溝溝心距測量
將被檢測工件放置在調整好的D051儀器上,先通過D051儀器兩側支點與工件溝道接觸,粗略找正溝道徑向最小點,再通過D051調整螺栓找溝道徑向最小點,用三坐標測量儀測出被測件上端面z軸高度,然后用D051調整螺栓找正另一溝道徑向最小點,此時再用三坐標測量儀測出z軸的變化值,即可得出雙溝的溝心距。
3 檢測實例
3.1 內圈溝道軸向位置檢測數據
7211ACTA/P5/02角接觸球軸承內圈溝道軸向位置設計要求為(10.5±0.02)mm。三坐標測量儀和D051儀器、輪廓儀和專用樣板檢測結果見表1。由表中數據可知,3次測量一個工件的同一位置,用三坐標測量儀和D051儀器檢測得到的數據比較穩定,且每次測量的數據比較準確;輪廓儀檢驗溝道軸向位置的誤差范圍較大;而專用樣板檢測只能定性,無法定量。
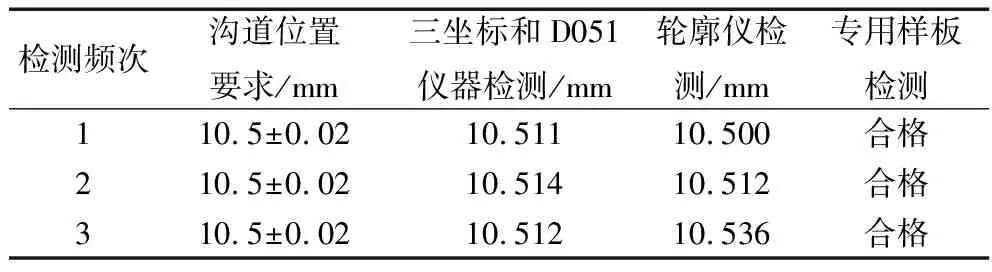
表1 7211ACTA/P5/02的檢測數據對比
3.2 溝道檢測數據的應用
以組配角接觸球軸承凸出量δ0為例說明準確檢測溝道位置對產品加工的影響,如圖2所示。由圖可知
δ0=C-T,T=ai+ae-S/2,
式中:C為外圈寬度;T為無預載時外圈基準端面到內圈基準端面的軸向距離;S/2為徑向游隙引起的軸承軸向位移;ai為內圈溝道位置;ae為外圈溝道位置。經分析可知:套圈寬度B,C和內、外圈溝道位置的加工公差對軸承凸出量的影響很大,套圈寬度B或C的加工偏差容易控制,所以能準確地測量出溝道位置,對角接觸球軸承凸出量選配和雙列角接觸球軸承配套顯得尤為重要。

圖2 角接觸球軸承凸出量組配方式
4 結束語
利用三坐標測量儀和D051儀器測量角接觸球軸承內圈溝道軸向位置,測量誤差比樣板測量和輪廓儀測量小,并可準確計算出溝道軸向位置數值,指導數控加工溝道位置尺寸。但是此種測量方法效率不高,不能廣泛應用于生產現場,只能作為一種校對的手段,可用于選擇標準件。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
